(21)4457943/08
(22)11.07.88
(46) 30.01.91. Бюл. № 4
(71)Новополоцкин политехнический институт им. Ленинского комсомола Белоруссии
(72)В.А.Данилов и Л.А.Данилова
(53)621.941.2(088.8)
(56)Авторское свидетельство СССР № 982845, кл. В 23 В 5/44, 1981.
(54)СПОСОБ ТОЧЕНИЯ МНОГОГРАННЫХ ПОВЕРХНОСТЕЙ
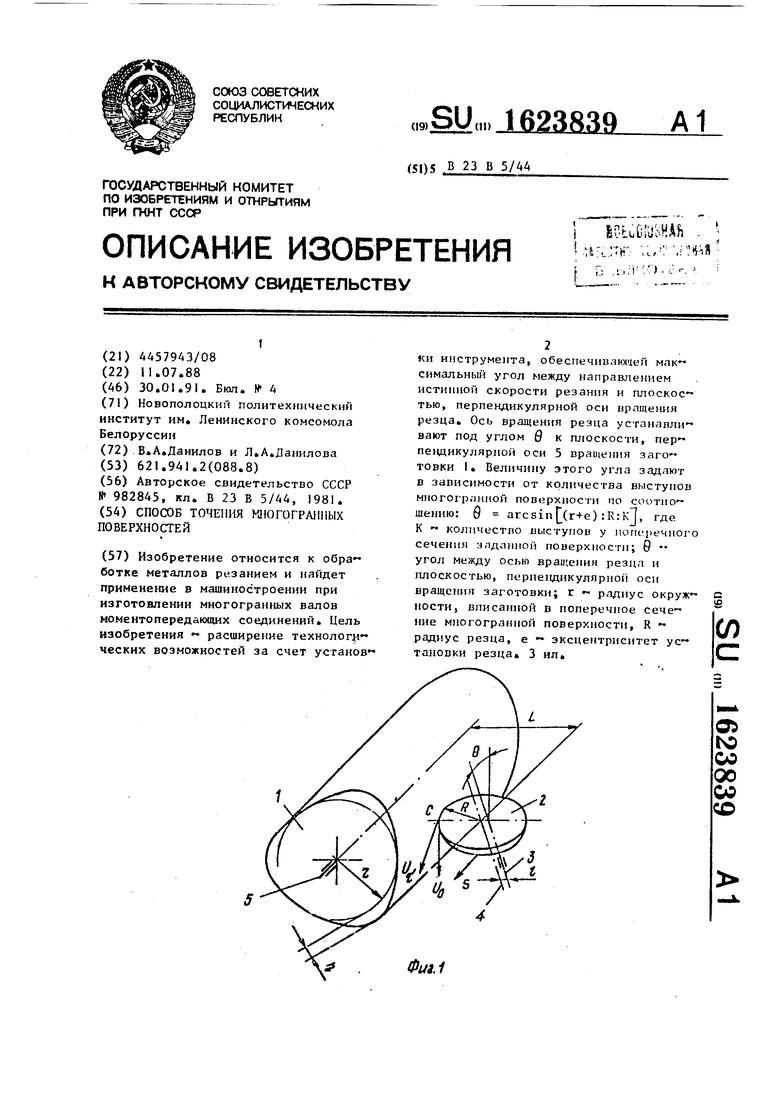
(57)Изобретение относится к обра ботке металлов резанием и найдет применение в машиностроении при изготовлении многогранных валов моментопередакхцих соединений. Цель изобретения расширение технолог ческих возможностей за счет усганов ки инструмента, обеспечивающей максимальный угол между направлением истинной скорости резания и плоскостью, перпендикулярной оси вращения резца. Ось вращения резца устанавливают под углом Q к плоскости, перпендикулярной оси 5 вращения заготовки I. Величину этого угла задают в зависимости от количества выступов многогранной поверхности по соотношению: В arcsinЈ(r+e) :К:к1, где К - количество выступов у поперечного сечения заданной поверхности; 9 угол между осью вращении резца и плоскостью, перпендикулярной оси вращения заготовки; г - радиус окружности, вписанной в поперечное сечение многогранной поверхности, R - радиус резца, е эксцентриситет установки резца 3 ил.
