Изобретение относится к способам обработки некруглых валов вращающимися эксцентрично установленными режущими инструментами и найдет применение в машиностроении.
Способ обработки некруглых валов вращающимися эксцентрично установленными режущими инструментами известны. Согласно им вал обрабатывают круглым резцом, который устанавливают эксцентрично относительно его геометрической оси и ему сообщают вращение с частотой, в m раз большей частоты вращения заготовки, где m - число выступов профиля вала (1).
Недостатком этого способа является то, что с увеличением количества выступов профиля вала и диаметра резца ухудшаются условия резания, так как окружная скорость резца превышает окружную скорость заготовки и скорость их относительного перемещения (скорость резания) направлена под небольшим углом к передней поверхности резца, что отрицательно влияет на производительность обработки. Кроме того, имеет место существенное изменение переднего и заднего углов режущей части резца, что
ухудшает условия резания и также отрицательно влияет на производительность.
Однозначное соотношение частот вращательных движений инструмента и заготовки в известных способах ограничивает технологические возможности по форме обрабатываемых валов, которая при заданном эксцентриситете установки инструмента определяется отношением частот вращательных движений инструмента и заготовки. Поэтому при заданном числе граней некруглой поверхности и постоянном эксцентриситете установки инструмента может быть получен только один профиль вала.
Целью изобретения является устране- ние отмеченных недостатков, т.е. расширения технологических возможностей по форме обрабатываемых валов при одновременном повышении качества обработки.
Цель достигается тем, что при обработке некруглых валов предлагаемым способом заготовке и эксцентрично установленному лезвийному инструменту сообщают согласованные вращательные движения и относительное движение подачи, при этом, в отличие от неизвестного способа, обработ(Л
С
х|
Оч 4 00 СЛ Ю
ку осуществляют однолезвийным инструментом, а отношение частот вращательных движений инструмента и заготовки задают равным т/с, где т - количество выступов профиля вала, с - целое число, не имеющее общих множителей с т.
Режущая кромка лезвия инструмента может быть расположена на поверхности вращения с прямолинейной образующей.
Отличительные признаки предложения обеспечивают расширение технологических возможностей по форме обрабатываемых валов, так как позволяют одним инструментом при неизменном эксцентриситете и заданном числе граней профиля за счет изменения величины с обрабатывать валы с различной кривизной граней. Одновременно по сравнению со способом прототипом достигается повышение качества обработки, так как исключена возможность образования огранки профиля вала.
