Изобретение относится к машиностроению, в частности к инструментальному производству, и может быть использовано при изготовлении и перетачивании червячных и дисковых острозаточенных фрез.
Цель изобретения - повышение точности получаемого профиля зуба фрезы за счет минимизации отклонения боковых режущих кромок зубьев инструмента с его исходной инструментальной поверхностью.
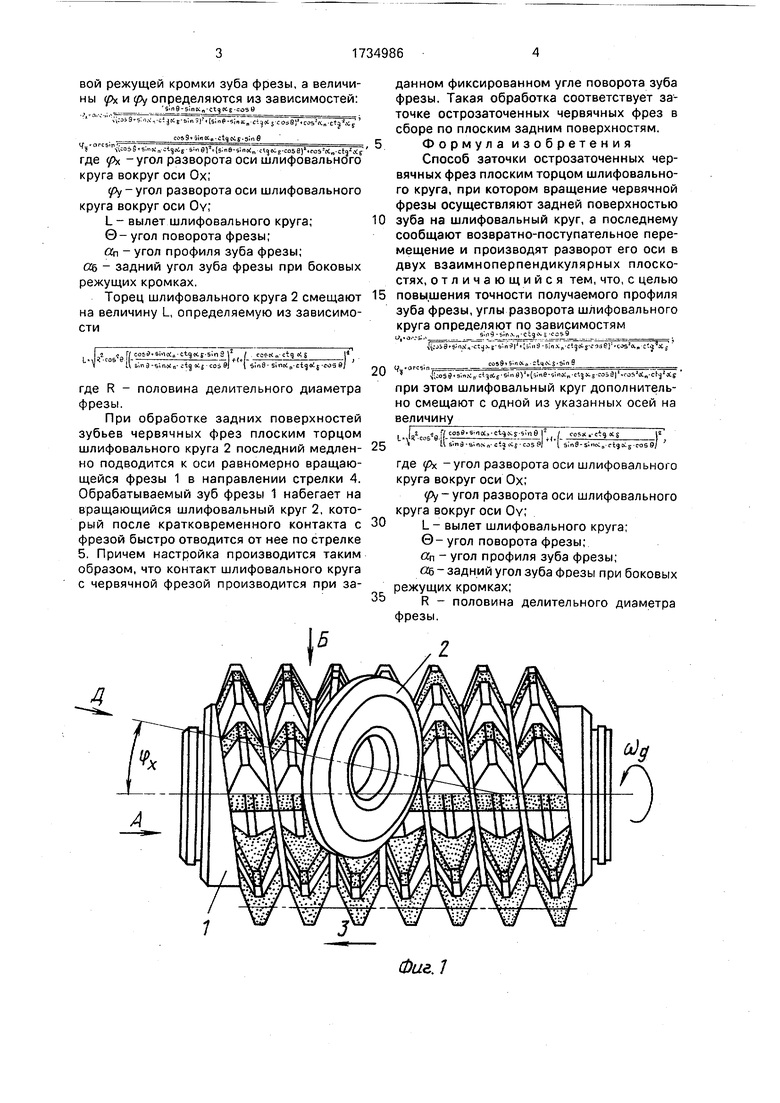
