Изобретение относится к литейному производству в частности к методам центробежного литья и может быть использовано для получения пустотелых цилиндрических заготовок с радиально ориен тированной структурой волокнистого наполнителя например гильз и юбок поршней ДВС втулок подшипников скольжения и других
Целью изобретения является повышение износостойкости центробежных втулок путем улучшения антифрикционных свойств и оадиальной прочности за счет радиального ориентирования волокон армирующего материала в теле втулки а также повышение адгезионной прочности между порциями
металла металлом и армирующим материалом
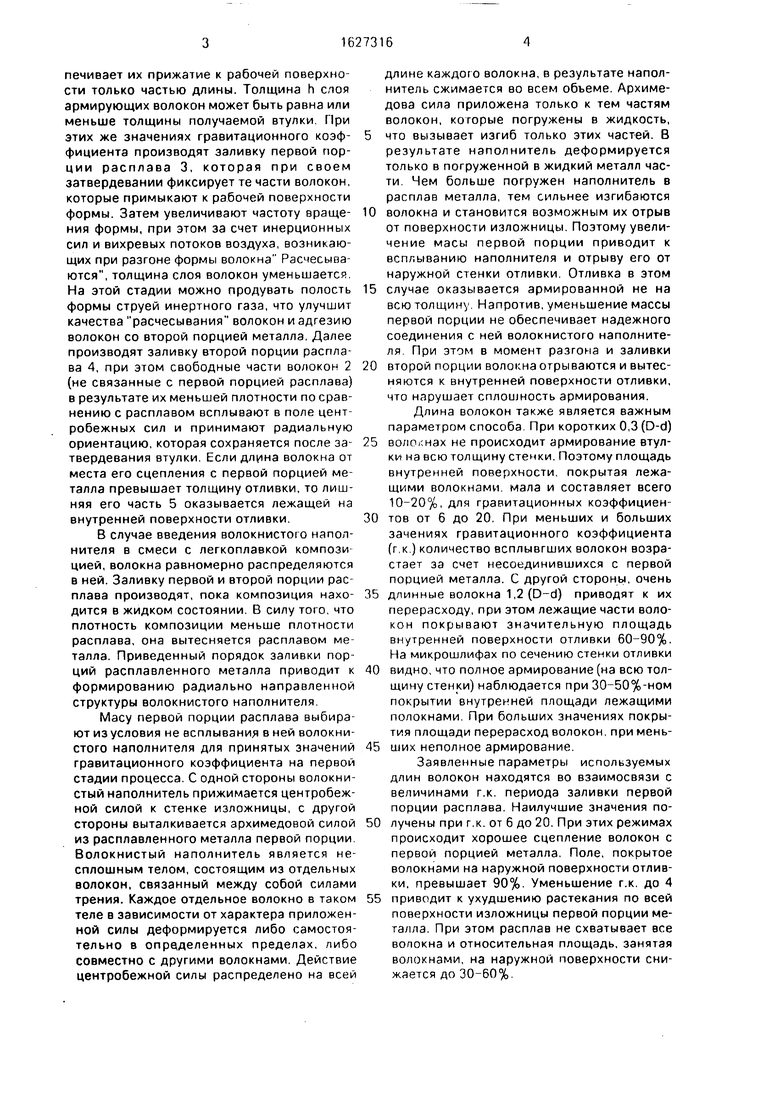
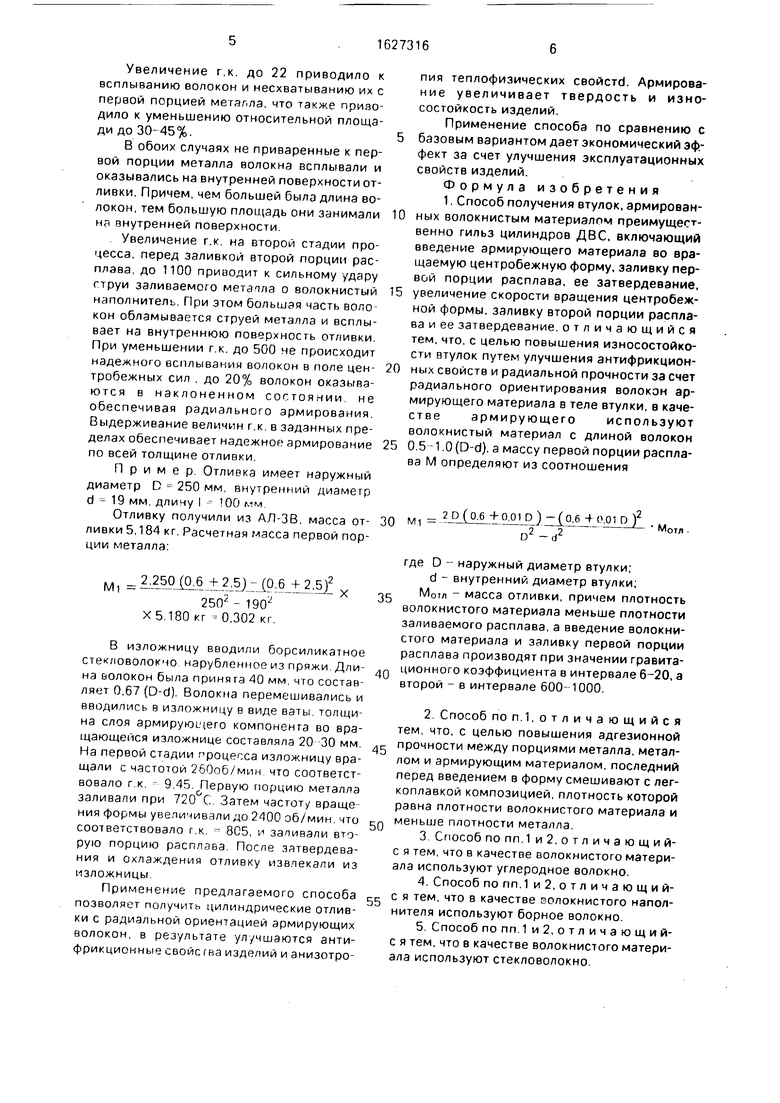
На фиг 1 показана стадия способа после введения армирующего компонента в полость формы на фиг 2-то же после заливки первой порции металла и разгона изложницы на фиг 3 - то же после заливки вюрой порции металла
Способ реализуется следующим образом
Во вращающуюся форму 1 вводят вибро или пневмопитатель с помощью которого в полость формы подают армирующие волокна 2 При этом они располагаются в форме слоем равномерной толщины Невысокие значения гравитационного коэффициента и хаотическое распределение волокон обесО Ю
VI со
ск
