Известны роторные машины для обработки изделий, содержащие станину и установленный на ней центральный вал, на котором смонтировайы барабаны с группами инструментов, расположенных последовательно по окружноСТ.И.
Цель изобретения - автоматическая замена изношенного инструмента без остановки машины.
Для этого предлагаемая роторная машина снабжена механизмами выведения инструмента из барабана, закрепленными по окружности на барабане, и механизмами замены инструмента.
Механизм выведения инструмента из, барабана выполнен в виде поворотной подпружиненной скобы, снабженной фиксатором и имеющей отверстия для инструмента.
Механизм замены инструмента состоит из смонтированной на барабане вилки, перемещаемый возвратно-поступательно, и установленных на станине сбрасывателя и -магазина для новых инструментов.
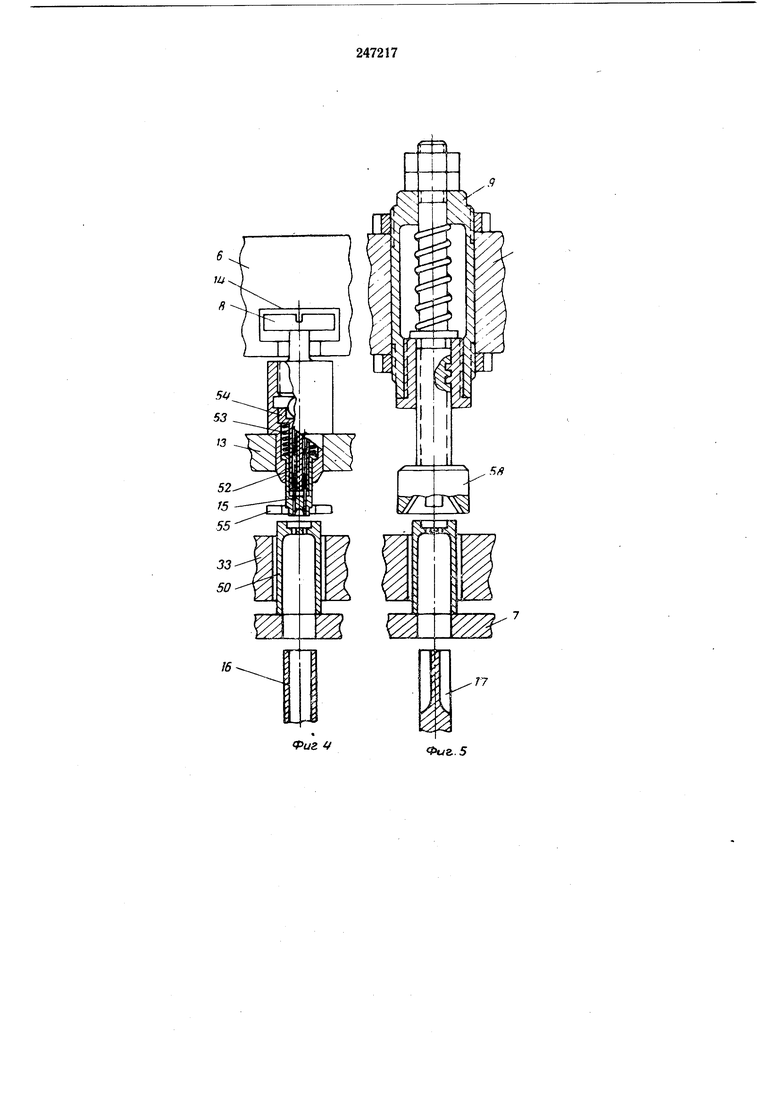
На фиг. 1 .изображена предлагаемая роторная машина в продольном разрезе; на фиг. 2- то же, вид в плане; иа фиг. 3 показаны элементы рабочей позиции машины (вид по стрелке А на фиг. 1 в развернутом виде); на фиг. 4 - инструмент для пробивки отверстий; на фиг. 5 - инструмент для снятия заусенцев;
на фиг. 6-8 - устройство-для автоматической смены инструмента.
