ИЗОбрРТЧ НИО О1НОСИН Я (Юте, (Н ii П| НИЯМ ДЛЯ ПОДГОТОВКИ ПР ЮГИ . |ИИОНм,1 ),
сварку для греОренич ip/б
Цеяь изобретения р u |, к ,е н, логических возможное.чей
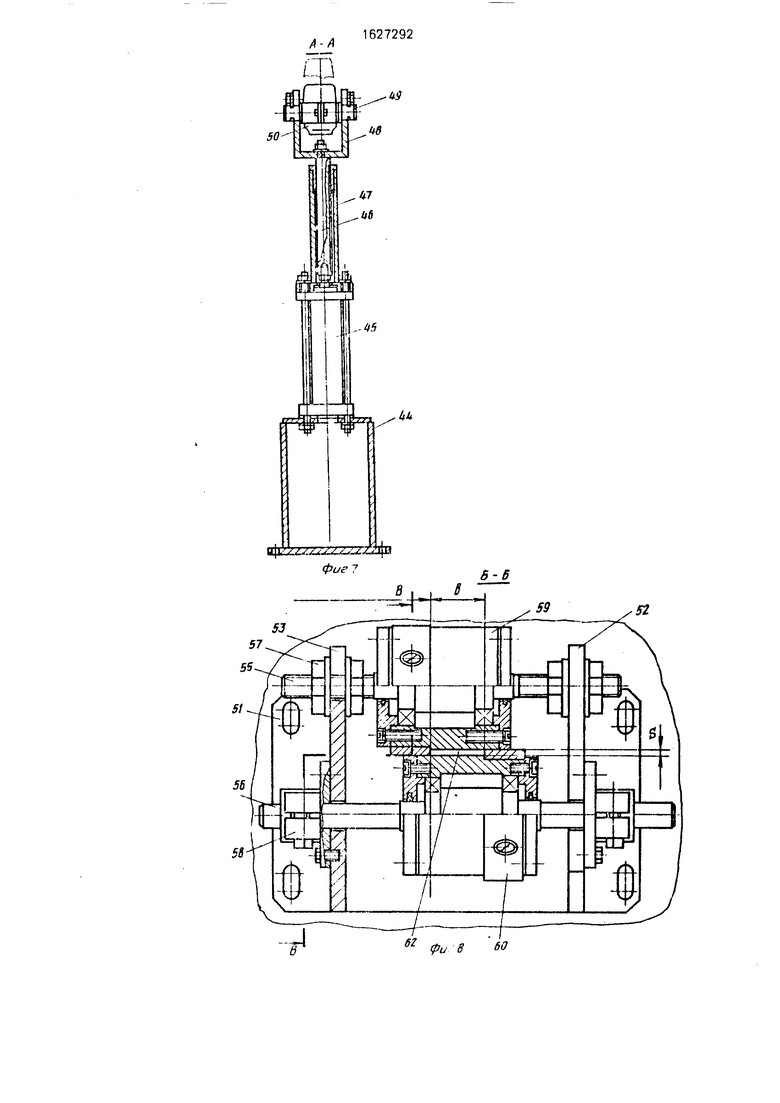
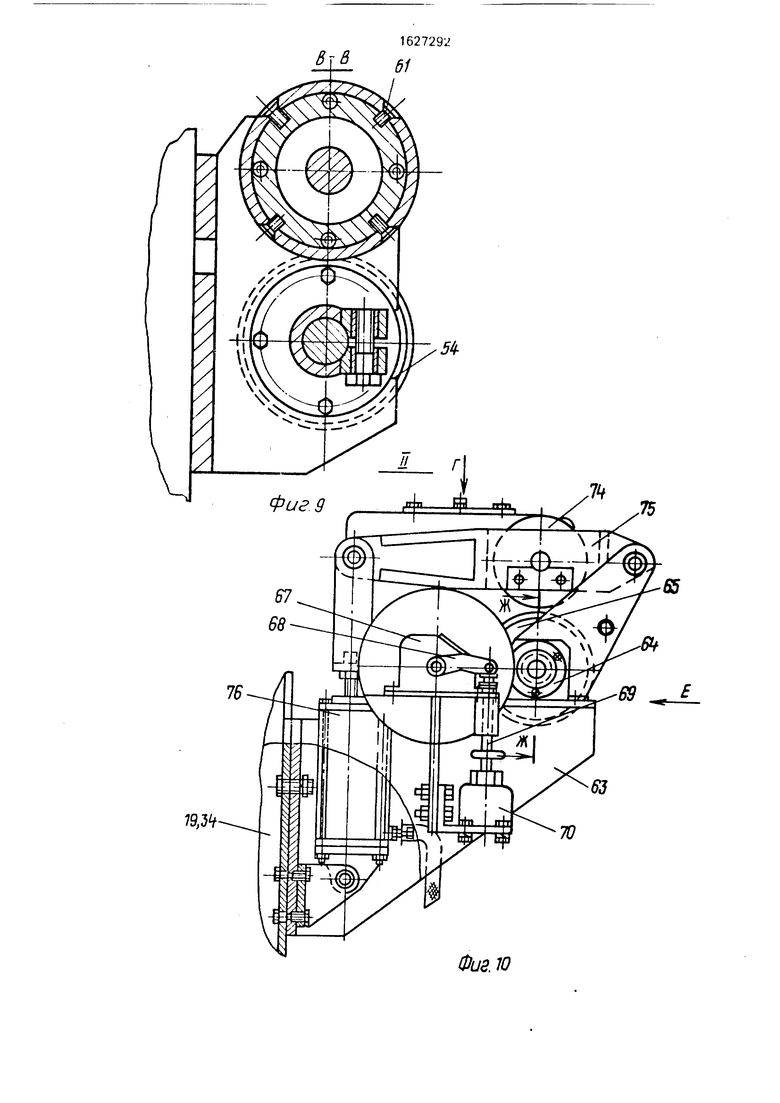
На фиг 1 показана с фчм /| мч i м f j, линии на фиг 2 - главный ни/ р I,M на фиг 3-то же, вид п плане, н-Ш чг l и (чнчи вид разматывателей и ряда 1 м i | ,:i 1 о же, вид в плане, на фи 6 - у f I м J п 2 на фиг 7 - разрез Л А на фиг г на Фиг разрез Б-Б на фш 2 на фш ч р i jpo i I В на фиг 8 на фш 10 - л i и и фиг 11 - вид на фиг 10 на фш p,i i Д-Д на фиг 11 на фш 1 5 пи u i г| и г на фиг 14-разрез К-Жна рч 1 i |, 1 узел III на фш 1 10 р1 , 1 чр фиг 15 на Лиг 1 I у1 3 IV на 1
АвюмАтизироьаиная i имя -мп i
ПОДГОГОВК.. IIO/10U I СП Т 141 ;i
лей 1 и рядов 2 и 3 тгрыстич ,i i ч HI в соответствии с ю полопм им п( г сом и размещонмыл отистрш но р - ч вателя 1 например разнонани пл IH
Разматыватепи I рядов i и IUHK ыммц разнотипными 4, 5 Г г ВОЗМПАНОС .i jan модеисгния со среде ТРОМ з и ру кг MI и- мер краном 7, на колонне(фиг Ч
Ряд 9 а регатоп ( I }) г v ч )м мр(1
BHflbHO-TflHyUiyiO КЛеТЬ 8 yf IHOlUTim ч ;( м
очистки концом полог абра imiio ( м i m станок 10, стыкосварпмп л м, IHIH l г ( тосниматель 12 компемгатормо1 во 13, правильчо-вергикс ) )«, 1ч протяжное устроистпо 15 тр гштйчо очистные клеги 16 с н праонч IU,I,MI IM ; водками 17 врргикально-о си THI к ii n с направляющими провод - ш 1 7, ьрогч ное устройство 19 со счотннп ус трот ч if 20, отрезное устройство 5 п м-тнмто
22с направляющим ycrpo.v imt- V ч у лятором 24 скорости
Ряд 3 (фиг 1 5) содержит ii iioi ii iir технологическое обог/удпиани мр иш ц и тянущую кпеть 2Ь усгроисшо 2t i i ич.к i
КИ КОНЦОВ ПОЛИС fjfip ili/n i nil с UfO
станок 27. стыкогвароиНу11 (i ,,i чс, f rpi тосниматель 9 праппчмю и и i и и клеть ТО, протяжное ус i ршн MI I i .41 м ТЯЛЬНО-ОЧИСТНЫР K/IPTH 4° и i ii ч ми провод ами 17, рррти и i i леш 33 с напрз1) 141ощпми пг , ,м - 1 / протяжное yiipnnCTHO T J го u ч-- i роиство 20, oTpejHoe ч MJ и
