Изобретение относится к области машиностроения, в частности к автоматическим линиям для обработки деталей в приспособлениях-спутниках.
Известна автоматическая линия спутникового типа, содержащая штанговые транспортные устройства, установленные по ходу техно гического процесса станка,
,,А, . fI
снабженные приспособлениями для зажима и фиксации обрабатываемых деталей, имеющих дйя спутников, базовые элементы приспособления снабжены приводом их перемещения в горизонтальной плоскости и расположены паралельно осям базовых отверстий обрабатываемых деталей, а одна из направляющих для спутника кинематически связана с приводом ба- зовыхэлементов,снабжена
подпружиненными скалками и установлена с возможностью взаимодействия со спутником, причем деталь на спутнике закреплена с возможностью перемещения соответственно в вертикальной плоскости при взаимодействии с базовыми элементами и в горизонтальной плоскости вместе со спутниками при взаимодействии с зажимным устройством,
Недостатками указанной автоматической линии являются: низкая производительность за счет последовательного выполнения рабочих и вспомогательных операций;
отсутствие принудительной очистки спутников,
сложность конструкции и большие габариты линии из-за сложности транспортера возврата спутника.
Известна автоматическая линия спутникового типа, содержащая станину с установленными на ней силовыми головками и прямым шаговым транспортером, закрепленный на траверсе возвратный транспортер, станции передачи спутников с одного транспортера на другой с подвижными каретками и механизмами фиксации спутников, которые выполнены в виде установленного на каретке подпружиненного рычажного стопора с возможностью взаимодействия с упорами на станции передачи и выступом на спутниках.
Недостатками этой автоматической линии являются сложность конструкции за счет того, что транспортеру возврата необходим автономный привод и отсутствие принудительной очистки спутников
Цель изобретения - улучшение очистки от стружки и повышение надежности спутников, а также упрощение конструкции транспортной системы.
Поставленная цель достигается тем, что в автоматической линии, содержащей станину с установленными на ней силовыми узлами и прямым шаговым транспортером,
