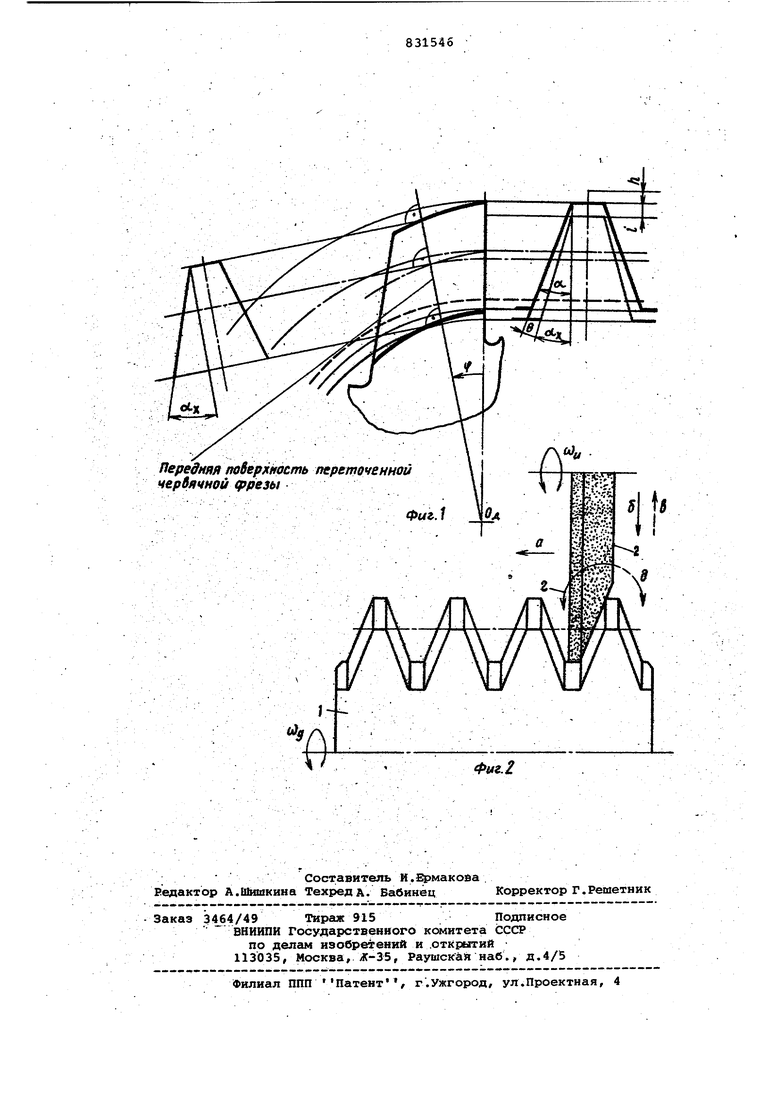
(54) СПОСОБ ЗАТЬШОВАНИЯ ЧЕРВЯЧНОЙ ФРЕЗЫ Заготовку червяч«ой фрезы 1 и шлифовальный круг 2 вращают и перемещают относительно друг друга параллельно оси заготовки в направлении стрелки а. Вращение детали согласовывают с перемещением, параллельным ее оси, шпифбвальиетйу кругу 2 задают затыло.вочное движение, состоящее из радиального перемещения по стрелке б и поворота на угол в по стрелке г относительно оси, параллельной оси ,фрезы и отстоящей от ее наружного диаметра на расстоянии h. Движения шпифовашьного круга 2 в направлениях, обозначенных стрелками в и д служат для его отвода. Обработка по указанному способу позволяет получит основной шаг инструмента неизмен ньам при переточках червячных фрез, что дает возможность увеличить:срок службы инструмента. Формула изобретения Способ затылования червячной фрезы , при . которс 4 заготовку червячной фрезы и шлифовальный круг вращают и согласованно;перемещают друг относительно друга в продольнеж параллельно оси заготовки и радиальном направлениях, отличающийся .. тем, что, с целью увеличения срока службы фрезы, 1Ш1ифовальному кругу сообщают дополнительное возвратнопора ло но а ст в в e С п 30 в М оротное движение на угол & , ный разности между значениями угпрофиля производящего контура ой червячной фрезы и переточенной, сь поворота располага1ют на расянии, большем высота зуба фрезы на ичину h, причем значения величин h находят из зависимости d.-arccos rCg: 1|5| З А } , . со« .gtgcCK+t mC ct - 1,25m), tga. -tgotx «t. - угол профиля производящего, контура новой червячной Фрейы;. d - делительный диаметр червячной фрезы;. га - модуль фрезы в .нормальном сечении; Z - число заходов; Ъ - величина уменьшения длины межосевого перпендикуляра; Л угол отклон ени я угла произ водящего контура червячной .фрезы. Источники информации, . ин ятые во внимание пр:И экспертизе 1. Семенченко И .И. и Др. Проектироние металлорежущих инструментов. , Машгиз, 1962, рис.422. Передняя поВер;(ность переточенной чербячнои (ррезм Фиг. 2

| название | год | авторы | номер документа |
|---|---|---|---|
| Способ затылования червячной фрезы | 1984 |
|
SU1196232A2 |
| Способ затылования конических червячных фрез | 1980 |
|
SU965728A1 |
| СПОСОБ НЕПРЕРЫВНОГО ИЗГОТОВЛЕНИЯ ПЛОСКИХ ЗУБЧАТЫХ КОЛЕС | 2011 |
|
RU2518818C2 |
| СПОСОБ ФОРМООБРАЗОВАНИЯ ЗАДНЕЙ ПОВЕРХНОСТИ ЗУБЬЕВ РЕЗЬБОВЫХ ФРЕЗ | 2020 |
|
RU2732871C1 |
| Способ затылования червячных фрез | 1980 |
|
SU1009721A1 |
| Способ затылования червячной фрезы | 1989 |
|
SU1743810A1 |
| Способ заточки червячных фрез | 1980 |
|
SU1087309A1 |
| Способ шлифования конических колес со спиральными зубцами | 1937 |
|
SU54158A1 |
| УСТРОЙСТВО ДЛЯ ОБРАБОТКИ КОЛЬЦЕВЫХ КАНАВОК ПЕРЕМЕННОГО ПРОФИЛЯ | 2001 |
|
RU2202460C2 |
| ЧЕРВЯЧНЫЙ ИНСТРУМЕНТ, СПОСОБ ЕГО ИЗГОТОВЛЕНИЯ, ОБОРУДОВАНИЕ ДЛЯ ЕГО ИЗГОТОВЛЕНИЯ И ЭКСПЛУАТАЦИИ | 1998 |
|
RU2169061C2 |