Изобретение относится к обработке металлов давлением и может быть использова- но при производстве сортовых гнутых профилей.
Цель изобретения - повышение качества несимметричных уголковых профилей с гофрированной полкой путем устранения их продольного скручивания и сокращение трудозатрат.
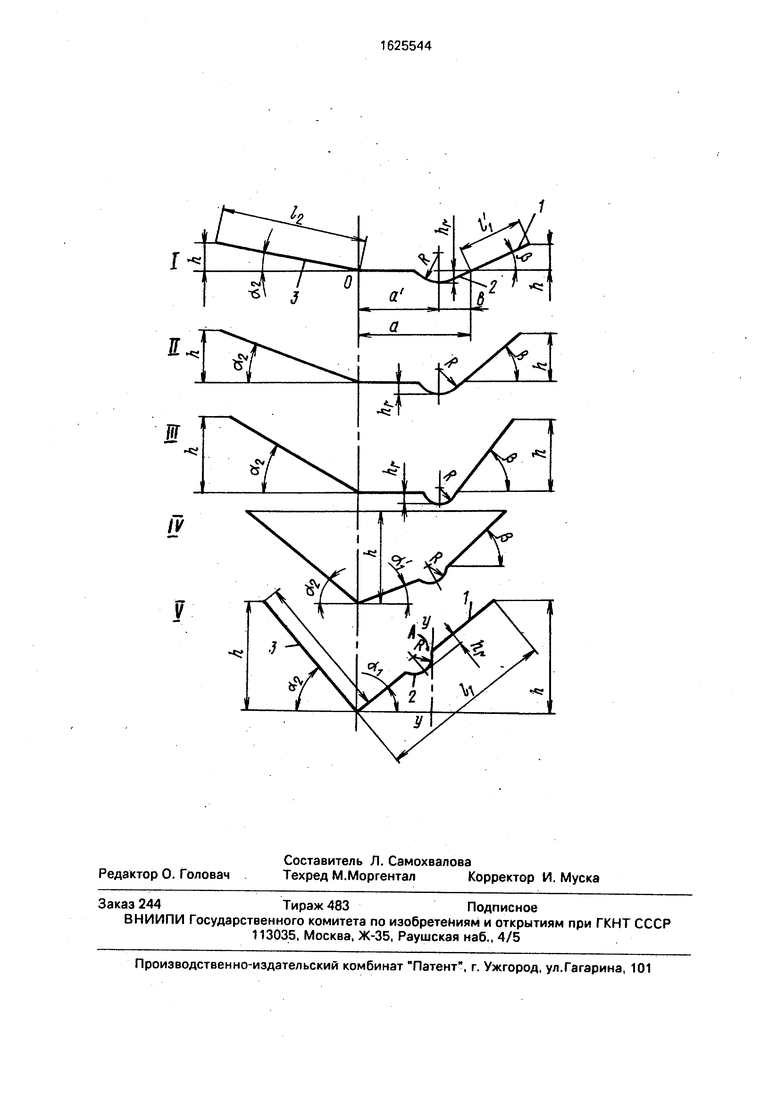
На чертеже показана схема профилирования уголкового профиля с гофрированной стенкой.
1
В переходе I подгибается участок I
гофрированной полки 1 от гофра 2 до ее кромки на уголД а противоположная полка 3 подгибается на угол аг, причем высота
1 подгибки R 2 sin 02 11 sin / обеих
кромок полок одинакова. В этом же проходе начинается формирование гофра радиусом R на глубину hr на горизонтальном участке а полки 1.
Формирование гофра путем уменьшения величины R и увеличения hr завершается в переходе III. В переходе IV участок а полки 1 подгибается на угол «ч с одновременным уменьшением угла / (происходит распрямление полки 1) и продолжается подгибка полки 3. В переходе V (чистовом)
полка 1 распрямляется (угол а достигает величины щ 90° -аг ), гофр 2 освобождается от зажатия нижним валком, а полка 3 подгибается до угла аг так, чтобы 180°- ( сп + О2 ) 90° (допускается некоторая перегибка полок с целью уменьшения остаточного пружинения тонкого металла). В клети V, где гофр освобождается от зажатия, верхний валок не имеет формующего выступа. Во всех переходах обеспечивав О
го сл сл
4
N
ся равенство высот R подъема кромок обеих полок.
Освобождение гофра от зажатия в чистовых проходах обусловлено следующим.
Если гофр зажимается нижним валком во всех переходах, то необходимо суммарные углы подгибки ai гофрированной полки в чистовых переходах выбирать такими, чтобы касательная уу к окружности радиуса R (т.е. радиуса гофра) в т.А сопряжения гофра с полкой 1 (фиг.1), расположенной ближе к кромке этой полки, была перпендикулярна оси вращения хх нижнего валка, так как при т.А, лежащей левее уу, валок не может вращаться. Должно выполняться условие
циевидное сечение и одна из его боковых сторон перпендикулярна к горизонтали).
Основные параметры профилирования по переходам даны в таблице. 51 1
(sin tesinaz/h ;h Н-а1 -b,
rfleb V2hrR-h
Гофр освобождается в переходе VII, так как «1 37° больше расчетной величины cti 90° - arccos (1 - hr/R) 30°.