печивает их прижатие к рабочей поверхности только частью длины. Толщина h слоя армирующих волокон может быть равна или меньше толщины получаемой втулки. При этих же значениях гравитационного коэффициента производят заливку первой порции расплава 3, которая при своем затвердевании фиксирует те части волокон, которые примыкают к рабочей поверхности формы. Затем увеличивают частоту вращения формы, при этом за счет инерционных сил и вихревых потоков воздуха, возникающих при разгоне формы волокна Расчесываются, толщина слоя волокон уменьшается. На этой стадии можно продувать полость формы струей инертного газа, что улучшит качества расчесывания волокон и адгезию волокон со второй порцией металла. Далее производят заливку второй порции расплава 4, при этом свободные части волокон 2 (не связанные с первой порцией расплава) в результате их меньшей плотности по сравнению с расплавом всплывают в поле центробежных сил и принимают радиальную ориентацию, которая сохраняется после затвердевания втулки. Если длина волокна от места его сцепления с первой порцией металла превышает толщину отливки, то лишняя его часть 5 оказывается лежащей на внутренней поверхности отливки.
В случае введения волокнистого наполнителя в смеси с легкоплавкой компози цией, волокна равномерно распределяются в ней. Заливку первой и второй порции расплава производят, пока композиция находится в жидком состоянии. В силу того, что плотность композиции меньше плотности расплава, она вытесняется расплавом металла. Приведенный порядок заливки порций расплавленного металла приводит к формированию радиально направленной структуры волокнистого наполнителя.
