Изобретение относится к обработке металлов давлением и может быть использовано в кузнечных цехах, изготавливающих поковки для деталей буровых замков.
Цель изобретения - повыщение производительности устройства.
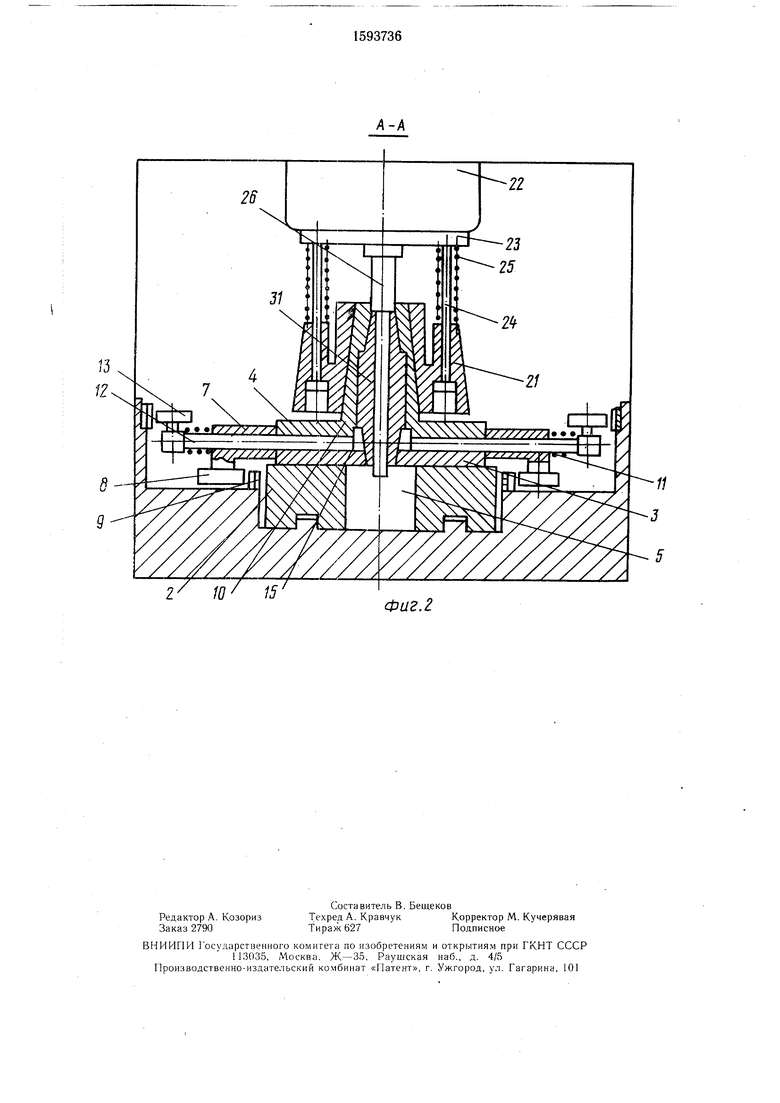
На фиг. 1 представлено устройство, общий вид; на фиг. 2 - разрез А-А на фиг. 1.
Устройство для изготовления поковок деталей буровых замков включает гидравлический пресс 1 с выкатиым столом 2, на противополж«ых концах которого на направляющих 3, выполненных перпендикулярно направлению перемещения, с возможностью свободного перемещения установлены по две с вертикальным разъемом полуматрицы 4 соосно и симметричио отно- сител№0 провальных отверстий 5, имеющихся на обоих конуах стола 2.