возвратный закрепленный на траверсе транспортер, станции передачи спутников с одного транспортера на другой с подвижными каретками, каретка станции подъема спутников выполнена с опрокидывающейся
0 платформой, каретка опускания спутников использована в качестве привода возвратно-поступательного движения, а транспортер возврата спутников выполнен в виде подвижной штанги с собачками и реечно5 цепной передачи.
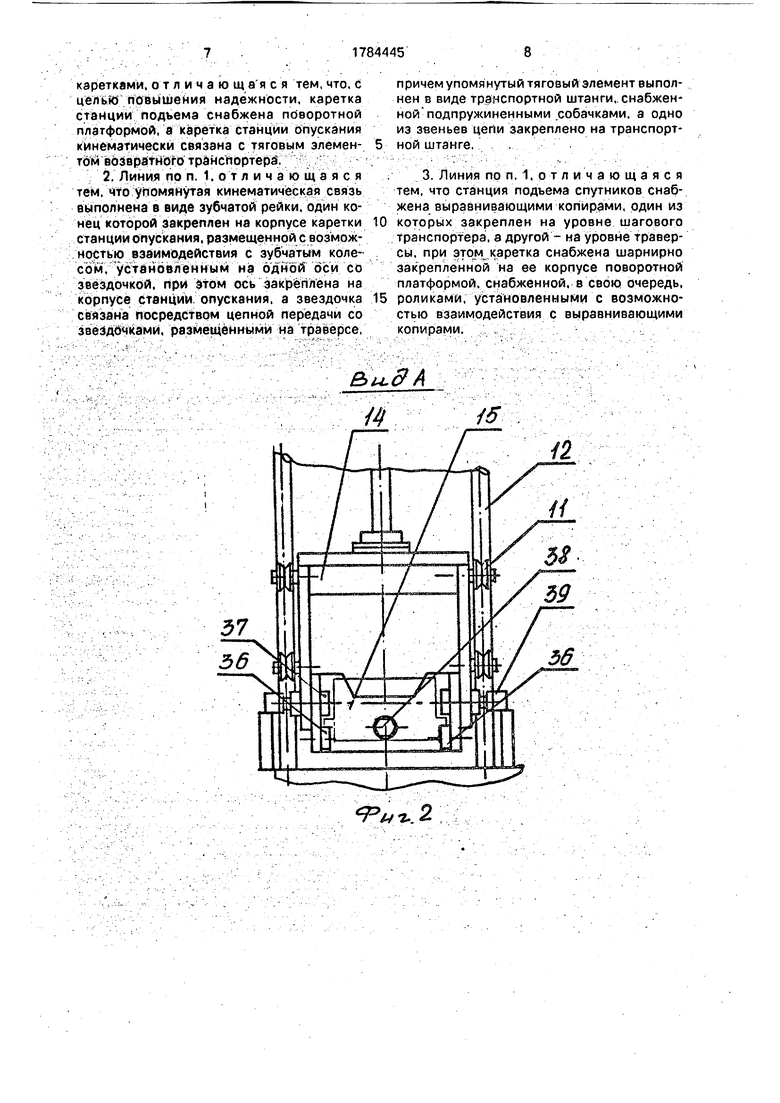
На фиг. 1 изображена предлагаемая линия, общий вид; на фиг. 2 - вид А на фиг. 1; на фиг. 3 - вид Б на фиг. 1; на фиг 4 - сечение В-В на фиг. 1; на фиг. 5 - сечение Ж-Ж на
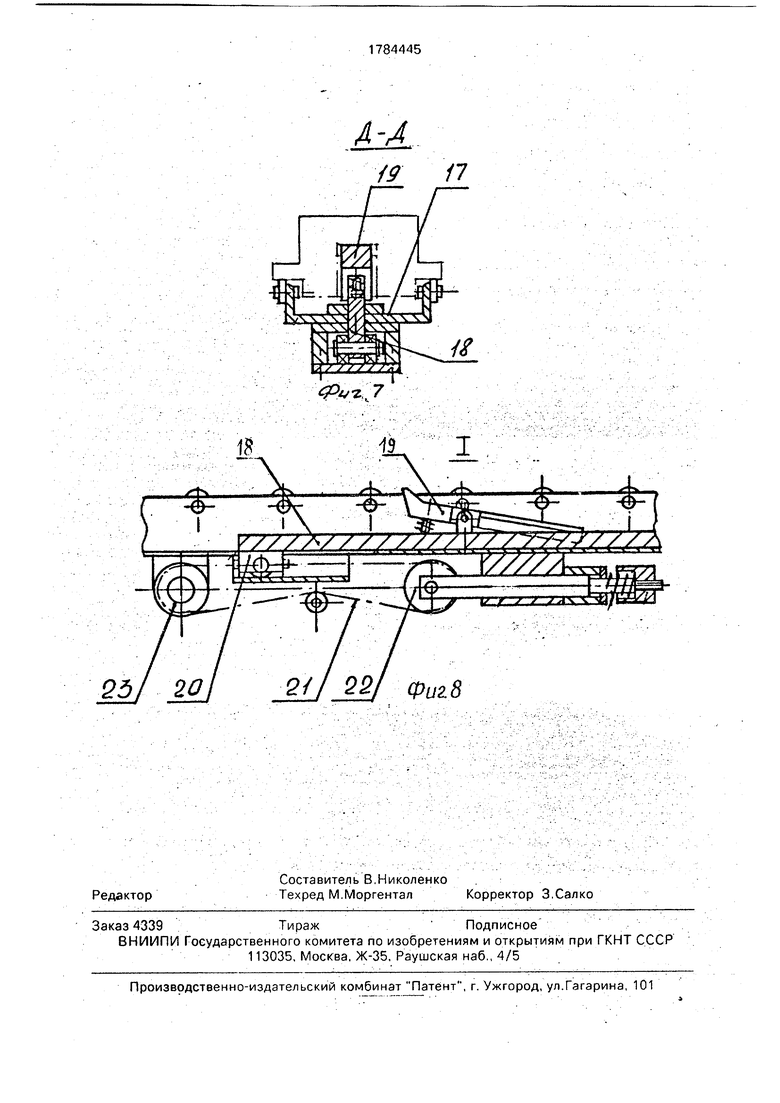
0 фиг 4; на фиг. 6 - сечение Г-Г на фиг. 1; на фиг. 7 - сечение Д-Д на фиг. 1; на фиг. 8 - узел I на фиг. 1.
Автоматическая линия содержит станину 1, на которой смонтированы на подстав5 ках многошпиндельные силовые головки 2, автооператор загрузки 3 заготовок в приспособление-спутник, автооператор пыгрузки 4 деталей из приспособления-спутника, механизмы фиксации и зажима 5 на рабочих и
0 загрузочно-разгрузочных позициях двух транспортных штанг 6, перемещающихся в базовых опорных направляющих 7 с помощью гидроцилиндра б, станции 9 опускания спутников с подвижной кареткой 10,
5 перемещающейся на роликах 11 по направляющим 12, станции 13 подъема спутников с подвижной кареткой 14, снабженной опрокидывающейся платформой 15, шарнир- но прикрепленной к корпусу каретки 14 К
0 корпусам станций 9 и 13 жестко прикреплены гильзы гидроцилиндров 16, штоки которых жестко связаны с каретками 10 и 14. Корпуса станций 9 и 13 соединены между собой траверсой 17, в которой смонтирова5 на с возможностью возвратно-поступательного движения транспортная штанга 18 с собачкой 19, связанная посредством пол- зушки 20 и прикрепленной к ней с двух сторон цепи 21 с натяжной звездочкой 22 и
0 звездочкой 23, жестко закрепленной на валу 24, смонтированном на подшипниках качения в корпусе 25, неподвижно прикрепленном к нижней части траверсы 17 звездочкой-полумуфтой 26, закрепленной
5 на втором конце вала 24 с помощью гайки 27, пружины 28 и полумуфты 29 и связанной роликовой цепью 30 со звездочкой 31, жестко закрепленной на валу 32, смонтированном на подшипниках качения в корпусе 33, жестко прикрепленном к корпусу станции 9.