Роторная машина содержит станину 1, рабочий ротор 2, многоярусный транспортный ротор 3, принимающий из рабочего ротора готовые изделия, и привод 4. На центральноаМ валу 5 рабочего ротора жестко закреплены барабаны 6 и 7. По окружности барабана 6 установлены группами инструменты: штамп 8 для пробивки отверстий, приспособление 9 для снятия заусенцев, контрольное устройство 10, например пневматическое, осуществляющее контроль диаметра отверстий и качества изделий, и питатель //. Число групп инструментов в рабочем роторе определяется заданной производительностью машины.
Штамп 8 нижней своей частью свободно установлен в центрирующем гнезде 12 поворотной скобы 13, а верхней частью - в открытом наружу гнезде .М выполненном в барабане 6. Такая установка штампов 8 на рабочих позициях ротора обеспечивает быструю или автоматическую их смену, необходимость которой обусловливается малой стойкостью пробивных игл 15. Приспособление 9 и контрольное устройство 10, автоматическая смена которых из-за высокой стойкости их инструментов не целесообразна, закреплены в гнездах барабана 6 при помощи деталей с резьбовым соединением. Взаимодействующие с инструментами пуансоны 16, 17 и 18 установлены в каждой позиции рабочего ротора на связанной с ползуном 19 траверсе 20. При этом нуансоны 17 и 18, обладающие .достаточно высокой стойкостью и поэтому редко сменяемые, закреплены па траверсе 20 при помощи деталей с резьбовым соединением. Пуансон 16 менее стойкий и поэтому чаще сменяемый установлен в центрирующем гнезде 21 новоротной скобы 22 свободно и связан с ползуном 19 посредством хвостовика 23, входящего в гнездо 24, выполненное в верхней части ползуна 19. Ползун 19 калсдой рабочей позиции может перемещаться в направляющих гнездах барабана 7 возвратнопоступательно в вертикальной плоскости от одного из известных приводов, например механического, гидравлического, гидромеханического или пневматического. В верхней части барабана 7 имеются магазины-накопители 25 для приема готовых изделий 26 и магазины-накопители 27 для отбракованных изделий. Над каждым магазиномнакопителем 27 расположена подвижная заслонка 28, управляемая рычагом 29, который приводится в действие кулачком 30, смонтированным на подпруй ипенном рычаге 31. Последний поворачивается по команде от электромагнита 32, установленного на станине /. Между барабанами 6 и 7 находится револьверный диск 33 с гнездами 34 и зубьями 35, периодически поворачиваемый в процессе непрерывного вращения ротора 2 механизмом прерывистого движения, выполненным в виде иодпружиненного кулачка 36, смонтированного на траверсе 20 одной из позиций рабочего ротора. В верхней части вала 5 установлено бункерное загрузочное устройство 37 с расположенными между рабочими нозициями ротора заборными органами 38 и барабан 39. К цилиндрической иоверхности этого барабана подпружинены смонтированные на станине / пневматические распределители 40 и 41, а по его окружности установлены устройства для автоматической смены ииструментов, например пневматические. Каждое такое устройство содержит, пневматический цилиндр 42 с порщнем 43, щток 44 которого связан с фиксатором 45 поворотной скобы 5, и пневматический цилиндр 46 с порщнем 47, на щтоке 48 которого закреплена подпружиненная вилка 49. Работает машина следующим образом. Привод 4 передает вращение рабочему ротору 2 и связанному с ним цилиндрическими щестернями многоярусному транспортному ротору 3. Заборные органы 38 бункерного загрузочного устройства 37 подают обрабатываемые изделия 50 в гнезда 34 револьверного диска 33. Далее при вращении рабочего ротора иолзун 19 поднимается и перемещает вверх траверсу 20 с пуансонами 16, 17, 18 и кулачком 36. Кулачок 36, воздействуя своим про35 револьверного диска 33, поворачивает его