Масу первой порции расплава выбирают из условия не всплывания в ней волокнистого наполнителя для принятых значений гравитационного коэффициента на первой стадии процесса. С одной стороны волокнистый наполнитель прижимается центробежной силой к стенке изложницы, с другой стороны выталкивается архимедовой силой из расплавленного металла первой порции. Волокнистый наполнитель является несплошным телом, состоящим из отдельных волокон, связанный между собой силами трения. Каждое отдельное волокно в таком теле в зависимости от характера приложенной силы деформируется либо самостоятельно в определенных пределах, либо совместно с другими волокнами. Действие центробежной силы распределено на всей
длине каждого волокна, в результате наполнитель сжимается во всем объеме. Архимедова сила приложена только к тем частям волокон, которые погружены в жидкость,
что вызывает изгиб только этих частей. В результате наполнитель деформируется только в погруженной в жидкий металл части. Чем больше погружен наполнитель в расплав металла, тем сильнее изгибаются
0 волокна и становится возможным их отрыв от поверхности изложницы. Поэтому увеличение масы первой порции приводит к всплыванию наполнителя и отрыву его от наружной стенки отливки. Отливка в этом
5 случае оказывается армированной не на всю толщину. Напротив, уменьшение массы первой порции не обеспечивает надежного соединения с ней волокнистого наполнителя. При этом в момент разгона и заливки
0 второй порции волокна отрываются и вытесняются к внутренней поверхности отливки, что нарушает сплошность армирования.
Длина волокон также является важным параметром способа. При коротких 0,3 (D-d)
5 волокнах не происходит армирование втулки на всю толщину стенки. Поэтому площадь внутренней поверхности, покрытая лежащими волокнами, мала и составляет всего 10-20%, для гравитационных коэффициен0 тов от 6 до 20. При меньших и больших зачениях гравитационного коэффициента (г,к.) количество всплывгших волокон возрастает за счет несоединившихся с первой порцией металла. С другой стороны, очень
5 длинные волокна 1,2 (D-d) приводят к их перерасходу, при этом лежащие части волокон покрывают значительную площадь внутренней поверхности отливки 60-90%. На микрошлифах по сечению стенки отливки
0 видно, что полное армирование (на всю толщину стенки) наблюдается при 30-50%-ном покрытии внутренней площади лежащими полокнами. При больших значениях покрытия площади перерасход волокон, при мень5 ших неполное армирование.
Заявленные параметры используемых длин волокон находятся во взаимосвязи с величинами г.к. периода заливки первой порции расплава. Наилучшие значения по0 лучены при г.к. от 6 до 20. При этих режимах происходит хорошее сцепление волокон с первой порцией металла. Поле, покрытое волокнами на наружной поверхности отливки, превышает 90%. Уменьшение г.к. до 4
5 приводит к ухудшению растекания по всей поверхности изложницы первой порции металла. При этом расплав не схватывает все волокна и относительная площадь, занятая волокнами, на наружной поверхности снижается до 30-60%.
Увеличение г.к. до 22 приводило к всплыванию волокон и несхватыванию их с первой порцией металла, что также приводило к уменьшению относительной площади до 30-45%.
В обоих случаях не приваренные к первой порции металла волокна всплывали и оказывались на внутренней поверхности отливки. Причем, чем большей была длина волокон, тем большую площадь они занимали на внутренней поверхности
Увеличение г.к на второй стадии процесса, перед заливкой второй порции расплава, до 1100 приводит к сильному /дару гтруи заливаемого метапла о волокнистый наполнитель При этом большая часть воло кон обламывается струей металла и всплывает на внутреннюю поверхность отливки При уменьшении г к. до 500 че происходит надежного всплывания волокон в поле центробежных сил , до 20% волокон оказываются в наклоненном состоянии не обеспечивая радиального армирования Выдерживание величин г к в заданных пределах обеспечивает надежное армирование по всей толщине отливки
Пример Отливка имеет наружный диаметр D 250 мм внутренний диаметр d 19 мм дличу I 100 мм
Отливку получили из АЛ-ЗВ, масса отливки 5,184 кг Расчетная масса первой порции металла
м 2250(06 +2 5)- (0 6 + 2,5)2 х
2502 - 190 Х5 180 кг -0,302 кг
В изложницу вводили борсиликатное стекловолокно нарубленное из пряжи Длина волокон была принята 40 мм что составляет 0,67 (D-d) Волокна перемешивались и вводились в изложницу в виде ваты толщина слоя армирующего компонента во вращающейся изложнице составляла 20 30 мм На первой стадии процесса изложницу вращали с частотой 260об/мин что соответствовало г к - 9 45 Первую порцию металла заливали при 720 С Затем частоту враще ния формы увеличивали до 2400 об/мин что соответствовало г к 805, и запивали вторую порцию расплава После затвердевания и охлаждения отливку извлекали из изложницы
Применение предлагаемого способа позволяет получить цилиндрические отливки с радиальной ориентацией армирующих волокон, в результате улучшаются антифрикционные свойс гва изделий и анизотропия теплофизических свойстЬ. Армирование увеличивает твердость и износостойкость изделий.
