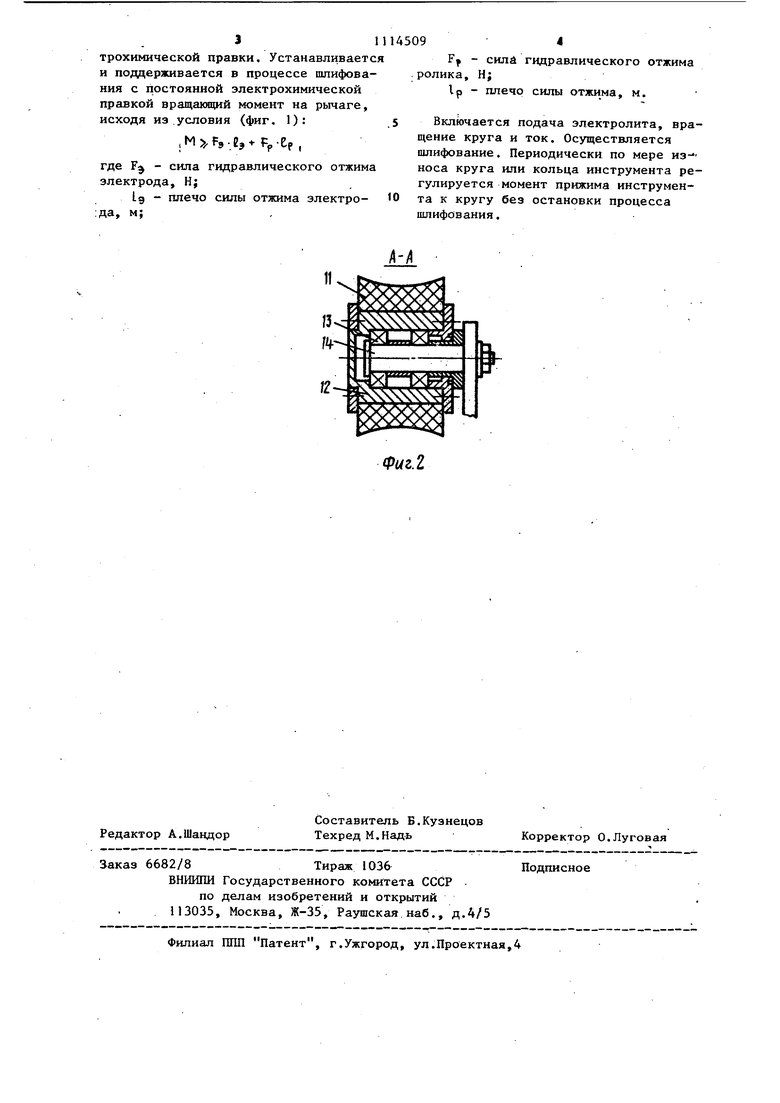
1 1 Изобретение относится к металлообработке, конкретно к конструкциям устройств для шлифования с электрохимической правкой. Известно устройство для электрохимической правки шлифовальных кругов на металлической связке, содержащее катод, закрепленный на подвижном основании и автономный электрически нейтральный правящий инструмент с уп ругими свойствами til. К недостаткам известного устройства следует отнести низкую производительность и точность правки, вследст ;вие размещения катода и правящего ин струмента не взаимосвязанно между собой . Целью изобретения является повышение производительности и точности правки. Поставленная цель достигается тем, что в устройстве для электрохимической- правки шлифовальных кругов на ме таллической связке, содержащем катод закрепленный на подвижном основании, и автономный электрически нейтральны правящий инструмент .с упругими свойс вами, последний размещен на подвижном основании. I На фиг. 1 представлено предлагаемо устройство; на фиг.2 - разрез А-А на фиг. 1. Устройство состоит из подвижного о кования 1, несущего электрически ней тральный правящий инструмент 2 и катод 3. Ось 4 поворота основания не совпадает с осью вращения шлифовального круга 5. Правящий инструмент и катод расположены .с одной стороны от оси основания. Правящий инструмент шарнирно закреплен на защитном кожухе 6, установленном на шпиндельной головке, с электрической изоляцией от массы станка. Пружина 7 создает момент, который регулируется в соответствии с условиями правки, прижимающий инструмент к рабочей поверхности круга. На .катод и круг подается технологический ток от источника питания 8. Электролит от насосной станции 9 через распределитель 10 подведен к катоду под избыточным дав лением и через отверстия на рабочей поверхности в межэлектродный зазор. Рабочая поверхность катода выполняется по форме профиля круга. Дпя предварительного профилирования шлифовального круга, с целью повьш1ения 92 производительности правки, устанавливают катод с большой площадью поверхности и правка может осуществляться на повьщ1енных электрических режимах с преобладанием электрофизических процессов. Конструкция правящего инструмента представлена на фигуре 2. Инструмент состоит из наружного кольца 11, выполненного из любого малоизносного. материала. Кольцо закреплено на корпусе 12, вращающемся на подшипниках качения 13 на оси 14. Профиль наружного кольца инструмента поддерживается известными устройствами, например, фасонным мастер-резцом. Ролик определяет взаимное положение рабочей поверхности круга и правящей поверхности электрода. Интенсивность износа ролйка определяет скорость сближения катода с рабочей поверхностью круга и дозируемого износа катода. В зоне контакта ролика с кругом образуется при обкатьшании круга гидродинамический клин, отжимающий ролик и улучшающий промывание межзеренного пространства рабочей поверхности круга. Катод в процессе шлифования с непрерывной электрохимической правкой находится без участия рабочего, на минимальном расстоянии от рабочей поверхности круга. Поддержание минимального межэлёктродного зазора создает условия для сжигания прилипшей к поверхности