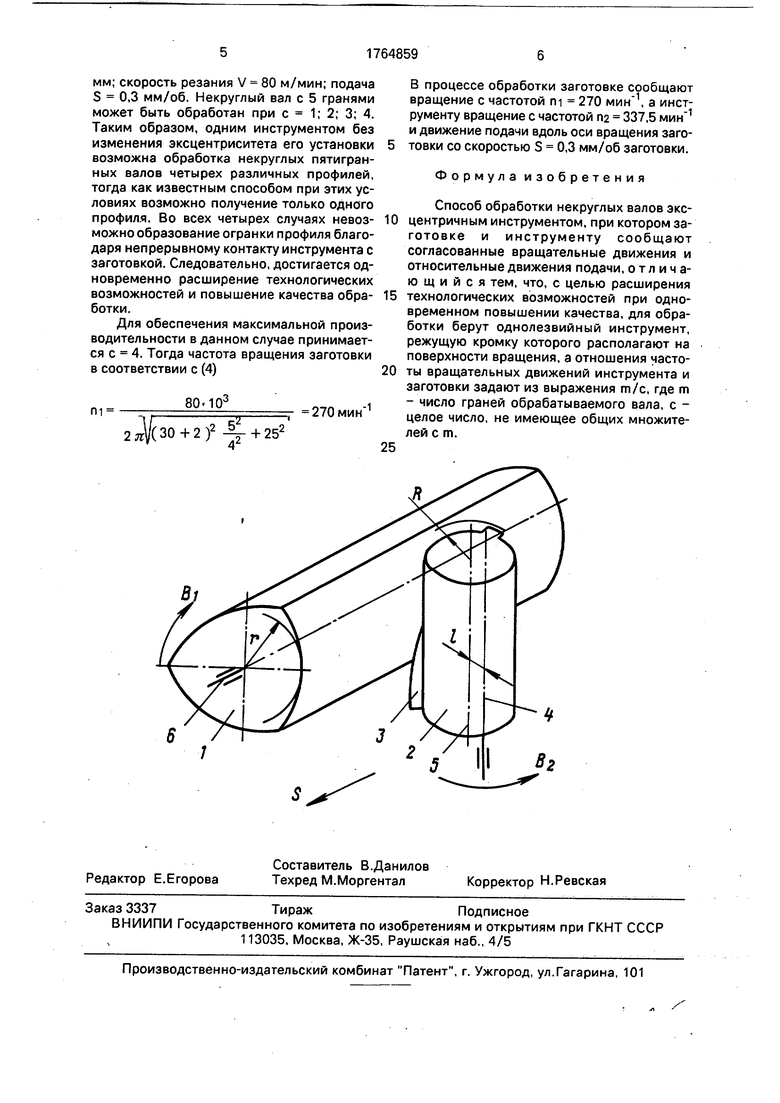
На чертеже изображена кинематическая схема обработки некруглого вала.
Обработку заготовки 1 осуществляют режущим инструментом 2, имеющим одно лезвие 3, режущая кромка которого расположена на поверхности вращения. Инструмент устанавливают с возможностью вращения вокруг оси 4, которая параллельна его геометрической оси 5 и скрещивается с осью 6 заготовки 1. Изменением расстояния между этими осями задается эксцентриситет I установки режущего инструмента. От величины I зависит форма профиля некруглого вала - чем больше I, тем больше разница между максимальным и минимальным радиусами этого профиля.
В процессе обработки инструменту и заготовке 1 сообщают согласованные вращательные движения В2 и Вт соответственно вокруг осей 4 и 6 и относительное движение подачи S. Отношение i частоты П2 вращения инструмента и частоты щ вращения заготовки задают по зависимости
где m - количество выступов (граней) профиля некруглого вала;
с - целое число, не имеющее общих множителей с числом т.
При указанном значении i обеспечивается формообразование профиля с равномерно расположенными по окружности выступами (гранями) при непрерывном контакте инструмента с заготовкой.
Каждому числу с для заданного m соответствует определенное значение и, следовательно, форма профиля. Например, если m 4, то с может принимать значения 1, 2 и
3, поэтому одним инструментом при неизменном эксцентриситете его установки могут быть обработаны четырехгранные валы трех различных профилей, что невозможно
при обработке обоими указанными выше способами.
В отличие от способа прототипа формообразование профиля каждой грани осуществляется при непрерывном точечном ее
контакте с режущей кромкой инструмента. При сообщении инструменту и заготовке вращательных движений точка контакта режущей кромки с некруглой поверхностью перемещается вдоль профиля грани и формирует ее в соответствии с отношением частот этих движений. Поэтому исключается возможность образования огранки, неизбежной при обработке по способу прототипу.
Из зависимости (1) следует, что частоту вращения заготовки задают по соотношению П2 П1С/т. Так как производительность обработки при заданной подаче инструмента на один оборот заготовки пропорциональна частоте ее вращения, то чем больше величина с, тем выше производительность. В этой связи для достижения на- ибольшейпроизводительности
рекомендуется назначать максимально возможное значение с, если оно не ограничено требованием получения определенной формы профиля вала.