тыпатель 36 г направп ющп, i i, r i
23и рпулятором 1 корг i i1
Ратматьтатриь (фш 1) Л{1- HI IVH , т (M i личное извесмюр ним) j гн и,мн1 1 в зависимости от u r(j п1 i и п к - ип
(lyv, i mr мапрмпрр могках 37, кзтуш) а ( ,п i I/ 39
t )лп 7 и i колонне (фиг 1 ,Ь) необходим
i |ям( ., гшмопччнои нагрузки разматыва- -т i также дня отрезки деформи|)OL п i iie , дних концов полос а
и хп/(ных Mori jx и рулонах
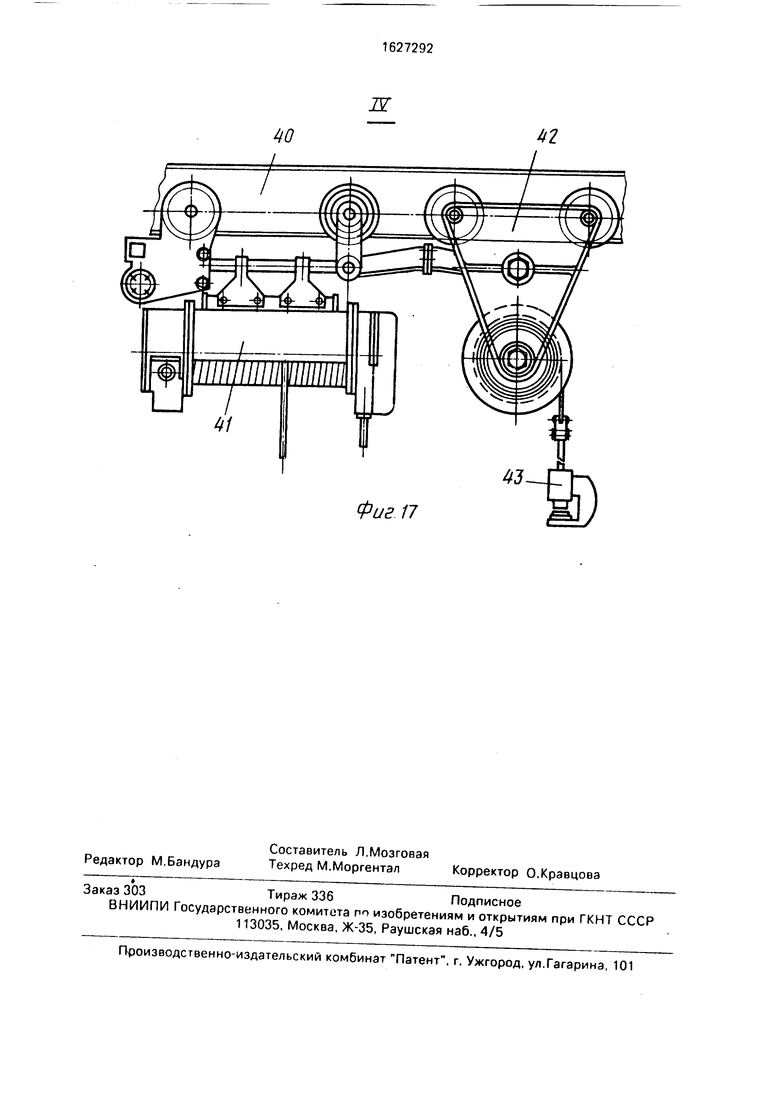
iiicipvvгинно кран 7 на колонне выг о п ч г, ц идо поворотной консоли 40 и ) чло рогали 41, находящейся в соединении
п юс гои юлем кой 42, имеющей свободно
го,/;грн|уннь1е гидроножницы 43 (фиг.17) f r и иньно i г пущие клети 8, 25 предгг ч|ч.о гобои совмещенную кон- например п л тироликового
v id н ю ) рл,ильного механизма и четы|) юлшопгчо тянущего механизма, смон} ( n i н и ибщг-и станине
s ( i , )V I ВО С|(Д ) ЦЛЧ О ИСТКИ КОНЦОВ ПО| /к ( чп гпПои (ц иводной четырех- мми ,KMH механизм с очистными (in У р,м ч и приводом поджатия.
г i i Hifiio отрезной станок 10(27) со- д р и- гглнину на котпой смонтирована ) Пчлчм1 i идравпичс кая (оловка в виде , NHtiMt пя аОразиймым кругом и электро- Р а также механизм пневмозажима юнцон полос
м огварочнзя машина 11(28) состоит
O |Ппс,1 и м i зажима электрической части
Ч1я /MI,т , нит концов и механизма осадки.
i р j i иматели 12.2° могут иметь ) пегтьло конструкцию
Р чо ни 17 имеет резцовую л( in j возможностью ее перемещения
i;,ni. г и полосы а резцы охватывают
IU4U н ипю ciana по всему периметру
I i Н И 1
i ivnoi HI ЧНТРЛЬ 29 имеет горизонталь0 / t 1 м уо голопку с двумя резцами, ус- i и,if нно1ми сверху и снизу плети полосы, i i-. ip| г н чльиую резцовую головку с цч г ч рс hdMH уг гнновленными по ширине in., i цич снятия гратс одновременное двух
li i f Ч ) у o/iH тлети пли нескольких плетей.
