Изобретение относится к электрофизическим и электрохимическим методам обработки и может быть использовано для получения и восстановления формы профиля алмазных и абразивных шлифовальных кругов на токопроводящих связках.
Цель изобретения - повышение точности и производительности профилирования.
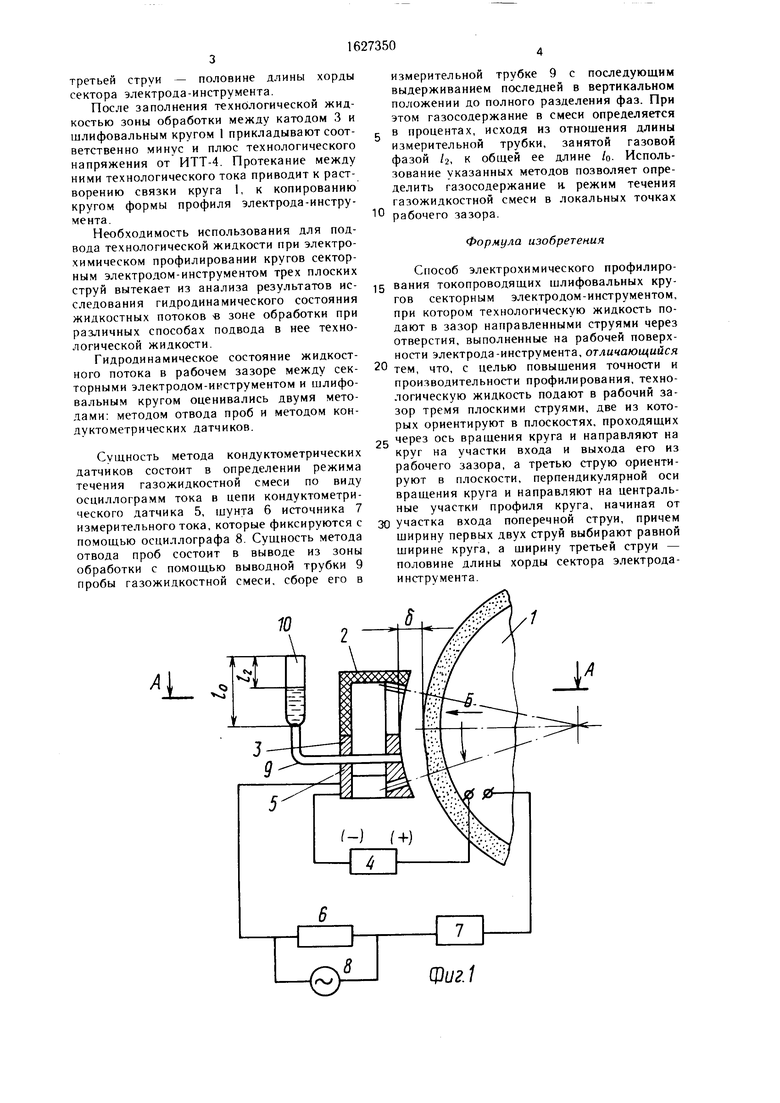
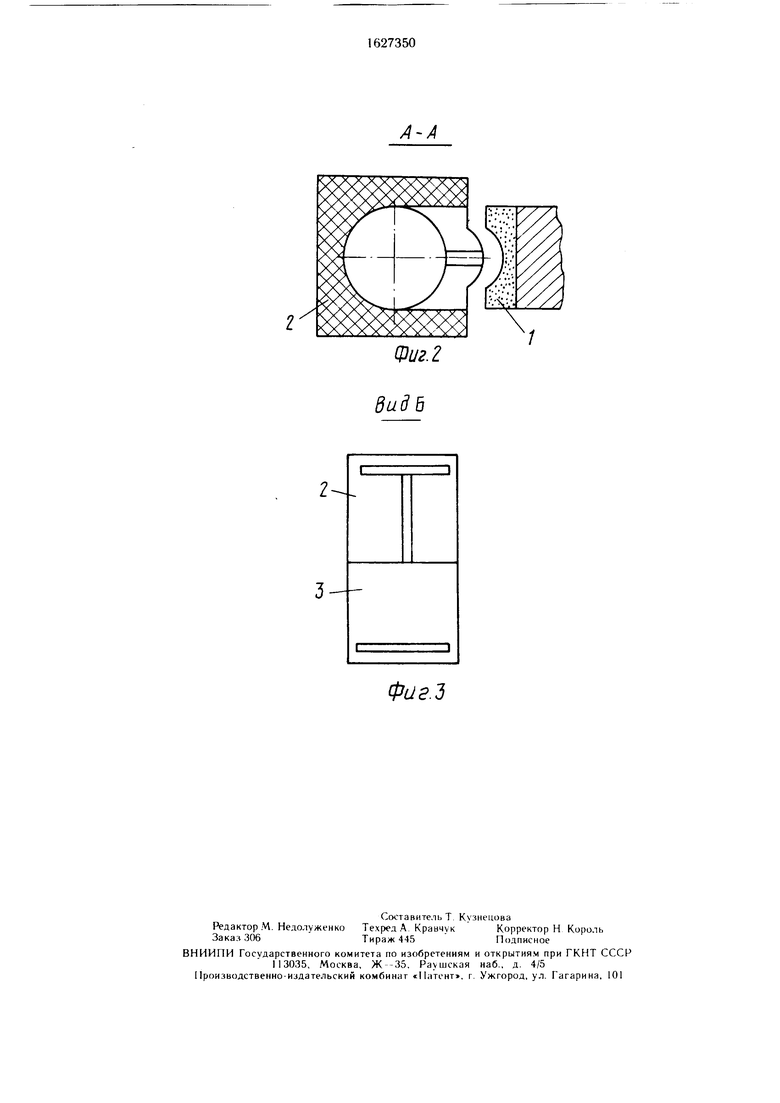
На фиг. 1 представлены электрод-инструмент и шлифовальный круг плоскостью, перпендикулярной оси вращения круга, разрез; на фиг. 2 - сечение А-А на фиг. 1; на фиг. 3 - вид Б на фиг. 1.
