Изобретение относится к деформационной термической обработке стали и может быть использовано в черной металлургии при обработке и изготовлении изделий из аустенитных нержавеющих сталей, в частности оболочек тепловыделяющих элементов.
Цель изобретения - повышение длительной высокотемпературной прочности и пластичности при радиационном облучении.
Пример В опытно-промышленных условиях производят обработку двух партий тонкостенных труб из аустенитной нержавеющей стали марки ЭЙ 844-БУ-ИД
Одну партию труб отрабатывают в соответствии с известным способом. При этом трубы электроконтактным нагревом нагревают в защитной атмосфере до 1200°С, закаливают (с переносом в жидкий азот) до - 196°С, отогревают до комнатной температусо
с
ры непосредственно перед холодной пластической деформацией. Деформацию производят безоправочным волочением с суммарнойстепенью20%. послечегохолод- нодеформированные трубы отпускают при 800°С в течение 1,5ч.
Вторую партию труб обрабатывают в соответствии с предлагаемым способом. После высокотемпературного нагрева и закалки до криогенных температур трубы подвергают деформации со степенью 5-12% по схеме одноосного растяжения, после чего производят их отогрев до 550-700°С (температурный интервал обратного сдвигового -перехода для стали ЭЙ 8442-БУ-ИД составляет 600-650°С) со скоростью 180- 270°С/с и охлаждение до комнатной температуры для деформирования и отпуска по приведенным выше режимам для известного способа.
о
XJ ч|
ND
плотности
18 „2,
м
На обработанных по обеим способам труС изготавливают образцы для исследова- ний длительной высокотемпературной прочности и пластичности в условиях радиационного облучения.
Исследования проводят в опытном реакторе ИВВ-2М при 650°С и продолжительности испытаний 1000 ч, при потока тепловых нейтронов 3,36 х 10
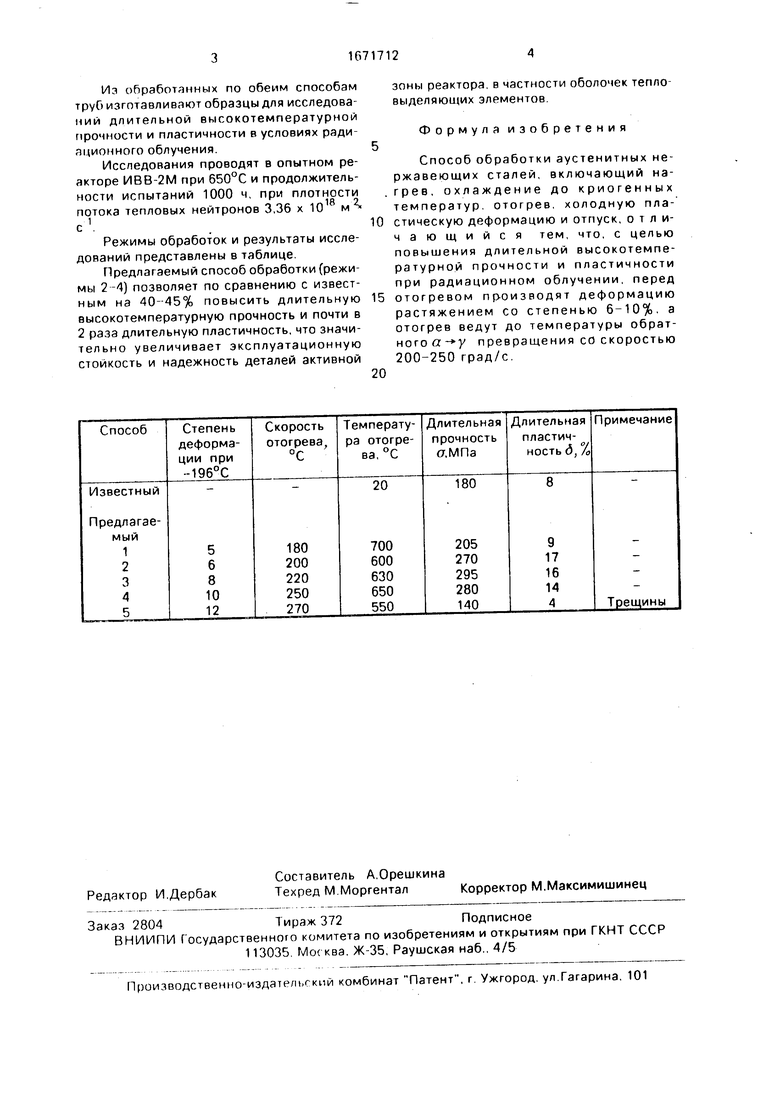
Режимы обработок и результаты исследований представлены в таблице.