Скорость резания V при обработке предлагаемым способом равна геометрической сумме окружных скоростей инструмента и заготовки в точке их контакта. Для момента формирования середины грани
V « V4 л2 ( R + I )2 nj 4- 4 л2 г2 n i (2) где R - радиус инструмента (поверхности вращения, на которой расположена режущая кромка);
г - радиус окружности, вписанной в поперечное сечение некруглого вала. Так как n2 nim/c,(3)
то частоту щ вращения заготовки задают по зависимости
щ
V
2л:/
(R+I)2
m
+ Г2
Зависимость (4) может быть реализована приближенно, а соотношение (3) должно настраиваться точно.
Пример: количество граней некруглого вала - m 5; радиус окружности, вписанной в профиль вала г 25 мм; материал вала - сталь 40Х; радиус инструмента R 30 мм; эксцентриситет установки инструмента I 2
мм; скорость резания V 80 м/мин; подача S 0,3 мм/об. Некруглый вал с 5 гранями может быть обработан при с 1; 2; 3; 4. Таким образом, одним инструментом без изменения эксцентриситета его установки возможна обработка некруглых пятигранных валов четырех различных профилей, тогда как известным способом при этих условиях возможно получение только одного профиля. Во всех четырех случаях невоз- можно образование огранки профиля благодаря непрерывному контакту инструмента с заготовкой. Следовательно, достигается одновременно расширение технологических возможностей и повышение качества обра- ботки.
Для обеспечения максимальной производительности в данном случае принимается с 4. Тогда частота вращения заготовки в соответствии с(4)
80-103
Д/(30+2)2 - -ос2
270
+ 25
В процессе обработки заготовке сообщают вращение с частотой щ 270 , а инструменту вращение с частотой П2 337,5 и движение подачи вдоль оси вращения заготовки со скоростью S 0,3 мм/об заготовки.
Формула изобретения
Способ обработки некруглых валов эксцентричным инструментом, при котором заготовке и инструменту сообщают согласованные вращательные движения и относительные движения подачи, отличающийся тем, что, с целью расширения технологических возможностей при одновременном повышении качества, для обработки берут однолезвийный инструмент, режущую кромку которого располагают на поверхности вращения, а отношения частоты вращательных движений инструмента и заготовки задают из выражения т/с, где т - число граней обрабатываемого вала, с - целое число, не имеющее общих множителей с т.

| название | год | авторы | номер документа |
|---|---|---|---|
| Способ механической обработки и устройство для его осуществления | 1989 |
|
SU1838047A3 |
| Способ точения сложных поверхностей | 1991 |
|
SU1816535A1 |
| Способ точения сложных поверхностей | 1988 |
|
SU1553249A1 |
| Способ обработки некруглых цилиндрических поверхностей | 1985 |
|
SU1662770A1 |
| Способ обработки многогранных поверхностей | 1990 |
|
SU1815012A1 |
| СПОСОБ ОБРАБОТКИ ТЕЛ ВРАЩЕНИЯ НЕКРУГЛОГО СЕЧЕНИЯ | 2001 |
|
RU2211118C1 |
| Способ точения сложных поверхностей | 1990 |
|
SU1722698A2 |
| Способ обработки некруглых цилиндрических поверхностей | 1985 |
|
SU1303289A1 |
| Способ обработки многогранных криволинейных поверхностей | 1988 |
|
SU1673278A1 |
| Способ обработки цилиндрических поверхностей | 1988 |
|
SU1692765A1 |
Использование, машиностроение, обработка некруглых валов. Сущность изобретения: обработку осуществляют эксцентричным однолезвийным инструментом, режущую кромку которого располагают на поверхности вращения. Заготовке и инструменту сообщают вращательные движения с частотами, которые задают из соотношения т/с, где т - число граней обрабатываемого вала, с - целое число, не имеющее общих множителей с т. Заготовке и инструменту сообщают относительное движение подачи 1 ил.
В
| Способ точения сложных поверхностей | 1980 |
|
SU982845A1 |
| Прибор для равномерного смешения зерна и одновременного отбирания нескольких одинаковых по объему проб | 1921 |
|
SU23A1 |