i р нпг нимгпелт 2е необходим также для
iMs. iii rfMti со пика сварочного шва на
i г, полисах ра личных типоразмеров,
i4i -L д 1мо для получения двух катушек
( с н он , тлюи пп ширине при оребре- ни i i i i nyb pri чигипными полосами с г if fTnfi н /и изр-1 иенно
F м .. fiiOciaioB снабжен компенсатор- i t , 11 н1 г ru м 13 дл образог ания в плеii4 ы компенсирующей дуги,
г i ru.omitccui осадку заднего
п i i-.чтс-го i подвижном зажиме
ii or |чароцнги машины 11, имеющего няпр i fimit, , ния осадки противопо- fit ti.. i ни i.r г|лети наматывателем
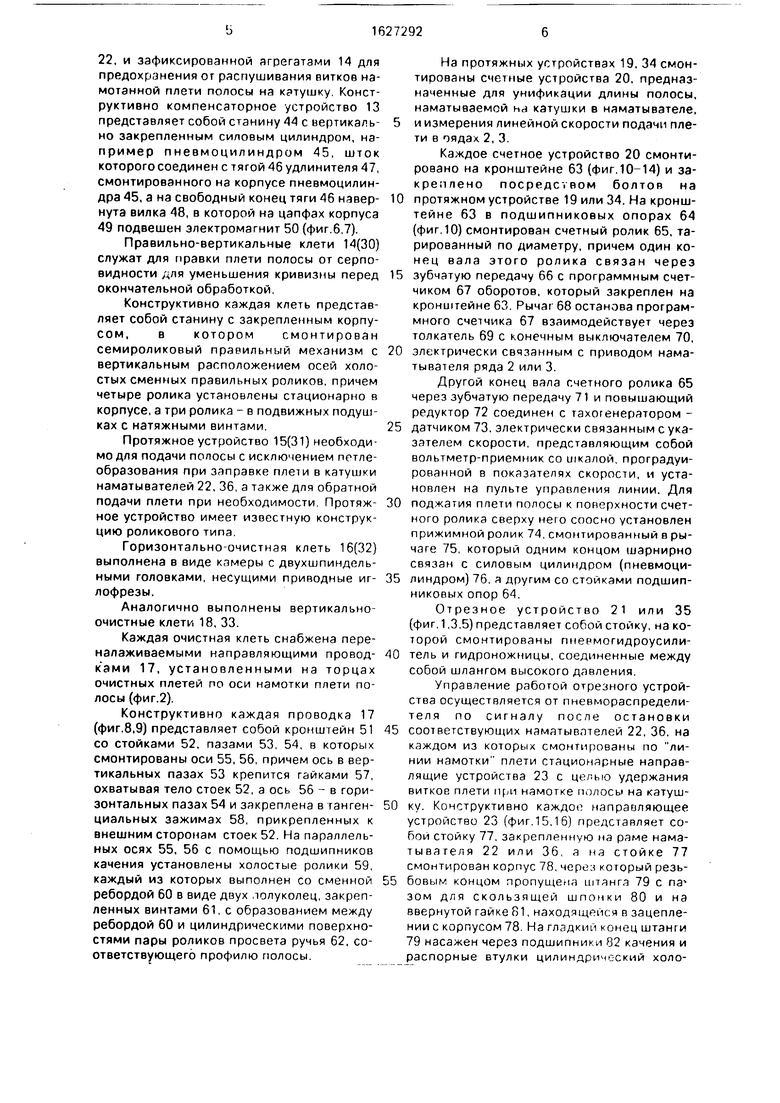
22, и зафиксированной агрегатами 14 для предохранения ог распушивания витков намотанной плети полосы на катушку Конструктивно компенсаторное устройство 13 представляет собой станину 44 с вертикально закрепленным силовым цилиндром, например пневмоцилиндром 45, шток которого соединен с тягой 46 удлинителя 47, смонтированного на корпусе пневмоцилин- дра 45, а на свободный конец тяги 46 навернута вилка 48, в которой на цапфах корпуса 49 подвешен электромагнит 50 (фиг.6,7).
Правильно-вертикальные клети 14(30) служат для правки плети полосы от серпо- видности для уменьшения кривизны перед окончательной обработкой.
Конструктивно каждая клеть представляет собой станину с закрепленным корпусом, в котором смонтирован семироликовый правильный механизм с вертикальным расположением осей холостых сменных правильных роликов, причем четыре ролика установлены стационарно в корпусе, а три ролика - в подвижных подушках с натяжными винтами.
Протяжное устройство 15(31) необходимо для подачи полосы с исключением петлеобразования при заправке плети в катушки наматывателей 22, 36, а также для обратной подачи плети при необходимости Протяжное устройство имеет известную конструкцию роликового типа
Горизонтально-очистная клеть 16(32) выполнена в виде камеры с двухшпиндель- ными головками, несущими приводные иг- лофреэы.
Аналогично выполнены вертикально- очистные клети 18, 33.
Каждая очистная клеть снабжена переналаживаемыми направляющими проводками 17, установленными на торцах очистных плетей по оси намотки плети полосы (фиг.2).
Конструктивно каждая проводка 17 (фиг.8,9) представляет собой кронштейн 51 со стойками 52, пазами 53, 54, в которых смонтированы оси 55, 56, причем ось в вертикальных пазах 53 крепится гайками 57, охватывая тело стоек 52, а ось 56 - в горизонтальных пазах 54 и закреплена в тангенциальных зажимах 58, прикрепленных к внешним сторонам стоек 52. На параллельных осях 55, 56 с помощью подшипников качения установлены холостые ролики 59, каждый из которых выполнен со сменной ребордой 60 в виде двух лолуколец, закрепленных винтами 61, с образованием между ребордой 60 и цилиндрическими поверхностями пары роликов просвета ручья 62, соответствующего профилю полосы.
