(54) УСТРОЙСТВО ДЛЯ ЭЛЕКТРОХИМИЧЕСКОЙ ПРАВКИ ШЛИФОВАЛЬНЫХ КРУГОВ
12
Изобретение относится к устройствам поверхностью шлифовального круга незави-
для электрохимической правки шлифовальных симо от износа круга при резком снижении кругов на токопроводящей связке.износа электродов.
Известны устройства для электрохими-Это достигаеа я тем, что правящие
ческой правки шлифовальных кругов, состоя- § электродьг, находящиеся под разными потенщие, из изолированный друг от друга элект-циалами , установлены на концах эластичродов, встроенных в неподвижные державки.ных стержней, закрепленных на скобе. В
Недостатком известных устройств является то, что по мере износа абразивного
теле правящих элементов выослнены отверстия, направленные к рабочей поверх-
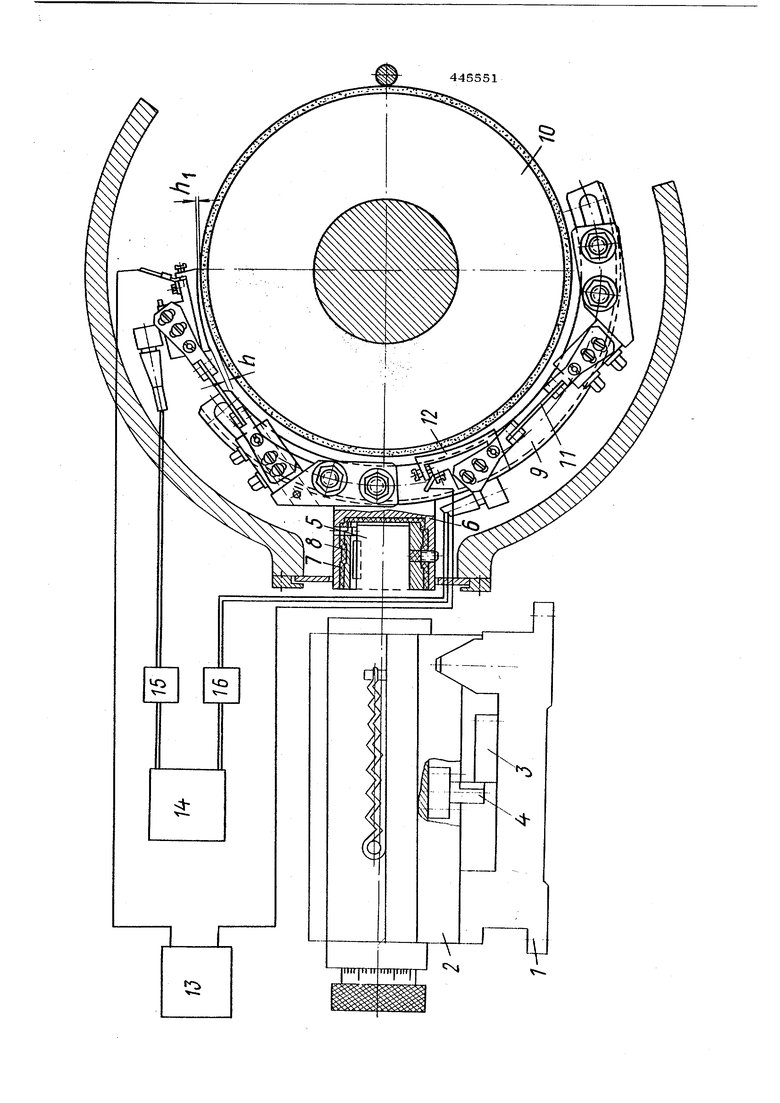
445551 с копирным роликом 4, жестко связанным : С пинопью 5. На пиноли неподвижно установлен стакан 6, состоящий из вкладыша 7, выполненного из токоизолирующего материала, и втулки 8. На стакане 6 жестко установлена державка 9, вьтолненная в виде скобы, охватывающей периферию шлифовального круга 10. На державке 9 винтами и гайками закреплены плоские пружины 11, на концах которых располо;жены правящие полые элекуроды 12 с перфорированной рабочей поверхностью, элект рически изолированные от скобы 9, Токоподвод к правящим электродам осу- ществляется от исто«шика 13 технологичес кого тока. Электролит от насосной станции 14 чер регулирующе контрольные устройства 15 и 16 поступает. в правящие электроды под избыточным давлением. При включении насосной системы электролит поступает в электроды 12 и через отверстия в их рабочей поверхности выходит в межэлектродный зазор. За счет избыточного давления происходит отжим элак-п родов от абразива несущей поверхностикруга, что предотвращает износ правящих электродов при вращении круга. При включении вращения круга возникает дополнительная подъемная гидродинамическая сила. Суммарное действие двух сил создает устойчивую подъемную силу, по; держивающую постоянный требуемый зазор, имеющий клинообразную форму, где f)b. При износе шлифовально1Х) круга первоначально заданный зазор будет сохраняться. Правка осуществляется при подаче на электроды