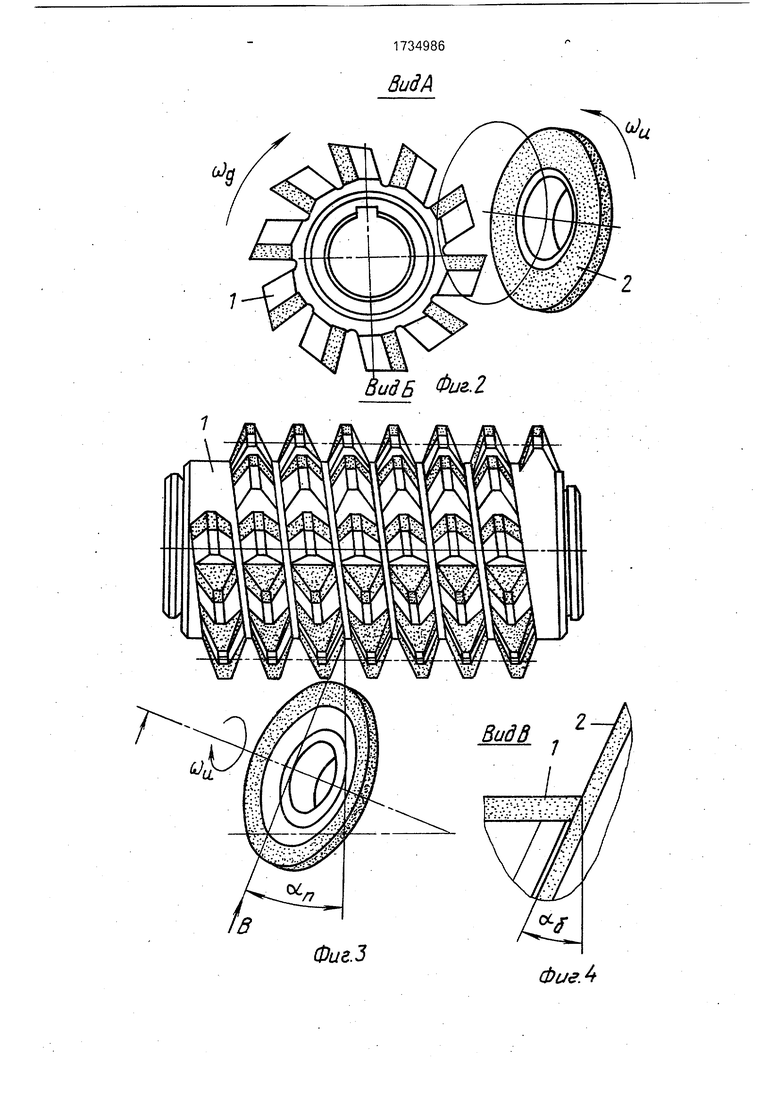
На фиг. 1 показана схема способа затачивания острозаточенных червячных фрез (червячных фрез с острозаточенными зубьями); на фиг. 2 - вид А на фиг. 1; на фиг. 3 - вид Б на фиг. 1; на фиг. 4- вид В на фиг. 3; на фиг. 5 - схема установки заточного круга;
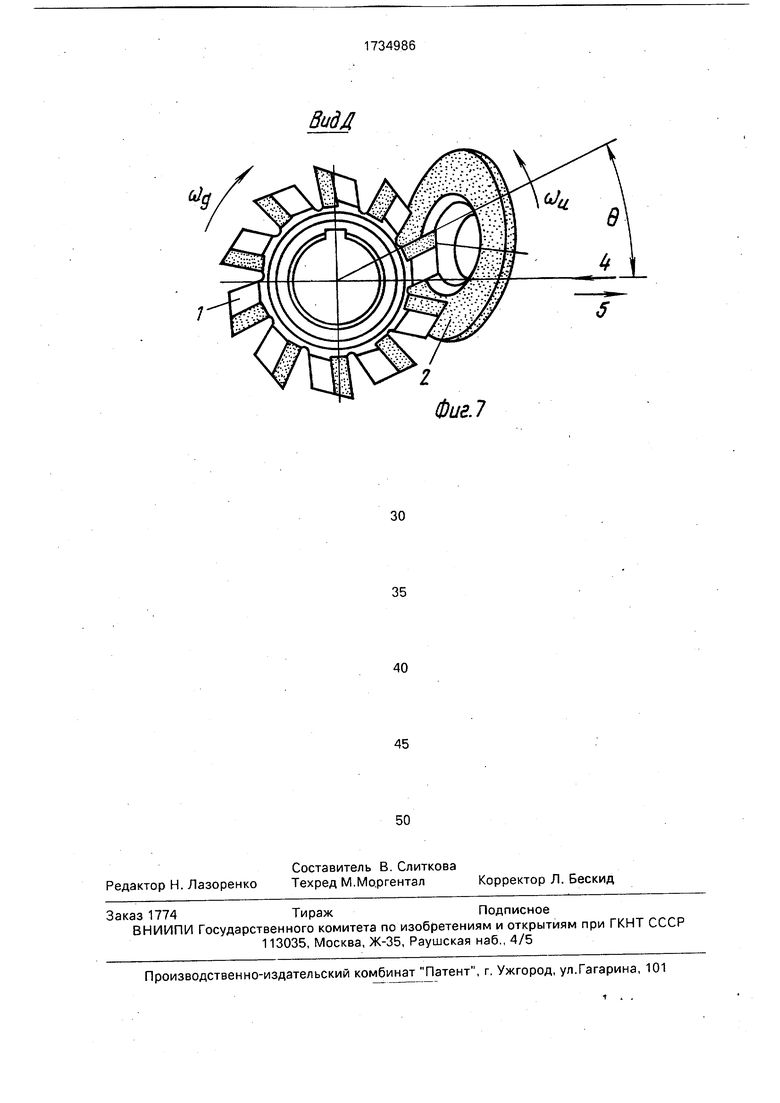
на фиг. 6 - вид Г на фиг. 5; на фиг. 7 - вид Д на фиг. 1.