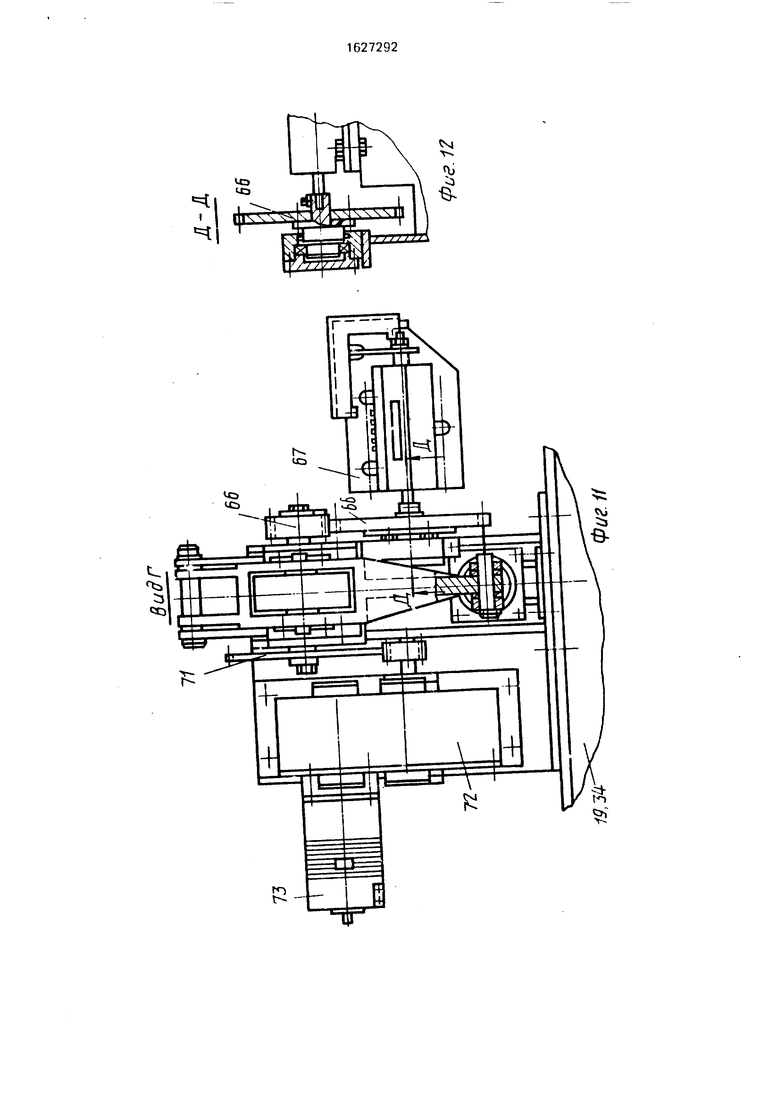
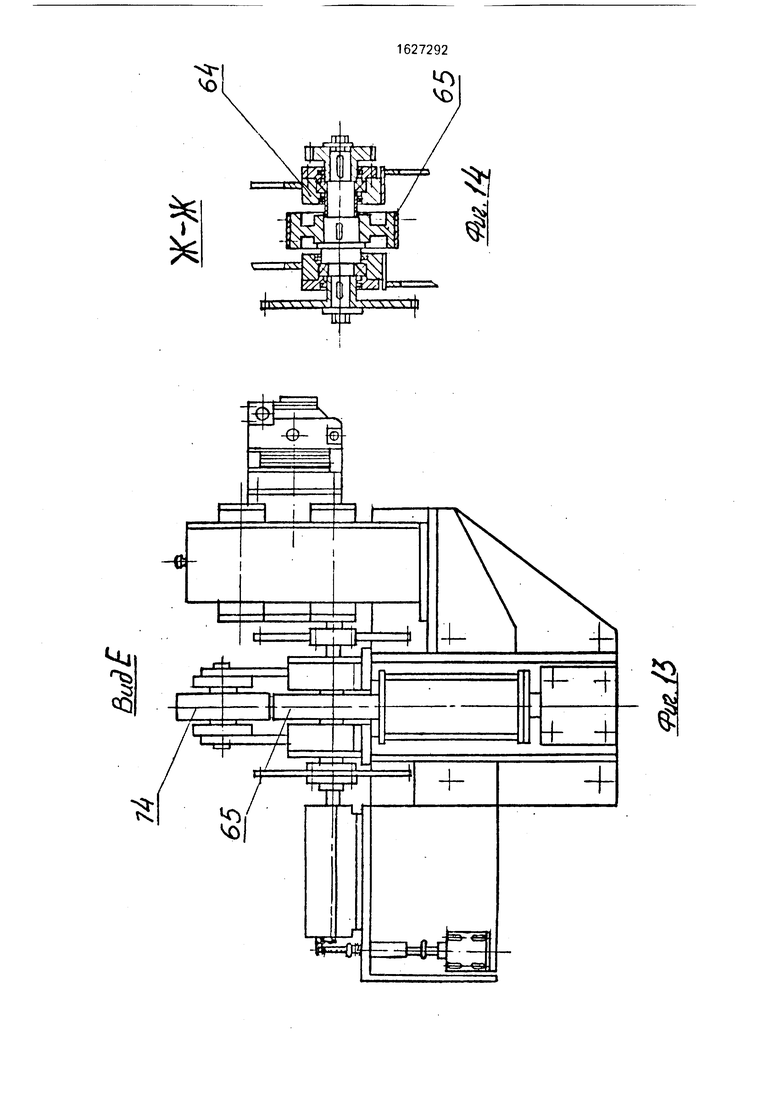
На протяжных устройствах 19, 34 смонтированы счетные устройства 20. предназначенные для унификации длины полосы, наматываемой на катушки в наматывателе, и измерения линейной скорости подачи плети в оядэх 2, 3.
Каждое счетное устройство 20 смонтировано на кронштейне 63 (фиг,10-14) и закреплено посредством болтов на
0 протяжном устройстве 19 или 34. На кронштейне 63 в подшипниковых опорах 64 (фиг. 10) смонтирован счетный ролик 65, тарированный по диаметру, причем один конец вала этого ролика связан через
5 зубчатую передачу 66 с программным счетчиком 67 оборотов, который закреплен на кронштейне 63. Рычаг 68 останова программного счетчика 67 взаимодействует через толкатель 69 с конечным выключателем 70,
0 электрически связанным с приводом нама- тывателя ряда 2 или 3.
Другой конец вала счетного ролика 65 через зубчатую передачу 71 и повышающий редуктор 72 соединен с тахогенератором 5 датчиком 73, электрически связанным с указателем скорости, представляющим собой вольтметр-приемник со шкалой, проградуи- рованной в показателях скорости, и установлен на пульте управления линии. Для
0 лоджатия ппети полосы к поверхности счетного ролика сверху него соосно установлен прижимной ролик 74, смонтированный в рычаге 75, который одним концом шарнирно связан с силовым цилиндром (пневмоци5 линдром) 76, я другим со стойками подшипниковых опор 64.
Отрезное устройство 21 или 35 (фиг. 1,3,5) представляет собой стойку, на которой смонтированы пневмогидроусили0 тель и гидроножницы, соединенные между собой шлангом высокого давления.