На втором конце вала 32 жестко закреплено зубчатое колесо 34, находящееся в зацеплении с зубчатой рейкой 35, смонтированной с возможностью возвратно-поступательного перемещения в корпусе 33. Нижний конец зубчатой рейки 35 прикреплен параллельно штоку гидроцилиндра 16 к каретке 10 станции 9. Каретка 10 станции 9 и опрокидывающаяся платформа 15 каретки 14 станции 13 снабжены опорными роликами 36, ограничивающими планками 37 и упорами 38. Опрокидывающаяся платформа снабжена двумя роликами 39, из которых правый контактирует с выравнивающим копиром 40 при нижнем положении каретки 14 с опрокидывающейся платформой 15, а левый контактирует с выравнивающим копиром 41 при верхнем положении каретки 14с опрокидывающейся платформой 15 На верхней части траверсы 17 закреплен гидроцилиндр 42 с качающейся собачкой 43, а сзади станции 13 на кронштейне закреплен гидроцилиндр 44 для выталкивания приспособлений-спутников 45 из качающейся платформы 15 на траверсу 17 до зацепления с собачкой 19 транспортной штанги 18
Автоматическая линия работает следующим образом.
Гидроцилиндр 8 перемещает штанги 6 в базовых опорных направляющих 7 с размещенными на них приспособлениями-спутниками 45 на один шаг, при этом приспособление-спутник 45, находящееся в нижнем положении станции 9 в каретке 10, захватывается штангами 6 и перемещается на загрузочную позицию, после чего дается команда на загрузку заготовок в призмы приспособления-спутника с помощью автооператора 3, затем детали автоматически зажимаются в приспособлении-спутнике, который при следующем цикле подается на первую рабочую позицию где приспособление-спутник 45 фиксируется относительно рабочих шпинделей головок 2 с последующим его зажимом. После прохождения деталей, закрепленных в приспособлениях-спутниках, по всем рабочим позициям последние поступают на позицию разгрузки с помощью автооператора 4, где происходит раскрепление и удаление деталей на склиз. После разгрузки приспособление-спутник при очередном цикле подается с помощью транспортных штанг 6 на горизонтально расположенную с помощью копира 40 правого ролика 39 опрокидывающуюся платформу 15 каретки 14, после чего дается команда гидроцилиндрам 16 на подъем каретки 10 (без спутника) и каретки 14 со спутником, закрепленным в платформе 15 с помощью роликов 36, ограничительных планок 37 и упора 38. После
подъема на небольшую высоту опрокидывающаяся платформа 15 освобождается от контакта правого ролика 39 с копиром 40 и поворачивается на 90°, стряхивая с корпуса 5 стружку на транспортер уборки стружки При подходе каретки 14 в верхнее положение левый ролик 39 начинает контактировать с верхним копиром 41 и платформа 15 постепенно заним а ёт гбр йзсГнТальное поло- 10 жение. Пустая каретка 10 также занимает верхнее положение на уровне траверсы 17, после чего дается команда на одновременные выгрузку приспособления-спутника 45 с помощью гидроцйЛинДра 44 из опрокиды5 вающейся тележки на траверсу 17 до захвата ее транспортной штангой 18 с помощью подпружиненной собачки 19 и заталкивание приспособления-спутника в каретку 10с помощью гидроцилиндр а 42 с качающейся со0 бачкой 32 на конце штока. Возвратно-поступательное движение транспортной штанги 18 осуществляется от прикрепленной к корпусу каретки 10 зубчатой рейки 35, вращающей при ходе каретки
5 10 вверх (вниз) в ту или иную сторону зубчатое колесо 34, жестко сидящее на валу 32, который передает вращение на звездочку 31 и через роликовую цепь 30 на звездочку- полумуфту 26, закрепленную с помощью по0 лумуфты 29, пружины 28 и гайки 27 на валу 24, передающем вращение жестко закрепленной на втором конце звездочке 23, соединенной с помощью роликовой цепи 21 и звездочки 22 с ползушкой 20, жестко свя5 занной с транспортной штангой 18.