Предлагаемый способ обработки (режимы 2 -4) позволяет по сравнению с известным на 40-45% повысить длительную высокотемпературную прочность и почти в 2 раза длительную пластичность, что значительно увеличивает эксплуатационную стойкость и надежность деталей активной
10
15
20
зоны реактора, в частности оболочек тепловыделяющих элементов
Формула изобретения
Способ обработки аустенитных нержавеющих сталей, включающий нагрев, охлаждение до криогенных температур, отогрев, холодную пластическую деформацию и отпуск, отличающийся тем, что, с целью повышения длительной высокотемпературной прочности и пластичности при радиационном облучении, перед отогревом пр-оизводят деформацию растяжением со степенью 6-10%, а отогрев ведут до температуры обрат- ногоа- у превращения со скоростью 200-250 град/с.
| название | год | авторы | номер документа |
|---|---|---|---|
| Способ обработки изделий из нержавеющих сталей | 1989 |
|
SU1624033A2 |
| ОСОБОТОНКОСТЕННАЯ ТРУБА ИЗ АУСТЕНИТНОЙ БОРОСОДЕРЖАЩЕЙ СТАЛИ ДЛЯ ОБОЛОЧКИ ТВЭЛА И СПОСОБ ЕЕ ПОЛУЧЕНИЯ | 2009 |
|
RU2420600C1 |
| Способ обработки гомогенных аустенитных сталей | 1989 |
|
SU1669990A1 |
| ОБОЛОЧКА ТЕПЛОВЫДЕЛЯЮЩЕГО ЭЛЕМЕНТА РЕАКТОРА НА БЫСТРЫХ НЕЙТРОНАХ С ЖИДКОМЕТАЛЛИЧЕСКИМ ТЕПЛОНОСИТЕЛЕМ | 2006 |
|
RU2331941C2 |
| Способ обработки нержавеющих сталей аустенитного и ферритного классов | 1987 |
|
SU1421782A1 |
| ДИСПЕРСИОННО-УПРОЧНЕННЫЙ ЖАРОПРОЧНЫЙ СПЛАВ НА ОСНОВЕ Ni И СПОСОБ ДЛЯ ЕГО ПОЛУЧЕНИЯ | 2011 |
|
RU2543581C2 |
| СПОСОБ ТЕРМОМЕХАНИЧЕСКОЙ ОБРАБОТКИ МЕТАСТАБИЛЬНОЙ АУСТЕНИТНОЙ СТАЛИ | 2015 |
|
RU2598744C1 |
| Способ изготовления труб из аустенитных нержавеющих сталей | 1989 |
|
SU1667976A1 |
| СПОСОБ КРИОГЕННО-ДЕФОРМАЦИОННОЙ ОБРАБОТКИ СТАЛИ | 2008 |
|
RU2365633C1 |
| СПОСОБ ПОВЫШЕНИЯ ПРОЧНОСТИ СТАБИЛЬНОЙ АУСТЕНИТНОЙ СТАЛИ | 2016 |
|
RU2641429C1 |
Изобретение относится к деформационной термической обработке стали и может быть использовано в черной металлургии при обработке и изготовлении изделий из аустенитных нержавеющих сталей, в частности оболочек тепловыделяющих элементов. Цель изобретения - повысить длительную высокотемпературную прочность и пластичность при радиационном облучении. Для этого перед отогревом производят деформацию растяжением со степенью 6 - 10%, а отогрев осуществляют до температуры обратного α → γ превращения со скоростью 200 - 250°С/с. 1 табл.
| Способ обработки тонкостенных сварных конструкций | 1980 |
|
SU964012A1 |
| Выбрасывающий ячеистый аппарат для рядовых сеялок | 1922 |
|
SU21A1 |
| Устройство для видения на расстоянии | 1915 |
|
SU1982A1 |
| Выбрасывающий ячеистый аппарат для рядовых сеялок | 1922 |
|
SU21A1 |
| Способ обработки нержавеющих сталей аустенитного и ферритного классов | 1987 |
|
SU1421782A1 |
| Выбрасывающий ячеистый аппарат для рядовых сеялок | 1922 |
|
SU21A1 |