Управление работой отрезного устройства осуществляется от пневмораспредели- теля по сигналу после остановки
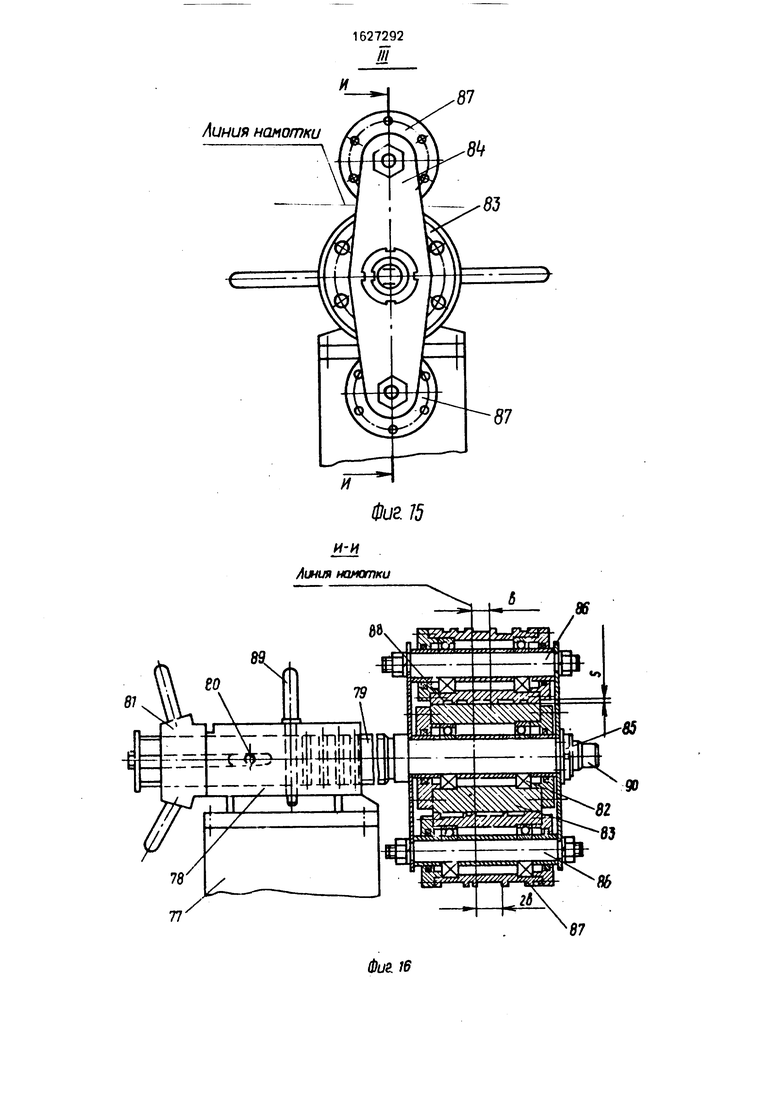
5 соответствующих наматывлтелей 22, 36, на каждом из которых смонтированы по линии намотки плети стационарные направ- лящие устройства 23 с целью удержания витков плети при намотке полосы на катуш0 ку. Конструктивно каждое направляющее устройство 23 (фиг 15,16) представляет собой стойку 77, закрепленную на раме нама- тывагеля 22 или 36 а на стойке 77 смонтирован корпус 78, через который резь5 бовыг/ концом пропущена штанга 79 с па% зом для скользящей шпонки 80 и на ввернутой гайке 81, находящрис я в зацеплении с корпусом 78 На гладким конец штанги 79 насажен через подшипники 82 качения и распорные втулки цилиндрический холостой ролик 83. На штате 79 по горнам ролика 83 установлены поворотные рычм и 84, зажатые i aw ой 85 через распорные втулки Между позорогными рычя;.чми 84 из параллельных осях 86 смонтированы съемные хо- лостые ролики 87 с ручьями 88 под различные типоразмеры плети полосы.
С целью фиксации положения одного выбранного ручья 88 в линии через одно отверстие в корпусе 78 и соответствующее отверстие в штанге 79 пропущен фиксатор 89, при этом число отверстий п штанге 79 равно наибольшему числу ручьев в ропикрх 87.
На каждом направляющем устройстве 23 смонтирован регулятор 24 скорости, Открепленный на консоли 90 штанги 79 (фиг. 16).
Автоматическая линия работает лг:;у- ющим образом.
Для пуска линии в работу необходимо произвести заправку ее полосой с помс цыо разматывагеля 1 Для этого например мотки 37 и рулоны 39 устанавливаю в соответствующие разматыаатели Л и 6. Зл т ем гидроножницами 43, подвешенными на кране 7, отрезают и снимают упаковочные лен ты на каждом мотке 37 и рулоне 39, d также при необходимости обрезают деформированные передние концы. После чого пере- дние концы мотка 37 и рулона 39 из первых секций разматывателей 4,6 в рядах 2,3 заводят в соответствующие правильно-тянущие клети 8.25, при этом каждая полоса правит ся и подается через агрегаты рядов V и 3 линии, а именно: устройство 9(26) для гчист ки концов полос, абразивно отрезной станок 10(27), стыкоснарочную машину I 1(18). гратоснимятель 12(29), правильно-вертикальную клегь 14(30), Затем передние кон цы пропускают через протяжное устройство 15(31), горизонтально-очистные клети 16(32) с направляющими проводками i t далее через протяжное устройство l°fJ4), отрезное устройство 21(35), направляющее уст- ройство 23 и регулятор 24 скорости. Далее передние концы заправляют в пуст ИР ка тушки наматывчтеля 22 и 36, при этом включают правильно-тянущие клети 8, 75, протяжные устройства 15, 31, 19, 34. После окончания заправки на каждом счетом устройстве 20 устанавливают яядлннсс чмс/ю метров наматываемого объема гшми поле сы на катушку.
Затем включают пневмоцилнндр 76, ко- торый через рычаг 75 холостым роликом /4 прижимает полосу к счетному ролик/ 65 (фиг.10). После этого включают иамгпынч - ли 22 и 36 и с рабочей скоростью исходное мотки 17 рулоны 39 пгремам. в ш пер
аых окций разматывателей 4, 6 на соответствующие катушки укрупненного объема. Одновременно в начале процесса перемотки включают горизонтально-очистные клети 16 и 32, вертикально-очистные клети 18 и 33. При протягивяьии ПОЛОСУ через счетное ycv роист во 20 счетный ролик 65 через зубчатую передачу передает вращение программному счетчику 67 оборотов. Одновременно счетный ролик 65 передает вращательное движение через зубчатую передачу 71 и повышающий редуктор72 тахо- грнерятору - датчику 73 (фиг.11), который вырабатывает постоянный ток с соответствующим напряжением и оно регистрируется волитмо i р-приемником через электрическую цепь.
R чависимости от скорости протяжки полисы измемчюгсп показания на шкале вольтметра, определяющие скорость по- дачи полос i. что обеспечивает возможность выбора рабочей скорости и регулирования электроприводов в намятывателях22 и 36.
В каждом ряду 2. 3 перед окончанием перемотки мотка 37 и рулона 39 включают в ; ,чбо / устройстга 9(26) для очистки концов io -пс 9. После окончания перемотки и зачи- отки lOHiioti полос устройства 9(26) выключают, а полосу в ряду тормозят так, чтобы заднии е конец остановился перед тбразичш -отрезным станком 10(27) и одно- иррг ICHH ) в1 .лючлют очистные клети 16.32, |«, 33.
Погле эюго вторые секции разматыва- толей 4 П с помощью поперечной подачи м .н щэ1от в линию намотки и каждый пйредний конец второго могка 37 и второго рулона 39 заводят в правильно-тянущую клеть 8(25), |де каждая полоса правится и од ютсч через включенное устройство 9(26) для очистки концов полос. Затем каждую полосу тормозят так чтобы передний конец остановился за абразивно-отрезным станком 10(27) и уложился витками внахлестку с задним концом первого моткл или рулона, Проиягодят зэчистнои рез сразу двух концов (переднего и заднего), чтобы юрцы кон- цпв были идентичны. Далее концы полос подают к стыкосварочной машине 11(28) и производя их стыковую сварку.