Технико-экономическое преимущество предлагаемого способа заключается в повы- шении качества профилей и уменьшении трудозатрат.

| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ ИЗГОТОВЛЕНИЯ НЕСИММЕТРИЧНОГО ГНУТОГО ПРОФИЛЯ КОРЫТНОГО ТИПА | 1992 |
|
RU2040998C1 |
| Способ производства гнутых С-образных профилей | 1992 |
|
SU1831396A3 |
| СПОСОБ ПРОИЗВОДСТВА ЛИСТОВЫХ ГНУТЫХ ПРОФИЛЕЙ | 1993 |
|
RU2040997C1 |
| ГНУТЫЙ ПРОФИЛЬ И СПОСОБ ЕГО ПРОИЗВОДСТВА | 1997 |
|
RU2124410C1 |
| СПОСОБ ПРОИЗВОДСТВА ГНУТОГО С-ОБРАЗНОГО ПРОФИЛЯ | 1993 |
|
RU2036038C1 |
| ГНУТЫЙ СПЕЦПРОФИЛЬ ШВЕЛЛЕРНОГО ТИПА И СПОСОБ ЕГО ИЗГОТОВЛЕНИЯ | 1997 |
|
RU2124408C1 |
| СПОСОБ ПРОИЗВОДСТВА НЕРАВНОПОЛОЧНЫХ ЗЕТОВЫХ ПРОФИЛЕЙ | 1992 |
|
RU2108180C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ГНУТЫХ НЕРАВНОПОЛОЧНЫХ ШВЕЛЛЕРОВ | 1994 |
|
RU2071849C1 |
| Способ производства гофрированных профилей | 1986 |
|
SU1344457A1 |
| СПОСОБ ПРОИЗВОДСТВА ГНУТЫХ ПРОФИЛЕЙ | 1992 |
|
RU2036737C1 |
Изобретение относится к обработке металлов давлением, в частности к производству сортовых гнутых профилей. Цель изобретения - повышение качества несимметричных уголковых профилей с гофром на одной из полок путем устранения их продольного скручивания. В черновых переходах одновременно с формовкой гофра на одной из полок и подгибкой другой полки производят подгибку участка полки от гофра до кромки . В промежуточных переходах осуществляют подгибку горизонтального участка гофрированной полки с уменьшением угла подгибки участка полки от гофра до кромки. В чистовых переходах освобождает сформованный гофр от зажатия валками. Во всех переходах обеспечивают размещение кромок обеих полок в горизонтальной плоскости. 1 ил., 1 табл.
«1 Ј 90° - arccos (1 - hr/R),
где hr - глубина гофра. Полученный при этом угол а может быть таким, что для профиля с углом между полками, равным 90°, невозможно обеспечить равенство hi ha - h и И sin ai 2 sin ац. Поэтому калибр нижних валков в чистовых переходах выполнен с прямолинейными боковыми стенками, одна из которых совпадает с вертикалью.
Пример. Профилирование гофрированного неравнополочного углового профиля 214 х 282 х 5 мм с гофром на широкой полке 01 282 мм). Гофр расположен на расстоянии а1 132 мм от узкой полки 02 214 мм), глубина готового гофра hr 25 мм, радиус R 50 мм.
Профиль формуется за семь переходов: в I - IV осуществляется подгибка узкой полки и формирование гофра до требуемых R и hr с одновременной подгибкой части V, широкой полки; в переходах V-VII продолжается подгибка узкой полки с одновременным распрямлением широкой полки и ее подгибкой, причем в переходе VII (чистовом) производится освобождение гофра (калибр нижнего валка имеет трапеФормула изобретения
Способ производства несимметричного уголкового профиля с гофром на одной из полок путем последовательной подгибки в валках элементов профиля, согласно которому в черновых переходах производят формовку сплошного гофра на одной из полок при размещении сопряженного с ним участка полки со стороны, противолежащей кромке, в горизонтальной плоскости, и одновременно подгибают другую полку, а в чистовых переходах подгибают обе полки, отличающийся тем, что, с целью повышения качества профилей за счет устранения их продольного скручивания и снижения трудоемкости, в черновых переходах
одновременно с формовкой гофра на одной из полок и подгибкой другой полки производят подгибку участка полки от гофра до кромки, в промежуточных переходах осуществляют подгибку горизонтального участка гофрированной полки с уменьшением угла подгибки участка полки от гофра до кромки, а в чистовых переходах освобождают сформованный гофр от зажатия валками, при этом во всех переходах обеспечивают размещение кромок обеих полок в одной горизонтальной плоскости.
IV
| Чекмарев А.П | |||
| и Калужский В.Б | |||
| Гнутые профили проката | |||
| - М.: Металлургия, 1974, с | |||
| Вагонетка для кабельной висячей дороги, переносной радиально вокруг центральной опоры | 1920 |
|
SU243A1 |
| Сепаратор-центрофуга с периодическим выпуском продуктов | 1922 |
|
SU128A1 |