на заданный щаг относительно барабанов в и 7, в результате чего обрабатываемое изделие 50 перемещается с линии приема на лиПИЮ действия пуансона 16. Перемещаясь вверх, пуансон 16 захватывает изделие 50 и подает его под щтамп S, который пробивает отверстие. При этом больщая игольная камера 52 входит своей заточкой в отщтампованное в изделии 50 гнездо, пружины 53 сжимаются, иглы 15, закреиленные в малой игольной камере 54, обнажаются и пробивают в изделии Отверстия. При обратном ходе пуансона 16 иод действием пружины 53 щтамп 8 возвращается в исходное положение, а съемник 55 снимает изделие 50 с игл 15. При дальнейшем вращении рабочего ротора 2 ползун 19, а следовательно, пуансоны 16, 17 и /8 и кулачок 36 опускаются. Кулачок 36, взаимодействуя при этом профильным участком 56 с задней гранью 57 последующего зуба 35 револьверного диска 33, отходит несколько в сторону, а затем под действием пружины заскакивает за зуб. Револьверный диск 33 в это время удерживается от проворота в обратную сторону стопорной собачкой (на чертеже не показана), упирающейся в один из зубьев 35. Далее цикл повторяется, и последующие инструменты в каждой рабочей позиции производят дальнейщую обработку изделия 50 - сиятие заусенцев и контроль диаметра отверстий. Для снятия заусенцев пуансон 77 перемещает изделие 50 вверх. Изделие упирается в чащечку 5S приспособления 9, чащечка проворачивается в заставляет провернуться изделие 50 на пуансоне 17, который имеет на торце режущие кромки, снимающие заусенцы. Для контроля диаметра отверстий изделие 50 прижимается пуансоном 18 к резиновому кольцу 59 контрольного устройства 10, занимая требуемое положение относительно выходного отверстия 60. При подходе контрольного устройства 10 к распределителю 41 его выходное отверстие 60 соединяется с камерой 61 пневматического устройства 62. При этом если размеры проверяемых отверстий соответствуют норме, давление в камере не изменится, система контроля не сработает и входное отверстие в .магазин-накопитель 27 для бракованных изделий останется перекрытым заслонкой 28. Годные изделия при последующих поворотах револьверного диска 33 будут поступать в магазин-накопитель 25, из которого затем удаляются клещевыми захватами 63 многоярусного транспортного ротора 5. Если размеры проверяемых отверстий меньще допустимых, выходящий воздух воздействует на камеру 61. Давление в камере 61 увеличивается, вследствие чего уровень ртути в ртутном манометре 64 поднимается и замыкает контакты 65. В запоминающее устройство (на чертелсе не показано) поступит командный импульс, который обесточит в заданный момент времени катущку электромагним рычаг 31 с кулачком 30 займет горизонтальное положение. Далее рычаг 29, взаимодействуя с кулачком 30, отводит заслонку 28 в сторону, которая открывает входное отверстие в магазин-накопитель 27 для приема бра- 5 ка. При очередном повороте револьверного диска 33 отбракованное контрольным устройством изделие через открытое отверстие провалится в Магазин-накопитель 27, из которого затем будет удалено клещевыми захватами Ю многояруспого транспортного ротора 3. Отрицательное показание контрольного устройства W о качестве обрабатываемого изделия 50 является командой для автоматической смены данного инструмента. Запоминающее 15 устройство передает команду на электромагнит (на чертеже не показан) отсекателя 66, автоматически прекращающего подачу обрабатываемых изделий 50 на данную рабочую позицию, а также на электромагнит специаль- 20 ного устройства (на чертеже не показано), останавливающий ползун 19, который соверщает рабочий ход. Кроме того, команда постунает на электромагнит, открывающий клапан (на чертеже не показан), по которому подает-25 ся сжатый воздух через распределитель 40 в штоковую полость