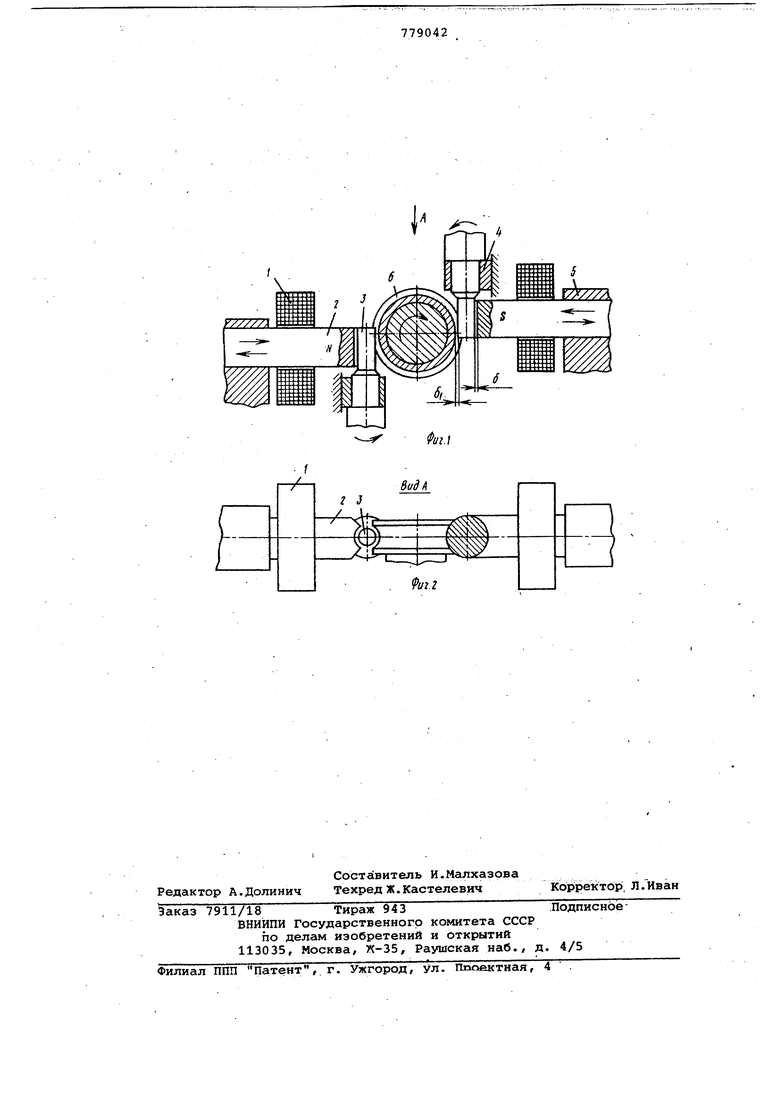
Изобретение относится к чистовой )бработке наружных поверхностей тел фащения с криволинейной образующей ферроабразивкым порошком в магнитном поле и может быть использовано в машиностроении на финишных операциях. Известно устройство для магнитноабразивной обработки наружных поверх ностей тел вращения фасонного профиля , ферроабразивным порошком в магнитном поле, содержащее намагничивающие катушки, сердечники с полюсными наконечниками, расположенными с. взаимным смещением в направлении, проти воположном направлению вращения, и механизм привода вращения изделия Расстояние между противоположными ст ронами рабочих поверхностей сердечни ков и их высоту определяют из соотно шения: ,1,...,0,3). D (), где А - расстояние между противополо жными сторонами рабочих поверхностей сердечников;. Н - высота сердечника D - диг1метр обрабатываемого изизделия. Однако известное устройство не позволяет получить точный криволинеП ный профиль постоянного радиуса кривизны и равномерную шероховатость, так как осциллирующее движение, сообщаемое обрабатываемому изделию или nojiipcHHNi наконечникам в направлении оси вращения йздели я приводит к непрерывному изменению рабочего зазора на всех участках профиля. Колебание рабочего зазора вызывает неравномерное распределение магнитного потока в неМ, следовательно, съем металла и шероховатость поверхности не одинаковы по всему профилю. Нарушается точность профиля. Цель изобретения - повышение точности обработки и получение равномерной шероховатости. Указанная цель достигается тем, что полюсные наконечники установлены с возможностью вращения вокруг оси, перпендикулярной оси сердечника, при этом между ними и поверхностью сердечников выдержан зазор, равный рабо-. чему зазору. На фиг. 1 показан общий вид устройства в разрезе; на фиг. 2 - вид А на фиг. 1. -, Электромагнитная система устройства состоит из намагничивающих катушек 1, сердечников 2 с лолюсными наконечниками 3, выполненными в виде цилиндрических стержней. Полюсные наконечники 3 установлены по отношению к поверхности сердечников 2 с воздушным зазором (f , равным рабочему зазору f, . Равенство зазоров (Р и d, обес печивает равенство сил магнитного притяжения полюсных наконечников 3 к обрабатываемой поверхности и поверхности сердечников 2. Полюсные наконеч ники 3 закреплены в опорах 4 и снабжены приводом вращения (на чертеже не показано). Сердечники 2 установлены в направляющих 5 и имеют установочное Перемещение вместе с полюсными наконечниками 3 для замены обрабатываемого изделия 6. Вращение изделия 6 осушествляют от отдельного привода (на Чёртёже не показано). Ось вращения по люсных наконечников 3 перпендикулярна 16йй с ё рдёчника, что дает возможность сконЦентрировать магнитное поле в кой части рабочего зазора , т. е. зоне удержания ферроабразивного порошка, а-также получить равномерный рабочий зазор. Устройство работает следующим образом. Обрабатываемому изделию 6 сообщают врашеййё в направлении, противополож и6W смещению полюсных наконечников 3. Полюсные наконечники 3 вращают в про тйвоположнокдруг другу направлении; Магнитный поток, создаваемый намагничивающими катушками 1, замыкается между сердечниками 2 через зазоры Т и сЯ, , вращающиеся полюсные наконечники 3 и обрабатываемое изделие 6. В процессе обработки рабочий зазор «.