Устройство содержит шлифовальный круг 1, электрод-инструмент, состоящий из входной нетокопроводящей секторной приставки 2 и катода 3, источник 4 технологического тока (ИТТ)
Способ осуществляется следующим образом.
При подводке к шлифовальному кругу 1 правящего электрода-инструмента 2, 3 на некоторое расстояние б одновременно в рабочий зазор подают технологическую жидкость тремя плоскими струями, которые формируют с помощью соответствующих плоских пазов, изготовленных в теле электрода-инструмента. Две из указанных плоских струй (поперечные струи) ориентируют в плоскостях, проходящих через ось вращения круга и направляют на круг на участках его входа и выхода из рабочего зазора Третью плоскую струю ориентируют в плоскости, перпендикулярной оси круга, и направляют ее на центральные участки его профиля, причем ширину первых двух струй выбирают равной ширине круга, а ширину
05
ьэ J
со ел
третьей струи - половине длины хорды сектора электрода-инструмента
После заполнения технологической жидкостью зоны обработки между катодом 3 и шлифовальным кругом 1 прикладывают соответственно минус и плюс технологического напряжения от ИТТ-4 Протекание между ними технологического тока приводит к растворению связки круга 1, к копированию кругом формы профиля электрода-инструмента
Необходимость использования для подвода технологической жидкости при электрохимическом профилировании кругов секторным электродом-инструментом трех плоских струй вытекает из анализа результатов исследования гидродинамического состояния жидкостных потоков « зоне обработки при различных способах подвода в нее технологической жидкости
Гидродинамическое состояние жидкостного потока в рабочем зазоре между секторными электродом-инструментом и шлифовальным кругом оценивались двумя методами методом отвода проб и методом кон- дуктометрических датчиков
Сущность метода кондуктометрических датчиков состоит в определении режима течения газожидкостной смеси по виду осциллограмм тока в цепи кондуктометри- ческого датчика 5, шунта 6 источника 7 измерительного тока, которые фиксируются с помощью осциллографа 8 Сущность метода отвода проб состоит в выводе из зоны обработки с помощью выводной трубки 9 пробы газожидкостной смеси, сборе его в
измерительной трубке 9 с последующим выдерживанием последней в вертикальном положении до полного разделения фаз При этом газосодержание в смеси определяется
в процентах, исходя из отношения длины измерительной трубки, занятой газовой фазой /2, к общей ее длине /о Использование указанных методов позволяет определить газосодержание и. режим течения гачожидкостной смеси в локальных точках
0 рабочего зазора
Формула изобретения
Способ электрохимического профилиро- вания токопроводящих шлифовальных кругов секторным электродом-инструментом, при котором технологическую жидкость подают в зазор направленными струями через отверстия, выполненные на рабочей поверхности электрода-инструмента, отличающийся
0
тем, что, с целью повышения точности и