Причем в ряде 2 устанавливают конец рулоня в подвижном зажиме стыкосвароч- м ииины 11 с помощью компенсаторно- fiустроитгп;- 13, члекгромагнитБОкоторого по/ю от fiu. pA к полосе HP величину h с по- MOuiL iinf-i моцилиндр 45 через тягу 46, вык/ьочают питание электромагнита 50 кснррыи притягивает полосу к себе, по- c/uj чп(о пневмоципимдром 45 реверсируют jfioi ipor. arum 50 РНИЗ на величину h
(фиг.6,7), при этом полоса выгибается вниз в дугу за счет хода свободною конца через гратосниматель 12. Задний конец полосы зажимают в подвижном зажиме стыкосва- рочной машины 11 и производят сварку ме- тодом осадки заднего конца к переднему. После сварки концов полос в единую плеть в каждом ряду 2,3 сварочный шов подают к гратосниматёлю 12(29) для снятия усиления шва по всему периметру.
В рядах 2, 3 продолжают перемотку второго мотка 37 и рулона 39, включив на- матыватели 22 и 36, а также горизонтально-очистные клети 16, 32 и вертикально- очистные клети 18. 33.
При каждой перемотке мотков и рулонов на катушки укрупненного объема плети правят по пласту и ребру, очищают до металлического блеска, считают их метраж, наматываемый на катушки, причем скорость протяжки плетей по рядам поддерживается постоянной, согласно заданной, с помощью регуляторов 24 скорости.
В момент перемотки второго мотка и второго рулона из секций разматывателеи 4 б с помощью крана 7 производят установку последующих мотка и рулона в освободившиеся первые секции.
Таким образом в рядах 2, 3 производят стыковую сварку концов предыдущих и последующих мотков и рулонов, снятие грата со шва, очистку до металлического блеска повехности плети и ее намотку на каждую катушку до тех пор, пока на катушке не получат объем намотанной плети, заданной в метрах по отсчету счетного устройства 20.
Как только программный счетчик 67 оборотов (фиг. 10, 11) произведет отсчет в цифрах заданной длины пропущенной плети полосы через счетное устройство 20 он автоматически выдает механический импульс и рычаг 68 останова нажмет через толкатель 69 на конечный выключатель 70. который через электрическую цепь выключит работу каждого ряда 2,3 линии. Затем с помощью отрезного устройства 21(35) разрезают плеть и задний конец намотанной плети закрепляют на каждой катушке. Заполненные катушки в агрегатах 22, 36 заменяют на пустые, после чего с помощью включенных протяжных устройств 15, 19, 31, 34 каждый отрезанный конец плети подают через направляющее устройство 23 и регулятор 24 скорости к каждой пустой катушке и конец закрепляют.
Далее цикл намотки повторяется до заполнения катушек плетью из исходных мотков 37 и рулонов 39
Формула изобретения
1.Автоматизированная поточная линия подготовки полосы, содержащая последовательно установленные на основании в ряд в соответствии с технологическим процессом разматыватель, правильно-тянущую клеть, устройство для очистки концов полос, станок абразивно-отрезной, стыковарочную машину, гратосниматель, правильно-вертикальную клеть, горизонтально-очистную клеть, вертикальню-очистную клеть, отрезное устроит, гво, нэматыватель и, кроме того, протяжные устройства и средство для загрузки, отличающаяся тем, что, с целью расширения технологических возможностей, она снабжена по меньшей мере одним дополнительным рядом аналогичного технологического оборудования, установленным с возможностью взаимодействия разматывавеля этого ряда со средством загрузки, а разматыватели рядов выполнены разнотипными, причем в каждом из рядов одно из протяжных устройств размещено между правильно-вертикальной клетью и горизонтально-очистной клетью, а другое - перед отрезным устройством, пои этом по меньшей мере один из рядов снабжен компенсаторным устройством, расположенным между гратоснимателем и правильно-вертикальной клетью и выполненным в виде электромагнита, шарнирно установленного на штоке силового цилиндра, корпус которого жестко связан с основанием.
2.Линия по п.1,отличающаяся тем, что она снабжена смонтированным в каждом ряду на протяжном устройстве расположенным перед о резным устройством счетным устройством, выполненным в виде поижимного ролика, размещенного на рычаге, один конец которого шарнирно установлен на корпусе протяжного устройства, а другой связан с силовым цилиндром, а также указателем скорости, и установленного оппозитно прижимному ролику счетного ролика, закрепленного на расположенном на протяжном устройстве валу, кинематически связанном со счетчиком оборотов, и с тахогенератором, при этом счетное устройство снабжено задающим программным ме- ханизмом с конечным выключателем, электрически связанным с приводом нама- тывателя, а выход тахогенератора соединен с указателем скорости.
3.Линия по п.1, отличающаяся тем, что горизонтально-очистные и вертикально-очистные клети снабжены направляющими проводками с горизонтально
расположенными холостыми роликами, а каждый из последних выполнен со сменной ребордой, расположенной со стороны одного из его торцов, причем каждый ролик установлен с возможностью контактирования своей ребордой с рабочей цилиндрической поверхностью ролика, расположенного в паре с ним с образованием между ребордами и цилиндрическими поверхностями этих роликов просвета соответственно профилю полосы, при этом ролики установлены на осях с возможностью регулировочного перемещения вдоль своих осей и изменения межосевого расстояния между ними.