с
1C
(Л
| название | год | авторы | номер документа |
|---|---|---|---|
| Способ точения сложных поверхностей | 1988 |
|
SU1553249A1 |
| Способ точения многогранных поверхностей | 1989 |
|
SU1748957A1 |
| Способ точения сложных поверхностей | 1991 |
|
SU1816535A1 |
| Способ точения сложных поверхностей | 1980 |
|
SU982845A1 |
| Способ обработки некруглых валов | 1990 |
|
SU1764859A1 |
| Способ обработки деталей с круглыми и многогранными поверхностями | 1989 |
|
SU1650372A1 |
| Резец для ротационного точения | 2018 |
|
RU2685824C1 |
| Способ точения | 1977 |
|
SU663486A1 |
| Способ точения сложных поверхностей | 1990 |
|
SU1722698A2 |
| Способ обработки многогранных поверхностей | 1990 |
|
SU1815012A1 |

О ГС
со
00
со со
Фиг.1
Изобретение относится к обработке металлов резанием и найдет примене- ние в машиностроении, в частности при изготовлении многогранных валов моментопередающих соединений
Цель изобретения - расширение тех нологических возможностей, связанных с увеличением стойкости инструмента и производительности обработки.
Указанная цель достигается за счет установки инструмента, обеспечивающей максимальный угол между направлением истинной скорости резания и плоскостью, перпендикулярной оси вращения резца
На изображена схема обработки многогранной криволинейной поверхности; на фиг.2 взаимное расположение резца и заготовки и сообщав- мые им движения при прямой схеме точения; на фиг.З - то же при обратной схеме точения
Способ осуществляют следующим об- разом.
Обработку заготовки 1, заданной многогранной поверхности, осуществляют круглым резцом 2 с радиусом R, который устанавливают с возможностью вращения вокруг оси 3, при этом гео- метрическая ось 4 резца параллельна оси 3 и отстоит от нее на расстояние I. Таким образом, резец 2 устанавли- вают d эксцентриситетом е относительно оси его вращения.
Ось 3 вращения резца устанавливают под углом 0 к плоскости, перпендикулярной оси 5 вращения заготовки 1, величину которого задают по соотношению
(О
где К - количество выступов у поперечного сечения заданной по- верхности;
г - радиус окружности, вписанной в поперечное сечение многогранной поверхности. В процессе обработки резцу и за- готовке сообщают согласованные вращательные движения с отношением их частот, равным количеству выступов (граней) К многогранной поверхности, т.е.
Л
п
К
где п. - частота вращения резца вокруг оси 3; HI - частота вращения заготовки
вокруг оси 5.
Вращательное движение резцу сообщают как при прямой (фиг.2), так и при обратной (фиг.З) схеме точения в направлении, при котором окружная скорость Vj резца в точке С контакта его с заданной многогранной поверхностью направлена под острым углом У к окружной скорости V заготовки в этой точке.
Формула изобретения
Способ точения многогранных поверхностей, при котором заготовке и эксцентрично расположенному круглому резцу сообщают взаимосвязанные вращательные движения, причем окружную скорость резца устанавливают большей окружной скорости заготовки, а резцу дополнительно сообщают продольное перемещение относительно заготовки, отличающийся тем, что, с целью расширения технологических возможностей, ось вращения резца устанавливают под углом к плоскости, перпендикулярной оси вращения заготовки, при этом величину этого угла Q определяют по формуле
в
arcsin
г + е
где г - радиус окружности, вписанной в поперечное сечение многогранной поверхности; е - эксцентриситет установки
резца;
R - радиус резца; К - количество выступов у попе- речного сечения многогранной поверхности,
а вращательное движение резцу сообщают в направлении, при котором окружная скорость резца в точке кон такта его с заданной многогранной поверучостью направлена под острым углом к окружной скорости заготовки в этой точке.
Фиг.З