производительности профилирования, технологическую жидкость подают в рабочий зазор тремя плоскими струями, две из которых ориентируют в плоскостях, проходящих
5 через ось вращения круга и направляют на круг на участки входа и выхода его из рабочего зазора, а третью струю ориентируют в плоскости, перпендикулярной оси вращения круга и направляют на центральные участки профиля круга, начиная от
0 участка входа поперечной струи, причем ширину первых двух струй выбирают равной ширине круга, а ширину третьей струи - половине длины хорды сектора электрода- инструмента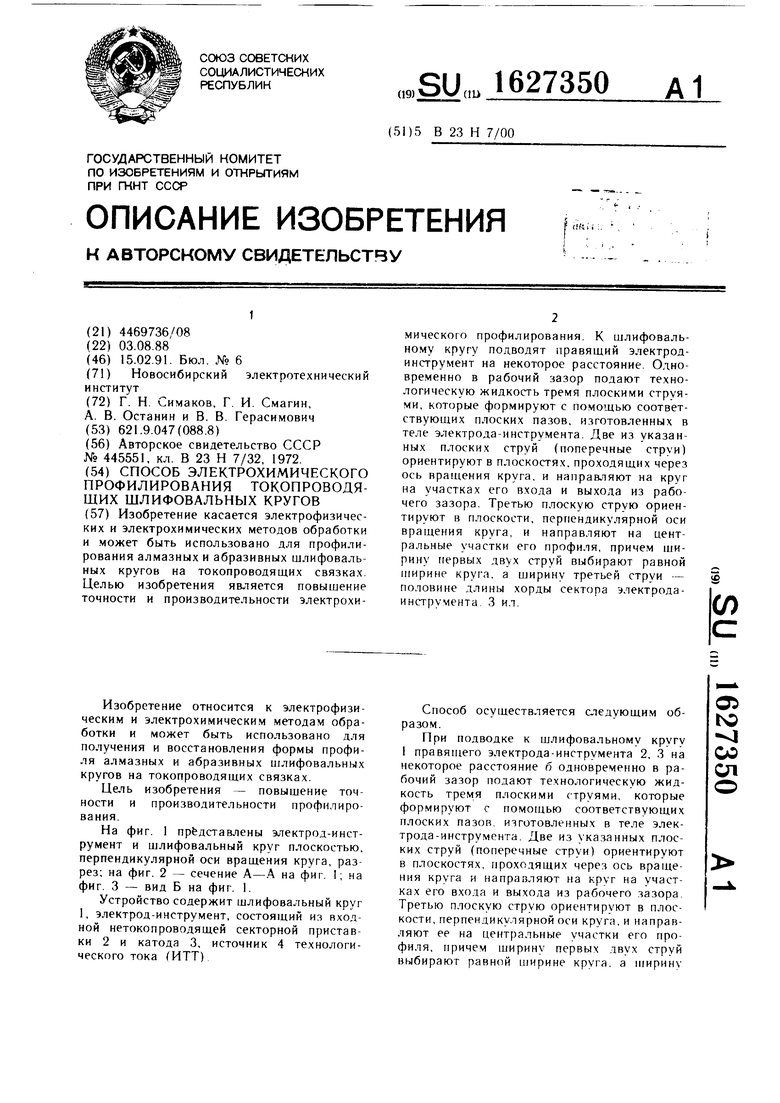
| название | год | авторы | номер документа |
|---|---|---|---|
| Способ абразивного электрохимического шлифования деталей из жаропрочных сплавов с управляемой периодической очисткой токопроводящего шлифовального круга | 2024 |
|
RU2833201C1 |
| Устройство для правки фасонного шлифовального круга | 1980 |
|
SU952557A1 |
| Способ электрохимико-механической правки кругов на металлической связке | 1985 |
|
SU1301599A1 |
| СПОСОБ ФОРМИРОВАНИЯ ШЛИФОВАЛЬНОГО КРУГА СВЕРХЗВУКОВОЙ СТРУЕЙ ЖИДКОСТИ | 1996 |
|
RU2110392C1 |
| Устройство для электрохимической правки шлифовальных кругов | 1980 |
|
SU1114509A1 |
| СПОСОБ ШЛИФОВАНИЯ СЛОЖНОПРОФИЛЬНЫХ ПОВЕРХНОСТЕЙ ДЕТАЛЕЙ | 2010 |
|
RU2432239C1 |
| Устройство для электрохимической правки | 1988 |
|
SU1516265A1 |
| Устройство для правки фасонного шлифовального круга | 1985 |
|
SU1256939A1 |
| Способ электрохимической абразивной обработки детали шлифовальным кругом на токопроводящей связке | 2024 |
|
RU2822156C1 |
| Устройство для электрохимической правки шлифовальных кругов | 1972 |
|
SU445551A1 |
Изобретение касается электрофизических и электрохимических методов обработки и может быть использовано для профилирования алмазных и абразивных шлифовальных кругов на токопроводящих связках. Целью изобретения является повышение точности и производительности электрохимического профилирования. К шлифовальному кругу подводят правящий электрод- инструмент на некоторое расстояние. Одновременно в рабочий зазор подают технологическую жидкость тремя плоскими струями, которые формируют с помощью соответствующих плоских пазов, изготовленных в теле электрода-инструмента. Две из указанных плоских струй (поперечные струи) ориентируют в плоскостях, проходящих через ось вращения круга, и направляют на круг на участках его входа и выхода из рабочего зазора. Третью плоскую струю ориентируют в плоскости, перпендикулярной оси вращения круга, и направляют на центральные участки его профиля, причем ширину первых двух струй выбирают равной ширине круга, а ширину третьей струи - половине длины хорды сектора электрода- инструмента 3 ил. $ (Л
10
А
АА
фиг.1
Фиг. 2
дидЬ
Фиг.З
| Устройство для электрохимической правки шлифовальных кругов | 1972 |
|
SU445551A1 |
| Прибор для равномерного смешения зерна и одновременного отбирания нескольких одинаковых по объему проб | 1921 |
|
SU23A1 |