Применение способа по сравнению с базовым вариантом дает экономический эффект за счет улучшения эксплуатационных свойств изделий.
Формула изобретения 1. Способ получения втулок, армирован- 0 ных волокнистым материалом преимущественно гильз цилиндров ДВС, включающий введение армирующего материала во вращаемую центробежную форму, заливку первой порции расплава, ее затвердевание, 5 увеличение скорости вращения центробежной формы, заливку второй порции расплава и ее затвердевание, отличающийся тем, что, с целью повышения износостойкости втулок путем улучшения антифрикцион- 0 ных свойств и радиальной прочности за счет радиального ориентирования волокон армирующего материала в теле втулки, в качестве армирующего используют волокнистый материал с длиной волокон 5 05-1 0 (D-d), а массу первой порции расплава М определяют из соотношения
30 MI
2 Р (06 +001 Р ) - (0.6 4 ОСП D
D2-d2
Mr
где D - наружный диаметр втулки; d - внутренний диаметр втулки,
М0тл - масса отливки, причем плотность волокнистого материала меньше плотности заливаемого расплава, а введение волокнистого материала и заливку первой порции расплава производят при значении гравитационного коэффициента в интервале 6-20, а второй - в интервале 600-1000.
2Способ поп 1,отличающийся тем, что, с целью повышения адгезионной
прочности между порциями металла, металлом и армирующим материалом, последний перед введением в форму смешивают с легкоплавкой композицией,плотность которой равна плотности волокнистого материала и меньше плотности металла
3Способ по пп 1 и 2, о т л и ч а ю щ и й- с я тем, что в качестве волокнистого материала используют углеродное волокно,
4. Способ по пп. 1 и2,отличающий- с я тем, что в качестве волокнистого наполнителя используют борное волокно
5 Способ по пп 1 и 2, о т л и ч а ю щ и й- с я тем, что в качестве волокнистого материала используют стекловолокно
| название | год | авторы | номер документа |
|---|---|---|---|
| Способ центробежного литья отливок | 1979 |
|
SU791447A1 |
| Способ однонаправленного и ускоренного затвердевания крупногабаритных толстостенных центробежно-литых стальных заготовок | 2019 |
|
RU2727369C1 |
| Способ центробежного литья | 1976 |
|
SU607644A1 |
| Способ центробежного литья полых стальных заготовок | 1980 |
|
SU931284A1 |
| Способ центробежного литья и установка для его осуществления | 1982 |
|
SU1061920A1 |
| СПОСОБ ЦЕНТРОБЕЖНОЙ ОТЛИВКИ БИМЕТАЛЛИЧЕСКИХ ЧУГУННЫХ ЗАГОТОВОК | 1998 |
|
RU2117548C1 |
| Способ центробежного литья биметаллических изделий | 1982 |
|
SU1068217A1 |
| СПОСОБ ПОЛУЧЕНИЯ ЗАГОТОВОК ПОРШНЕВЫХ КОЛЕЦ И ГИЛЬЗ ЦИЛИНДРОВ | 2010 |
|
RU2427444C1 |
| Установка для центробежного литья | 1980 |
|
SU980943A1 |
| СПОСОБ ОЧИСТКИ АЛЮМИНИЕВЫХ СПЛАВОВ | 2009 |
|
RU2415733C1 |
Изобретение относится к литейному производству в частности У методам цент робежного литья и может быть использовано для получения пустотелых цилиндри ческих заготовок с радиаяьно ориентире ванной структурой волокнистого наполнителя например гильз и юбок поршней ДВС, втулок подшипников скольжения и др Цель изобретения - повышение износостойкости центробежных втулок путем улучшения антифрикционных свойств и радиальной прочности за счет радиального ориентирования волокон в теле втулки, а также повышение адгезионной прочности между порциями металла, металлом и армирующим материалом Это достигается за счет двухстадийной заливки расплава первой порции при низких значениях гравитационных коэффициентов второй при высоких причем первая порция расплава приклеивает волокна, а во второй они всплывают и ориентируются радиально Радиальное ориентирование волокнистого наполнителя улучшает износостойкость втулок, обеспечивает анизотропию теплофизических свойств 4 з п ф лы 3 ил Ё
фиг I
| Способ изготовления изделий типа труб, армированных волокнами | 1977 |
|
SU671919A1 |