постоянного или переменного напряжения, . Для обеспечения равномерного электрохимивеского растворения связки щлифовального круга 10 вдоль его образующей правящие электроды вместе с державкой 9, кареткой 2- и пинолью 5 совершают возвратно-поступательное перемещение вдоль оси 111лифовального круга, при которых обеспечивается с высокой точностью профиль на шлифовальном круге, заданный на копирной линейке 3. Предмет изобретения Устройство для электрохимической правки шлифовальных кругов на токопроводящей связке изолированными друг от друга электродами с подачей электролита в зону обр&. ботки, отличающееся тем что, с целью повышения качества правки вращающегося круга независимо от его износа за счет поддержания заданной ве/ш чины межэлектродного зазора, оно выполнено в виде скобы с эластичными ветвями, несущими электроды на рабочей поверхности которых вьшолнены перфорации, обеспечивающие поступление электролита под избыто ным давлением в зону правки.
| название | год | авторы | номер документа |
|---|---|---|---|
| Устройство для электрохимической правки шлифовальных кругов | 1980 |
|
SU1114509A1 |
| Способ электрохимической правки торцовых кругов на металлической связке | 1988 |
|
SU1547980A1 |
| Способ электрохимической абразивной обработки детали шлифовальным кругом на токопроводящей связке | 2024 |
|
RU2822156C1 |
| Способ абразивного электрохимического шлифования деталей из жаропрочных сплавов с управляемой периодической очисткой токопроводящего шлифовального круга | 2024 |
|
RU2833201C1 |
| Способ шлифования ферромагнитных материалов с поддержанием режущей способности круга | 1983 |
|
SU1087293A1 |
| МЕТОД АВТОМАТИЧЕСКОГО УПРАВЛЕНИЯ ПРОЦЕССОМ НЕПРЕРЫВНОЙ ЭЛЕКТРОХИМИЧЕСКОЙ ПРАВКИ КРУГА И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 2005 |
|
RU2304504C2 |
| Способ электрофизикохимической правки алмазных кругов | 1984 |
|
SU1255326A1 |
| Способ электрохимической правки шлифовальных кругов | 1984 |
|
SU1171242A1 |
| СПОСОБ АВТОМАТИЧЕСКОГО УПРАВЛЕНИЯ РЕЖУЩЕЙ СПОСОБНОСТЬЮ АБРАЗИВНОГО КРУГА НА ТОКОПРОВОДЯЩЕЙ СВЯЗКЕ | 2004 |
|
RU2268119C1 |
| СПОСОБ ЭЛЕКТРОАБРАЗИВНОЙ ОБРАБОТКИ ТОКОПРОВОДЯЩИМ КРУГОМ С ЕГО ОДНОВРЕМЕННОЙ ПРАВКОЙ | 2004 |
|
RU2268118C1 |