Использование предлагаемого технического решениятюзШшйт повысить производительность и точность фиксации спутников за счет использования удлиненного и мно0 гоместного спутника; улучшить очистку спутников от стружки за счет использования прерывистых постоянно закрытых опорных направляющих и применения каретки станции подъема спутников с опрокидывающей5 ся платформой, упростить конструкцию транспортной системы за счет возможности использования в качестве привода транспортера возврата спутников возвратно-поступательного движения каретки опускания
0 спутников и возможности использования транспортера возврата спутников в виде простой штанги с собачкой.
Формула изобретения
1. Автоматическая линия спутникового
5 типа, содержащая станину с установленными на ней силовыми узлами и прямым шаговым транспортером, возвратный транспортер, закрепленный на траверсе над шаговым транспортером, станции подъема и опускания спутников с подвижными
каретками,отличающаяся тем,что.с целью повышения надежности, каретка станции подьема снабжена поворотной платформой, а каретка станции опускания кинематически связана с тяговым элементом возвратного транспортера.
2. Линия поп 1.отличающаяся тем. что упомянутая кинематическая связь выполнена в виде зубчатой рейки, один конец которой закреплен на корпусе каретки станции опускания, размещенной с возможностью взаимодействия с зубчатым колесом, установленным на одной оси со звездочкой, при этом ось закреплена на корпусе станции опускания, а звездочка связана посредством цепной передачи со звездочками, размещенными на траверсе,
0
5
причем упомянутый тяговый элемент выполнен в виде транспортной штанги, снабженной подпружиненными собачками, а одно из звеньев цепи закреплено на транспортной штанге.
3. Линия по п. 1, отличающаяся тем, что станция подъема спутников снабжена выравнивающими копирами, один из которых закреплен на уровне шагового транспортера, а другой - на уровне траверсы, при этом каретка снабжена шарнирно закрепленной на ее корпусе поворотной платформой, снабженной, в свою очередь, роликами, установленными с возможностью взаимодействия с выравнивающими копирами.

| название | год | авторы | номер документа |
|---|---|---|---|
| Линия спутникового типа | 1989 |
|
SU1646798A1 |
| АВТОМАТИЗИРОВАННАЯ ТРАНСПОРТНАЯ СИСТЕМА | 2019 |
|
RU2742099C2 |
| Автооператор | 1980 |
|
SU891328A1 |
| Автоматическая линия Свиноренко для технологической обработки радиоэлементов | 1986 |
|
SU1426755A1 |
| Автоматическая линия для изготовления строительных изделий | 1979 |
|
SU893555A2 |
| Установка для упаковки рулонов на поддоне | 1979 |
|
SU861174A1 |
| Автоматическая линия спутникового типа | 1983 |
|
SU1133070A1 |
| ШАГОВЫЙ ТРАНСПОРТЕР АВТОМАТИЧЕСКОЙ ЛИНИИ | 1996 |
|
RU2104853C1 |
| Транспортное устройство автоматической линии | 1985 |
|
SU1283051A1 |
| Гибкий производственный модуль для резки заготовок из прутков круглого и квадратного проката | 1986 |
|
SU1431915A1 |


Использование: в машиностроении, в частности в автоматических линиях для обработки деталей в приспособлениях-спутниках. Сущность изобретения- каретка 14 станции 13 подъема спутников снабжена поворотной платформой, а каретка 10 станВ L ции 9 опускания спутников кинематически связана с транспортной штангой 18 возвратного транспортера. При подъеме каретки 14 ролики 39. закрепленные на поворотной платформе, выходят из взаимодействия с выравнивающим копиром 40 и платформа поворачивается из горизонтального в вертикальное положение, стряхивая тем самым стружку со спутника. В верхнем положении каретки 14 ролики 39 взаимодействуют с выравнивающим копиром 41 и платформа вновь возвращается в горизонтальное положение. При опускании каретки 10 спутники перемещаются к станции 9 опускания транспортной штангой 18 за счет кинематической связи последней с кареткой 10 2 з п ф-лы, 8 ил. со С vi 00 Јь Јk Јw СЛ 7 6 33 33
.дА
#
п
Фит...
in т г т
со г7
N
Ж-Ж 32 д
. 5
27 26 25 24
Г-Г
tf 25
Риъ.7
2/7 Щ Фиг.8
А-А
19 Л
| Роторный автомат | 1984 |
|
SU1255392A1 |
| Прибор для равномерного смешения зерна и одновременного отбирания нескольких одинаковых по объему проб | 1921 |
|
SU23A1 |
