Изобретение относится к обработке металлов давлением, в частности к горячей вытяжке днищ.
Цель изобретения - расширение технологических возможностей за счет обеспече- ния штамповки днищ из заготовок с различной толщиной и повышение качества.
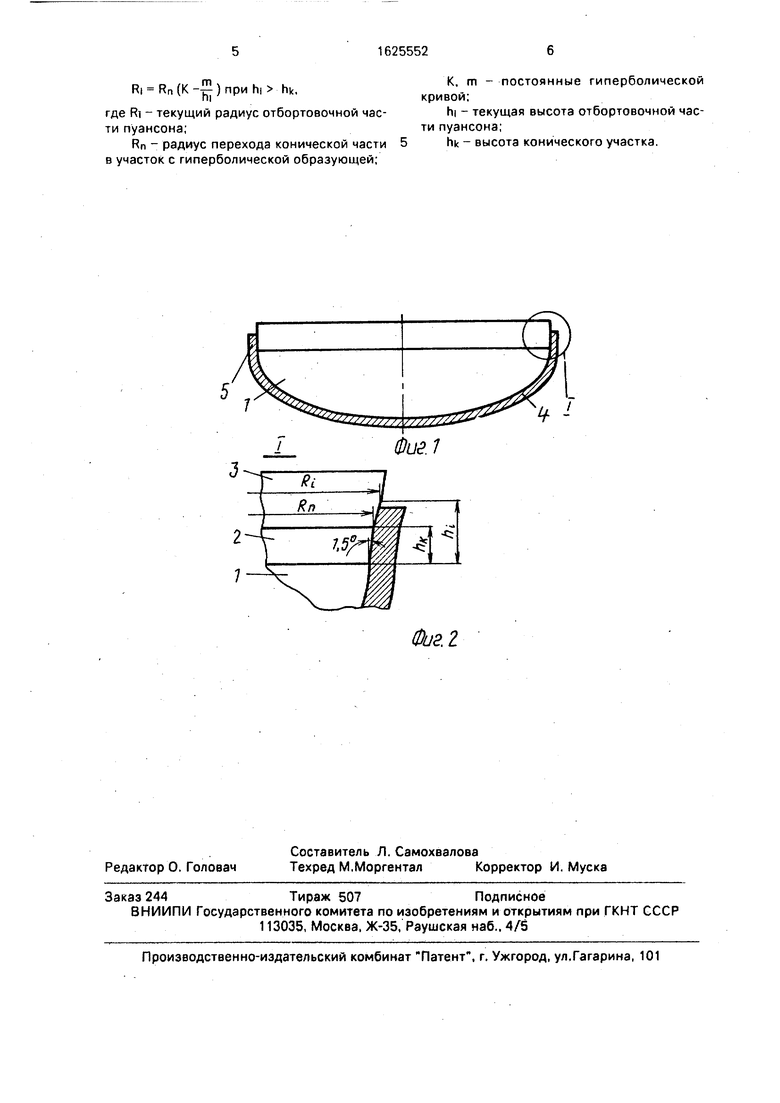
На фиг.1 показан пуансон для горячей вытяжки днищ; на фиг.2 - узел I на фиг.1.
Формообразующая поверхность пуансона состоит из куполообразной 1 и отбор- товочной частей, которая, в свою очередь, включает кон (еский 2 и криволинейный 3 участки.
При вытяжке днищ данным пуансоном вначале на куполообразной части 1 пуансона формируется куполообразная часть 4 днища, а затем на отбортовочной части - цилиндрическая часть (отбортовка) 5 днища. По окончании вытяжки днище снимается с
пуансона и охлаждается. После охлаждения в результате термической усадки днище принимает окончательные размеры.
Криволинейный участок 3 пуансона имеет гиперболическую образующую, текущий радиус которой определяется по формуле
Ri Rn(K- )пригп hk,
П|
где RI - текущий радиус отбортовочной части пуансона;
Rn - радиус перехода конического участка отбортовочной части в криволинейный; К, m - постоянные гиперболической кривой, зависящие от термической усадки штампуемого материала;
hi - текущая высота отбортовочной части пуансона;
hk - высота конического участка, равная минимальной высоте отбортовки днищ данного диаметра.
ON
Ю
ел ел ел
ю
Пример. Строят профиль отбортовоч- ной части пуансона для штамповки эллипти- ческих днищ с внутренним базовым диаметром DB 1400 мм из стали с толщиной стенки 5( 100мм. Для днищ данного диаметра существуют следующие значения высоты отбортовки hu: Ьц 40 мм для Sq 8 - 18 мм, Ьц 60 мм для Sq 20 - 40 мм, hq 80 мм для Sq 45 - 70 мм, пц 100 мм для Sq 80- 100мм. Для построения профиля отбортовочной части пуансона необходимо знать температуру окончания вытяжки днищ разной толщины. С этой целью проводят тепловые расчеты процесса горячей вытяжки эллиптических днищ из заготовок различных толщин с применением метода конечных разностей. Данный численный метод в отличие от аналитических методов позволяет достаточно полно учесть множество факторов, влияющих на тепловой режим процесса вытяжки. Результаты расчетов проверены в условиях кузнечно- штамповочного производства и показывают хорошую сходимость с действительностью. Температура нагрева заготовок 1050°С.