круга стружки. Работа устройства осуществляется следующим образом. ПравянЩй инструмент отводится в нерабочее положение. На оправку устанавливается шлифовальный круг на токопроводной -связке. На корпусе инструмента устанавливается сменное кольцо, выверяется расположение этого кольца относительно круга. Правящий инструмент подводится к неподвижному кругу, вьшеряется равномерность зазора между рабочей поверхностью круга и сменным катодом для предварительной правки. Задается вращающий момент прижима инструмента при предварительной правке. Закрывается кожух устройства, включается подача электролита, -вращение круга, ток и осуществляется предва рительное профилирование режущей поверхности круга. После окончания предварительной правки станок выключается. Устанавливается катод для непрерывной элек311трохимической правки. Устанавливается и поддерживается в процессе шлифования с постояиной электрохимической правкой вращакиций момент на рычаге, исходя из условия (фиг, 1): ,.еэ Fp-Cp , где F - сила гидравлического отжима электрода, Н; Ig - плечо силы отжима электро:да, м; 14 5 0 94 F - силй гидравлического отжима ролика, Н; IP - плечо силы отжима, м. Включается подача электролита, вращение круга и ток. Осуществляется шлифование. Периодически по мере из- носа круга или кольца инструмента регулируется момент прижима инструмента к кругу без остановки процесса шлифования.
| название | год | авторы | номер документа |
|---|---|---|---|
| Способ правки абразивного круга на металлической связке | 1979 |
|
SU882719A1 |
| КОНСТРУКЦИЯ КАТОДА ДЛЯ ПРАВКИ КРУГА ПРИ КОМБИНИРОВАННОЙ ЭЛЕКТРОАЛМАЗНОЙ ОБРАБОТКЕ | 2010 |
|
RU2446039C2 |
| Способ электрофизикохимической правки алмазных кругов | 1984 |
|
SU1255326A1 |
| Способ электрохимико-механической правки кругов на металлической связке | 1985 |
|
SU1301599A1 |
| Способ абразивного электрохимического шлифования деталей из жаропрочных сплавов с управляемой периодической очисткой токопроводящего шлифовального круга | 2024 |
|
RU2833201C1 |
| Способ электрохимической абразивной обработки детали шлифовальным кругом на токопроводящей связке | 2024 |
|
RU2822156C1 |
| Правящий абразивный инструмент и способ его изготовления | 1983 |
|
SU1138304A1 |
| МЕТОД АВТОМАТИЧЕСКОГО УПРАВЛЕНИЯ ПРОЦЕССОМ НЕПРЕРЫВНОЙ ЭЛЕКТРОХИМИЧЕСКОЙ ПРАВКИ КРУГА И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 2005 |
|
RU2304504C2 |
| Способ электрохимической правки торцовых кругов на металлической связке | 1988 |
|
SU1547980A1 |
| Способ профилирования шлифовального круга | 1989 |
|
SU1773705A1 |
УСТРОЙСТВО ДЛЯ ЭЛЕКТРОХИМИЧЕСКОЙ ПРАВКИ ШЛИФОВАЛЬНЫХ КРУГОВ на металлической связке, содержащее катод, закрепленный на подвижном основании и электрически нейтральный правящий инструмент с упругими свойствами, отличающийся тем, что, с целью повышения производительности и точности правки, правящий инстру-: мент размещен на подвижном основании.
| Печь для непрерывного получения сернистого натрия | 1921 |
|
SU1A1 |
| Способ правки абразивного круга на металлической связке | 1979 |
|
SU882719A1 |
| Прибор для равномерного смешения зерна и одновременного отбирания нескольких одинаковых по объему проб | 1921 |
|
SU23A1 |