Затачиваемую червячную фрезу 1 непрерывно вращают вокруг своей оси с угловой скоростью шя задней.поверхностью зубьев на шлифовальный круг 2. Заточку производят плоским торцем круга 2, которому сообщают вращение вокруг своей оси с угловой скоростью а)л и возвратно-поступательные движения вдоль оси фрезы по стрелке 3 на каждый проход обработки. Для обработки задних поверхностей зубьев червячных фрез шлифовальным кругом 2 его разворачивают в двух взаимно-перпендикулярных плоскостях вокруг осей Ох Ох и OY OY на величину угла и у, причем последний разворот осуществляется вокруг бокоVI
OJ
о
00
о
вой режущей кромки зуба фрезы, а величины определяются из зависимостей:
S-nQ-Sinp.n-ctqKE-cosl
;;.-зз8-5лл, cf jKr l -Csine- joT cij «..coA,, c j «7
iQsgtjinl&n-ctqMs.ginQ
u arcs;
41 053 5 .nKn;ij.is 5 nel t(5 n8-s;nKn ctJKfCosei ros rtn-ctj tfE
где (fa -угол разворота оси шлифовального круга вокруг оси Ох;
(ft - угол разворота оси шлифовального круга вокруг оси OY;
L- вылет шлифовального круга;
0- угол поворота фрезы;
On - угол профиля зуба фрезы; ОБ - задний угол зуба фрезы при боковых режущих кромках.
Торец шлифовального круга 2 смещают на величину L, определяемую из зависимости
0
5
данном фиксированном угле поворота зуба фрезы. Такая обработка соответствует заточке острозаточенных червячных фрез в сборе по плоским задним поверхностям. Формула изобретения Способ заточки острозаточенных червячных фрез плоским торцом шлифовального круга, при котором вращение червячной фрезы осуществляют задней поверхностью зуба на шлифовальный круг, а последнему сообщают возвратно-поступательное перемещение и производят разворот его оси в двух взаимноперпендикулярных плоскостях, отличающийся тем, что, с целью повышения точности получаемого профиля зуба фрезы, углы разворота шлифовального круга определяют по зависимостям
-.п9-йпл.„-С19«-«-«59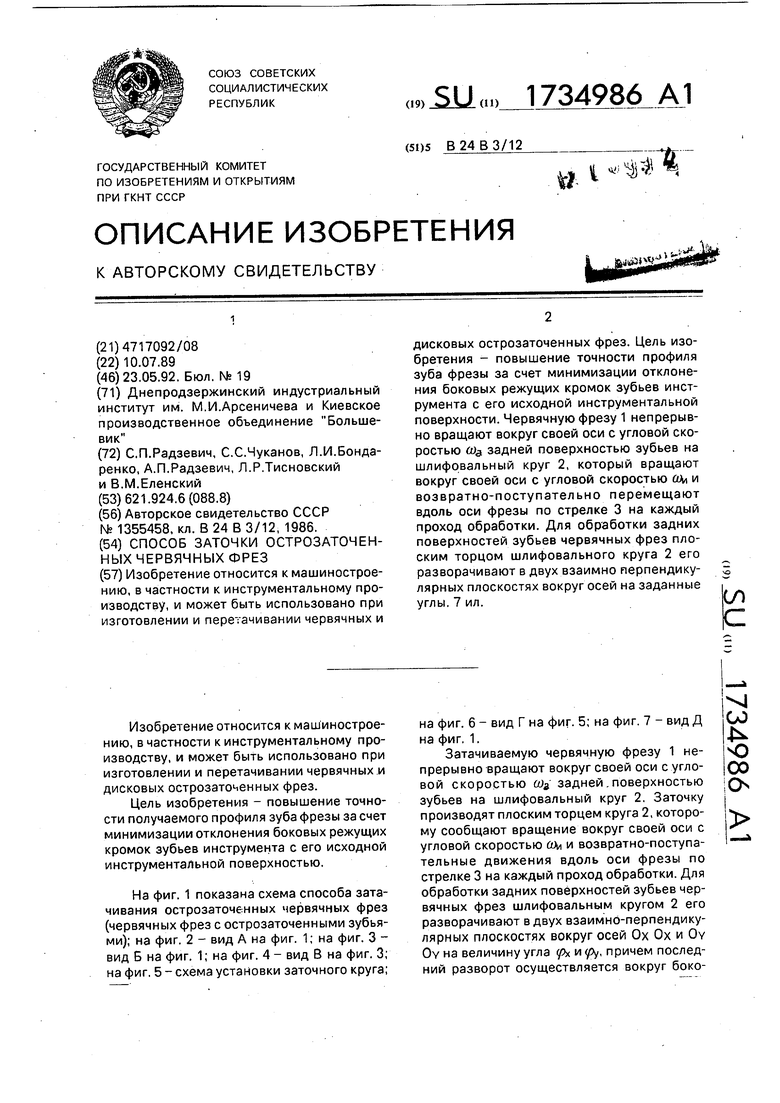
| название | год | авторы | номер документа |
|---|---|---|---|
| Способ заточки червячных фрез | 1980 |
|
SU1087309A1 |
| Способ заточки фрез | 1980 |
|
SU975339A1 |
| Способ затылования червячных фрез | 1986 |
|
SU1335425A1 |
| Способ затылования червячной фрезы | 1989 |
|
SU1743810A1 |
| Способ точения | 1984 |
|
SU1232375A2 |
| Способ затылования фрез | 1979 |
|
SU848290A1 |
| Способ контроля сложных профилей зубьев | 1982 |
|
SU1106977A1 |
| Способ затылования червячной фрезы | 1984 |