Результаты, необходимые для построения профиля отбортовочной части пуансона, приведены в таблице , где приняты следующие обозначения :
t к.в. - температура конца вытяжки ; а - коэффициент термического сжатия
материала днища;
RI - текущий радиус криволинейного участка пуансона, который определяет ся по формуле
р RB
-а-Дгк.в.
где RB - внутренний номинальный
радиус днища; Atic.B. к-в. Т-о.с.;
toe - температура окружающей среды
(t о с 20°С )
RI ср - среднее значение радиусов RI , соответствующих определенной высоте 5отбортовки Ьц.
На основании данных таблицы строят профиль отбортовочной части пуансона.
Значение радиуса Rn принимается равным значению Ricp, соответствующему 10 минимальной высоте отбортовки Нц 40мм, Rn 710,1 мм.
Образующая участка 3 аппроксимирована с помощью метода наименьших квадратов восемью функциями, из которых гипербо лическая функция вида RI Rn (К - ) наиболее
П|
точно описывает указанный профиль. В рассматриваемом случае К 1,0088, m 0,3813. При этом погрешность аппроксимации не
20 превышает 0,07%.
Использование пуансона с предлагаемой формообразующей поверхностью позволяет повысить точность днищ по диаметру, штампуемых из нагретых загото25 вок различной толщины.
Формула изобретения Пуансон для горячей вытяжки днищ, формообразующая поверхность которого состоит из куполообразной и отбортовоч30 ной частей, последняя из которых имеет коническую поверхность с углом наклона образующей 1,5°, отличающийся тем, что, с целью расширения технологических возможностей за счет обеспечения штам- 35 ловки днищ из заготовок с различной толщиной и повышения качества, он снабжен дополнительным участком, примыкающим к отбортовочной части со стороны нерабочего торца с образующей в виде гиперболической кривой, текущий радиус которого опре40 деляется из следующего выражения;
К, гл - постоянные гиперболической
Т- 1 nun ll| MR,
кривой;
где RI - текущий радиус отбортовочной час-hi - текущая высота отбортовочной пуансона
Ri Rn(K-Ј)npnhi hk.
ти пуансона;
Rn - радиус перехода конической части 5 участок с гиперболической образующей;
в
hk - высота конического участка
уансона
hk - высота конического участка
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ ВЫТЯЖКИ И ШТАМП ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 2002 |
|
RU2220018C2 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ТОНКОСТЕННЫХ ОБОЛОЧЕК С ДНИЩЕМ СФЕРИЧЕСКОЙ ФОРМЫ | 1998 |
|
RU2157739C2 |
| Штамп для изготовления конических деталей с отогнутым фланцем | 1980 |
|
SU958013A1 |
| Способ вытяжки полых изделий из листовой заготовки | 1985 |
|
SU1303221A2 |
| Штамп для изготовления тройников из листовых заготовок | 1980 |
|
SU893285A1 |
| СПОСОБ ФОРМООБРАЗОВАНИЯ ЛИСТОВЫХ ДЕТАЛЕЙ ДВОЯКОЙ КРИВИЗНЫ | 2015 |
|
RU2626253C2 |
| Штамп для изготовления изогнутыхОТВОдОВ из лиСТОВОгО МЕТАллА | 1979 |
|
SU829247A1 |
| Штамп для глубокой вытяжкипОлыХ дЕТАлЕй | 1979 |
|
SU804093A1 |
| Способ изготовления криволинейных в плане отводов | 1987 |
|
SU1518047A1 |
| ШТАМП ДЛЯ ИЗГОТОВЛЕНИЯ ФИГУРНЫХ КОНИЧЕСКИХ ДЕТАЛЕЙ | 1993 |
|
RU2065793C1 |
Изобретение относится к обработке металлов давлением. Цель изобретения - повышение точности изготовления днищ по диаметру, штампуемых из нагретых заготовок различной толщины. Формообразующая поверхность пуансона состоит из куполообразной и отбортовочной частей, последняя из которых включает конический и криволинейный участки. Профиль последнего участка очерчен гиперболической кривой, учитывающей термическую усадку материала и высоту отбортовки днищ различных толщин. Текущий радиус RI гиперболической кривой определяется из следующего выражения: R, Rn (К - m/hi) при hi hk, где Rn - радиус перехода конической части в участок с гиперболической образующей; К, m - постоянные гиперболической кривой; hi - текущая высота отбор ЮБОЧНОЙ части; hk высота конического участка. 2 ил., 1 табл. (Л С
Фиг. г
| Технологические процессы в химическом машиностроении | |||
| Труды НИИХИММАШ | |||
| Вып | |||
| Видоизменение пишущей машины для тюркско-арабского шрифта | 1923 |
|
SU25A1 |
| - М.: Информационно-издатель- отдел, с | |||
| Реверсивный дисковый культиватор для тросовой тяги | 1923 |
|
SU130A1 |