пневматического цилиндра 42 данной рабочей позиции. Вследствие этого лоршеиь 43 со штоком 44 подни;мается и iBb водит связанный с ним фиксатор 45 из проу-30 шины поворотной скобы 13. Последняя, поворачиваясь под действием пружины 67 на оси 68, перемещает сменяемый штамп 8 с окружности рабочих движений в рабочем роторе на расположенную вне ротора траекторию смены35 инструмента. Штамп В при этом входит своей проточкой в паз вилки 49. В следующем по направлению вращения ротора секторе ежатый воздух через распределитель 40 поступает в штоковую полость пневматического цилинд-40 ра 46, и его поршень 47, а следовательно, и щток 48 с вилкой 49 перемещаются вверх. В результате изношенный штамп 8 извлекается из центрирующего гнезда 12 поворотной скобы 13 и затем сбрасывателем 69, установлен-45 ным над лотком 70, сбрасывается с вилки 49 и по лотку 70 скатывается в специальную тару 71 для изнощенного инструмента. В секторе вставки инструмента сжатый воздух поступает в другую полость пневматиче-50 ского цилиндра 46, и вилка 49 при своем движении вниз подает новый инструмент из кассеты 72 в свободное гнездо 12 скобы 13, которая затем кулачком 73 возвращается в исходное положение и закрепляется управляемым по команде контроля фиксатором 45. После этого специальным устройством машины (на чертеже не показано) шток данной рабочей позиции снова включается в работу. Осталь«ые раоочие позиции машины действуют аналогично. Если необходимо одновременно сменить как верхний, так и нижний инструменты, предлагаемая роторная машина может быть снабжена дополнительно установленными в нижней части ротора устройствами для автоматической смены инструментов. Действие этих устройств и их конструкция могут быть аналогичны описанным. В зависимости от размеров нижнего инструмента для его смены могут быть также использованы верхние устройства для автоматической смены инструмента. С этой целью шток 48 удлиняют и на нем дополнительно монтируют приспособления нижнего инструдля извлечения и вставки Такое выполнение и компоновка узлов роторной машины позволяют сократить затраты труда и полезного времени на смену изношенного инструмента. Предмет изобретения 1. Роторная машина для обработки изделий, содержаш;ая станину и установлеииый на ней центральный вал, на котором смонтированы барабаны с группами инструментов, расположенными последовательно по окружности, отличающаяся тем, что, с целью автоматической замены изнощенного инструмента без остановки машины, она снабжена механизмами выведения инструмента из барабана, закренленными по окружности на барабане, и мехааизмами инструмента, 2. Машина по п. 1, отличающаяся тем, что механизм выведения инструмента из барабана выполнен в виде поворотной подпрул иненной скобы, снабженной фиксатором и имеющей отверстия для инструмента, 3. Машина но п. 1, отличающаяся тем, что механизм замены инструмента выполнен в виде смонтированной на барабане вилки с приводом в возвратно-поступательное движение и установленных на станине сбрасывателя и магазина для новых инструментов.
цц чг 41 46 3/
//
в 3 Ю
72
55
/ 7 /
V 8
(puz.2
| название | год | авторы | номер документа |
|---|---|---|---|
| Роторная машина | 1981 |
|
SU1038040A1 |
| МНОГОПОТОЧНАЯ РОТОРНАЯ МАШИНА | 1967 |
|
SU205799A1 |
| РОТОРНАЯ МАШИНА | 1970 |
|
SU265677A1 |
| МНОГОПОТОЧНАЯ РОТОРНАЯ МАШИНА | 1972 |
|
SU343919A1 |
| МНОГОПОТОЧНАЯ РОТОРНАЯ МАШИНА | 1972 |
|
SU350715A1 |
| В ПТ Б | 1973 |
|
SU383622A1 |
| Роторно-конвейерная машина | 1977 |
|
SU686808A1 |
| ГО ПОТОЧНАЯ РОТОРНАЯ МАШИТга—^~^ | 1971 |
|
SU314588A1 |
| РОТОРНАЯ МАШИНА | 1969 |
|
SU237564A1 |
| МНОГОПОТОЧНАЯ РОТОРЛАЯ МАШИНА | 1971 |
|
SU310713A1 |



/;
2
70 6 67
24/ W 23 /7 22 2 27 .Л
/5
Фиг
.9
13
Фиг.6
69
72
70
II I I г
т 1 1X1 1
Ku
r
Фиг.8
(Риг.