|
SU1196232A2 |
| Червячная фреза | 1983 |
|
SU1134318A2 |
| Способ точения | 1984 |
|
SU1171210A1 |
Изобретение относится к машиностроению, в частности к инструментальному производству, и может быть использовано при изготовлении и перетачивании червячных и дисковых острозаточенных фрез. Цель изобретения - повышение точности профиля зуба фрезы за счет минимизации отклонения боковых режущих кромок зубьев инструмента с его исходной инструментальной поверхности. Червячную фрезу 1 непрерывно вращают вокруг своей оси с угловой скоростью ша задней поверхностью зубьев на шлифовальный круг 2, который вращают вокруг своей оси с угловой скоростью Шм и возвратно-поступательно перемещают вдоль оси фрезы по стрелке 3 на каждый проход обработки. Для обработки задних поверхностей зубьев червячных фрез плоским торцом шлифовального круга 2 его разворачивают в двух взаимно перпендикулярных плоскостях вокруг осей на заданные углы. 7 ил. со
со г Г/ СЦ Г5 П8 Г (|f соЖо tt ettI
l s .na-slnoln-ctj Kj coi9j { sine- siiutn-etfetf -cos fl/
где R - половина делительного диаметра фрезы.
При обработке задних поверхностей зубьев червячных фрез плоским торцом шлифовального круга 2 последний медленно подводится к оси равномерно вращающейся фрезы 1 в направлении стрелки 4. Обрабатываемый зуб фрезы 1 набегает на вращающийся шлифовальный круг 2, который после кратковременного контакта с фрезой быстро отводится от нее по стрелке 5. Причем настройка производится таким образом, что контакт шлифовального круга с червячной фрезой производится при заПйТа
Ji«39 s ni, ctjxf6;o5i1« 5;n9-5:ox1, ctj j «ae) c« ft.
ч ,„ g gl| -S-s-.
-(UOSS a.n.v, (5;пе-5 поЈ„ c .JXs .ro5 i Cn-clj :s
при этом шлифовальный круг дополнительно смещают с одной из указанных осей на величину
hl чп Г/ со5Э 5-пос-,-сЦху sm
L.,|R cos ejСО Х «-ctq OtJ
,(. I
It s in9-s;nc n- ciq 9 T { ,, CQ69/
где р -угол разворота оси шлифовального круга вокруг оси Ох;
у -угол разворота оси шлифовального круга вокруг оси OY;
L - вылет шлифовального круга;
Э- угол поворота фрезы;
On - угол профиля зуба фрезы;
«б - задний угол зуба фрезы при боковых режущих кромках;
R - половина делительного диаметра фрезы.
Фиг. 1
Й/г-J
В ид Б fo 2
7
1{:-.:: «У.-:«.;:-Л
ir;;-v.-.-Ч.-.:;.-.- -.г.
986Ш.1
ЗидД
Фиг.7
| Способ затылования червячной фрезы | 1986 |
|
SU1355458A1 |
| Пишущая машина для тюркско-арабского шрифта | 1922 |
|
SU24A1 |