0
4. Линия по пп.1-3, отличающая- с я тем, что наматывэтель каждого ряда снабжен направляющим устройством, вы- ПОЛНРИНЫМ в виде цилиндрического холостого ролика, установленного на штанге, закрепленной к i корпусе наматывателя с возможностью продольного осевого перемещения и фиксации, и сменных роликов с ручьями под различные типоразмеры плети полосы, расположенных на параллельных оси холостого ролика осях, установленных на дополнительных щеках, закрепленных на штанге со стоооны торцов холостого ролика.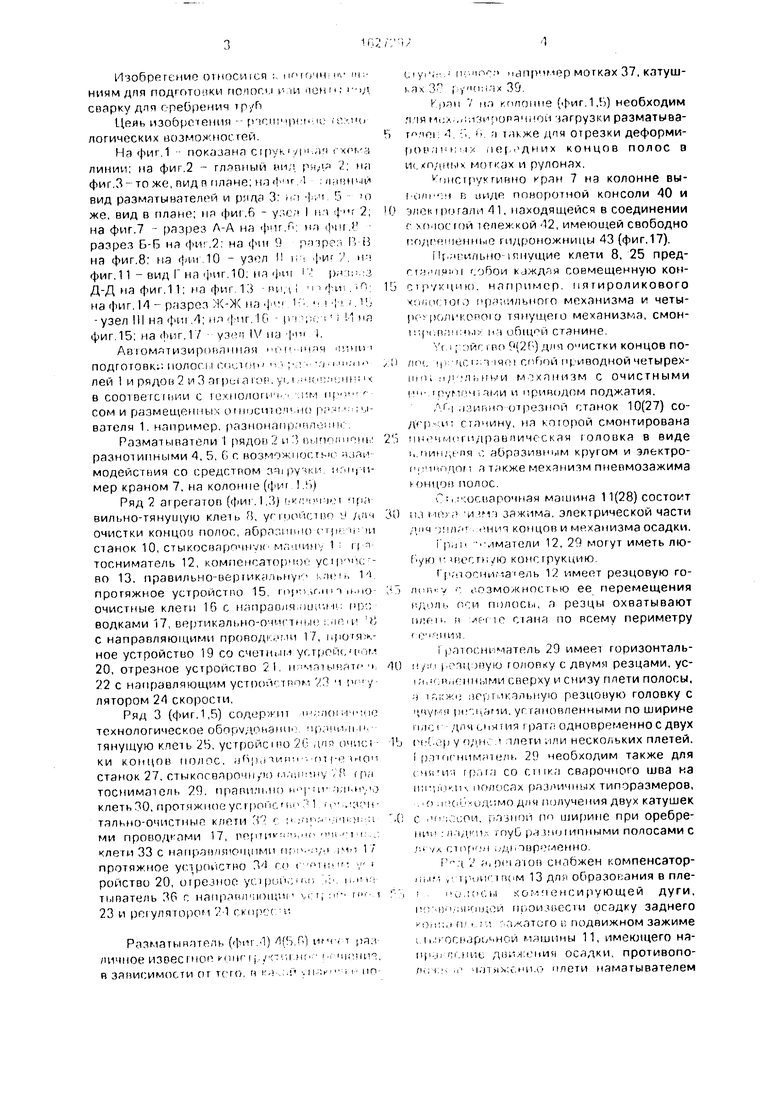
| название | год | авторы | номер документа |
|---|---|---|---|
| АВТОМАТИЧЕСКАЯ ЛИНИЯ ДЛЯ ИЗГОТОВЛЕНИЯ ПРОФИЛЯ | 2015 |
|
RU2586367C1 |
| ТРУБОЭЛЕКТРОСВАРОЧНЫЙ АГРЕГАТ ДЛЯ ПРОИЗВОДСТВА ТРУБ МАЛОГО И СРЕДНЕГО ДИАМЕТРОВ | 1992 |
|
RU2040989C1 |
| Автоматизированная поточная линия | 1976 |
|
SU727384A1 |
| Протяжной механизм трубосварочного стана | 1979 |
|
SU880546A1 |
| УНИВЕРСАЛЬНЫЙ СТАН ХОЛОДНОЙ ПРОКАТКИ | 1997 |
|
RU2156173C2 |
| Прокатный стан | 1988 |
|
SU1600869A1 |
| Автоматическая линия для раскроя рулонного материала на длинномерные заготовки с непараллельными боковыми кромками | 1976 |
|
SU904924A1 |
| СПОСОБ ХОЛОДНОГО ПРОФИЛИРОВАНИЯ ДОБОРНЫХ ЭЛЕМЕНТОВ И АВТОМАТИЧЕСКАЯ ЛИНИЯ ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 2014 |
|
RU2573460C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ТЕРМОПРОФИЛЕЙ И ЛИНИЯ АВТОМАТИЧЕСКАЯ ХОЛОДНОГО ПРОФИЛИРОВАНИЯ ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 2006 |
|
RU2337783C2 |
| Способ изготовления теплообменников и стан для его осуществления. Устройство для передачи длинномерных изделий на обработку. Трубогибочная машина | 1981 |
|
SU1011322A1 |
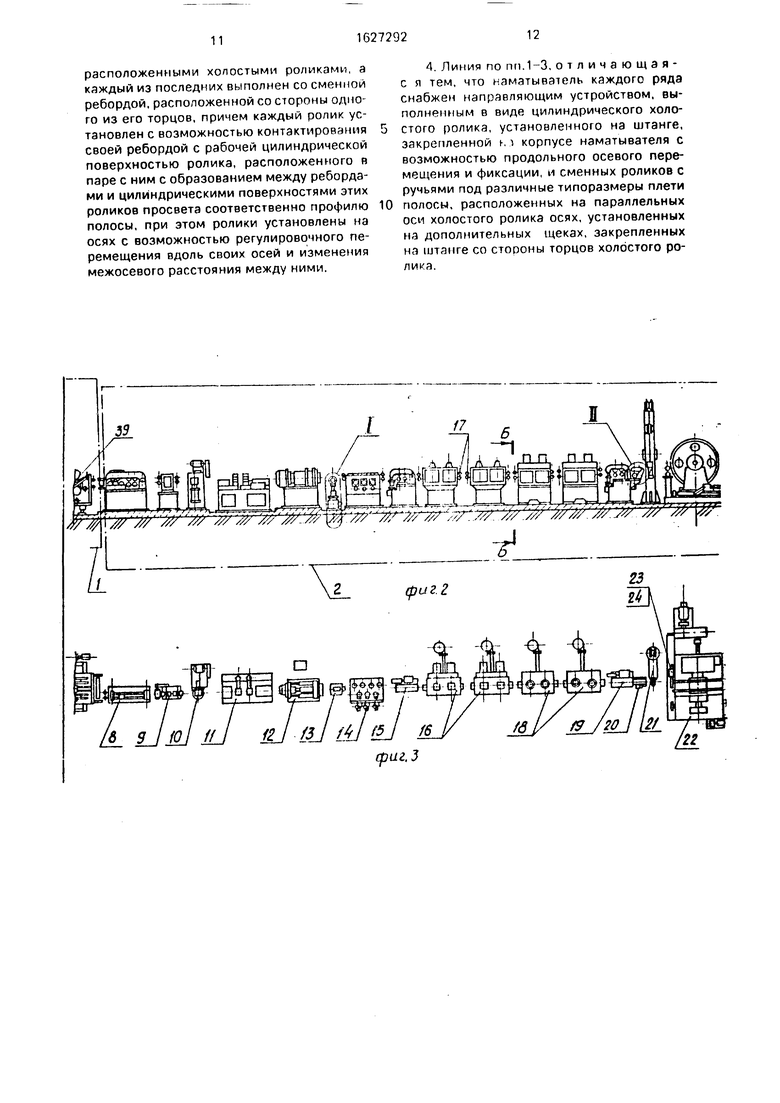
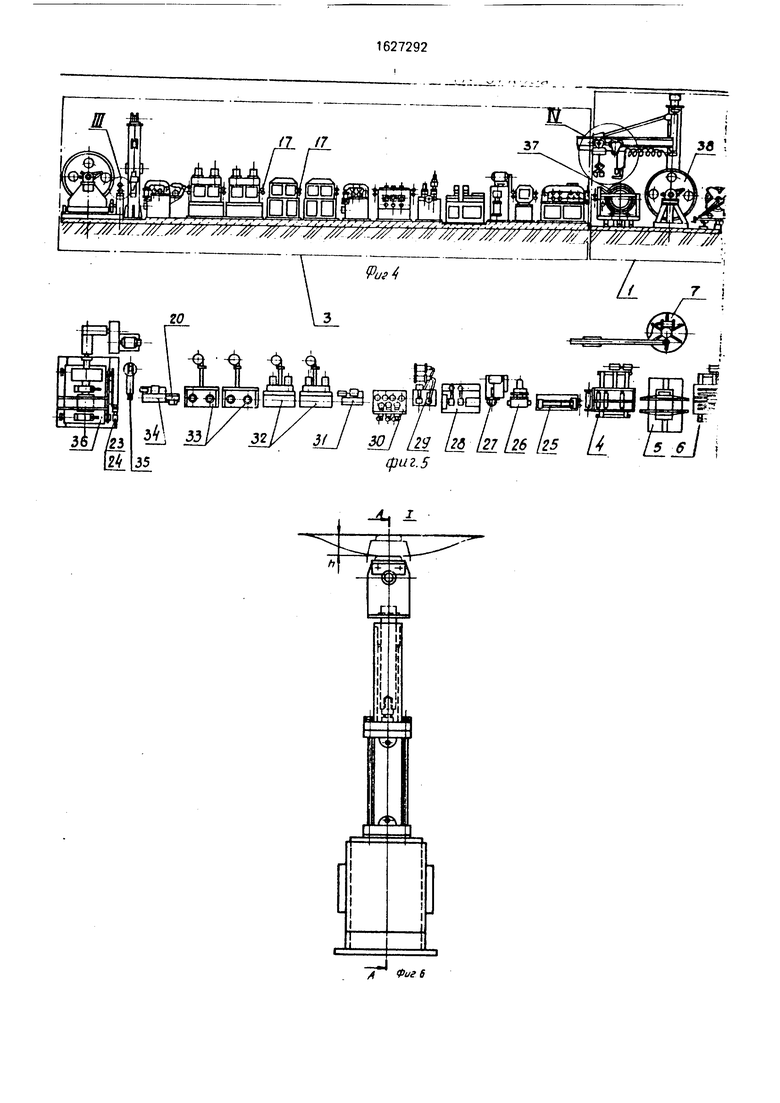