( сох райяётся постоянным -на всех участках обрабатываемого, П:рофиля. Это обес Шч1иваёт - рав-НбйёрнШ -раСпределение магнитного поля в рабочих зйзорах, а; : ледс5вател6но, и равномерное распределение ФерроабраэйвногЬ п1э|эЬШка, поэтому съем металла и шероховатость поверхностк на всех участках профиля равны. Равномерный съём металла обес/п-ечивает получение точного криволинейного профиля: постоянного радиуса кривизны --- . ---.-. Для сравнения проводят обработку бёговыХДорожек внутренних колец шари коподшипников 209. Исходная шеро XOSaToctb поверхностей после шлифованйя сбЪ вётствует высоте микронеровностей по параметру 0 ,50. . .0,60 мкм. Обрабатывают две партии деталей по 20 колец в каждой партии. Приобработке первой партии деталей на предлагаемом устройстве на всех участках профиля получают высоту микронеровностей по параметру 0,050,.. .,0,060 мкм. Радиус профиля беговых дорожек находитсяв пределах допуска TR 6,54+0,080 мм, указанного в технических требованиях на изготЪвление внутренних колец шарикопод . шипников № 209. Обработка второй партии колец на известном устройстве обеспечивает получение шероховатости поверхности в пределах 0,16... 0,060, т. е. в пределах двух классов шероховатости по параметру Кд. На всех кольцах наблюдается разбивка профиля беговых дорожек. В отдельных месугах профиля радиус выходит за пределы допуска }i соответствует 11. 6,54+0,090 мм, что является недопустимым. Таким образом, применение предлагаемого устройства позволяет повысить точность обработки криволинейного профиля постоянного радиуса кривизны и получить равномерную - в пределах одного класса - шероховатость поверхности. Формула изобретения Устройство для магнитно-абразивной обработки наружных поверхностей тел вращения с криволинейной образующей постоянного радиуса, содержащее намагничивающие катушки, сердечники с полюсными наконечниками, расположенные с взаимным смещением в направлении, противоположном .направлению вращения, и механизм привода вращения изделия, отличающееся тем, что с целью повышения точнйсти обработки и получения равномерной шероховатости полюсные наконечники установлены с возможностью вращения вокруг оси, перпендикулярной оси сердечников при этом между ними и повер: ностями сердечников выдержан зазор, равный рабочему зазору. Источни1 и информации. принятые во внимание при экспертизе 1. Авторское свидетельство СССР, № 2626438/25-08, кл. В 24 В 31/10, 12.06.78.
| название | год | авторы | номер документа |
|---|---|---|---|
| Головка для обработки поверхностей вращения с криволинейной образующей ферроабразивным порошком | 1982 |
|
SU1041272A1 |
| Устройство для магнито-абразивной обработки | 1978 |
|
SU764954A1 |
| Способ односторонней магнитно-абразивной обработки поверхностей и устройство для его осуществления | 1987 |
|
SU1437197A1 |
| Способ магнитно-абразивной обработки цилиндрических отверстий | 1984 |
|
SU1255403A1 |
| Устройство для магнитно-абразивной обработки | 1979 |
|
SU859126A1 |
| СПОСОБ АНОДНОГО МАГНИТОАБРАЗИВНОГО ПОЛИРОВАНИЯ НЕМАГНИТНЫХ ТРУБЧАТЫХ ИЗДЕЛИЙ | 2022 |
|
RU2779560C1 |
| Способ магнитно-абразивной обработки кромок деталей | 1984 |
|
SU1284799A1 |
| Способ магнитно-абразивной обработки | 1977 |
|
SU992173A1 |
| Способ магнитно-абразивной обработки | 1988 |
|
SU1585124A1 |
| Устройство для магнитно-абразивной обработки | 1978 |
|
SU666060A1 |