Изобретение относится к поточным линиям подготовки полосы (ленты) под сварку для оребрения труб. Цель изобретения - расширение технологических возможностей. Для этого линия снабжена рядом агрегатов, расположенных по ходу технологического процесса двумя потоками, направленными из общего приеморэзматывающего узла. В приемо- разматывающий узел входят разнотипные разматыватели 4, 5, 6, обслуживаемые краном 7. Электроталь крана дополнительно снабжена холостой тегежкой, оснащенной J 363539 333131 зам гг гв г L JJл ij 21 подвижно подвешенными гидроножницами, с помощью которых производится отрезка деформированного переднего конца плети. Для осуществления подачи заднего конца плети при его осадке на стыкосвароч- ной машине 11 линия имеет компенсаторное устройство 13, расположенное между гратоснимателем 12 и правильно-вертикальной клетью 14, выполненное в виде подвижного электромагнита Для исключения петлеобразования и улучшения условий заправки переднего конца плети в катушку наматывателя 22(36) линия снабжена протяжным устройством 15, расположенным между правильно вертикальной клетью 14 и горизонтально-очистной клетью 16 Для унификации длины петли, наматываемой на катушку в наматывателе 22(36), и измерения линейной скорости каждый ряд агрегатов линии оснащен счетным устройством 20, смонтированным ча протяжном устройстве 19(34) перед отрезным устройством 21(35). Счетное устройство выполнено в виде холостого и тарированного по диаметру счетного роликов, между которыми проходит полоса. На каждом нэматывателе для обеспечения удержания полосы на катушку установлен направляющий аппарат с регулятором. 3 з.п. ф-лы, 17 ил. Ё О N3 vl ГО ю го и рНпрпппрпр /д 9 Ю II 12 а К15 J6 18 19 21 22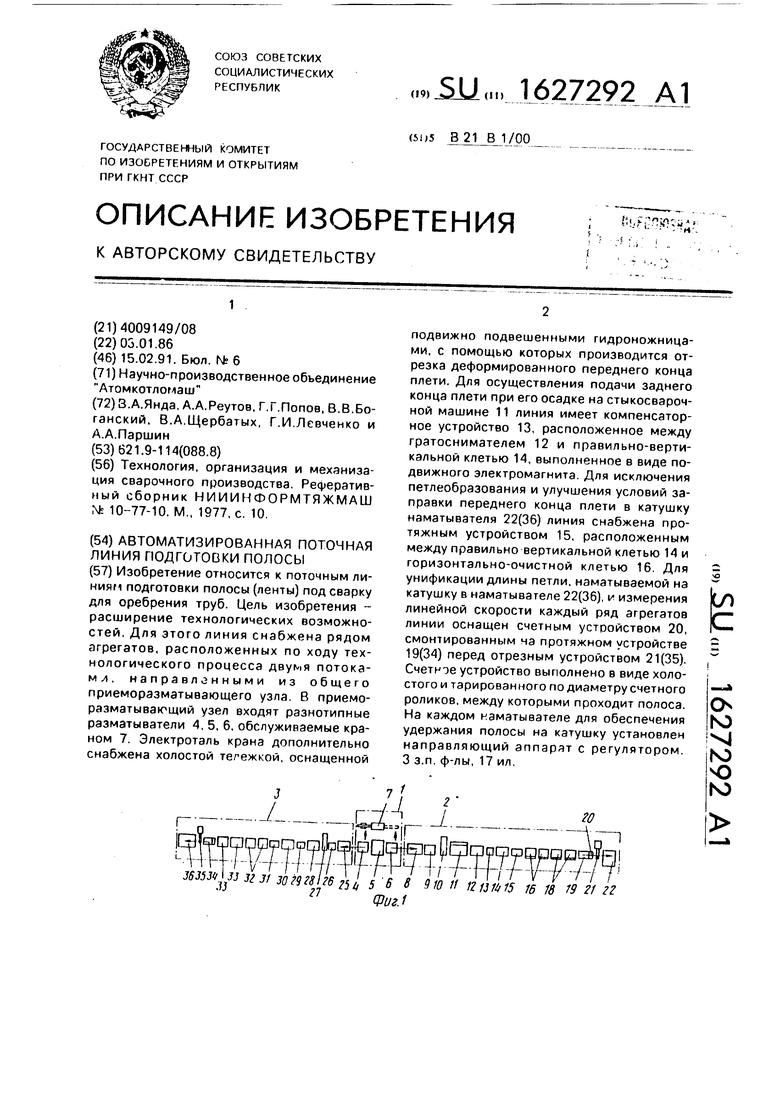
35
Ш1 I
фиг. 5
x #
SI
627292
8-6
X
52
фи в 60
fc
73
ш
19, Ж
Вид Г
71
Фив. 12
Фие.Н
to
9
г
$
X
I
f
Ј3
О)
ю
ЛИ
(О
го
U
Фиг. Л
| Технология, организация и механизация сварочного производства | |||
| Печь-кухня, могущая работать, как самостоятельно, так и в комбинации с разного рода нагревательными приборами | 1921 |
|
SU10A1 |
| Шеститрубный элемент пароперегревателя в жаровых трубках | 1918 |
|
SU1977A1 |
| Печь-кухня, могущая работать, как самостоятельно, так и в комбинации с разного рода нагревательными приборами | 1921 |
|
SU10A1 |