На наружных боковых стенках 6 полуматриц 4, расположенных параллельно направлению движения стола 2, закреплены
полые кронштейны 7 с роликами 8. Ро лики 8 контактируют с неподвижно установленными вдоль всего интервала движения стола 2, по обе его стороны копирами 9. Внутри полых кронштейнов 7 и далее в продолжении каналов 10, выполненных в полуматрицах 4, свободно подпружинено пружинами 11 установлены выталкиватели 12 с роликами 13. Послед- иие в местах сброса готовой поковки контактируют с односторонними поворотными копирами 14. На остальном интервале движения стола ролики 13 с копиром не контактируют и выталкиватели 12 под действием пружин 11 прижимаются выступающими торцами 15 к соответствующим внутренним торцам полуматриц 4. Ролики 8 контактируют с односторонними поворотными копирами 16, устаиовленными в местах 17 сброса готовых поковок и с копирами 9 в местах 18 загрузки. В местах 17 сброса под действием копиров 16 полуматрицы 4 развосл
CD 00 1
оо
05
дятся максимально, а в местах загрузки п:олуматрицы 4 разводятся минимально от выступов 19 на копирах 9 для повышения надежности загрузки нагретыми заготовками. Полуматрицы 4 стяиуты между собой пру- я-синами 20. На всех остальных интервалах ° движения стола 2 между роликами 8 и копиром 9 соблюдается небольшой зазор, обес- йечивающий возможность беспрепятственного смыкания полуматриц и центральное
После хода ползуна вверх стол 2 перемещается вправо. При этом полуматрицы 4, в которых находится поковка 31, разводятся в месте расположения поворотных коти- ров 16 и в этот момент от копиров 14 срабатывают выталкиватели 12, сжимая при этом пружины 11.
Поковка 31, имеющая в этот момент температуру свыше 800°С, проваливается через отверстие 5 в столе 2 на приемв ыставление сомкнутой матрицы при опус- 10 ник горячих поковок и проталкивается в на нее обоймы 21, которую креп5гг одну из индукционно-изотермических отжига- к ползуну 22 пресса 1 через плиту 23 на ко- л онках 24. На последних расположены пружины 25.
тельных печей 28, где она вначале догре- вается, затем выдерживается при постоянной температуре, а после этого встужает- f. ся с заданной скоростью. Далее в процессе движения стола матрица, освобожденная от поковки, подходит под позицию загрузки и несколько разводит полуматрицы. Вторая матрица с загруженной нагретой заготовкой в этот момент подходит под
тельных печей 28, где она вна вается, затем выдерживается п ной температуре, а после этог f. ся с заданной скоростью. Дале се движения стола матрица, ная от поковки, подходит под грузки и несколько разводит п Вторая матрица с загруженно заготовкой в этот момент по
Наружная поверхность матрицы имеет тот же уклон (6°), что и отверстие в обойме 21. Пружины 25 необходимы для уве- Личения усилий прижатия обоймы 21 к матрице. Центрально относительно обоймы 21 э|акреплен пуансон 26 на плите 23. К прес- 20 пуансон 26 и цикл повторяется. dy 1 симметрично справа и слева сты- Нуются кузнечно-индукционные нагреватели 27 и индукционно-изотермические отжига- т|ельные печи 28. Кузнечно-индукционные нагреватели 27 стыкуются с механизмами к 29 загрузки матриц нагретыми заготовками 30.
Формула изобретени
Устройство для изготовлен преимущественно для деталей б ков, содержащее верхнюю пли соном и обоймой, матрицу с ным разъемом и выталкивате щенным на вьщвижном столе п зициями загрузки заготовок
Устройство работает следующим образом. Когда одна из двух матриц находитУстройство для изготовления поковок преимущественно для деталей буровых замков, содержащее верхнюю плиту с пуансоном и обоймой, матрицу с вертикальным разъемом и выталкивателем, разме- щенным на вьщвижном столе пресса с позициями загрузки заготовок и выгрузки
(|я центрально под пуансоном 26 и обоймой 21 зо поковок, отличающееся тем, что, с целью
Другая также центрально располагается под механизмом 29 загрузки. В первой матрице полуматрицы сжаты пружинами 20 и в ней уже находится нагретая до 1200°С заготовка 0. Ролики 8 и 13 не контактируют с коповышения производительности, оно снабжено дополнительными выталкивателем и матрицей, стол выполнен с двумя провальными отверстиями в зоне выгрузки деталей и снабжен четырьмя парами поворотпирами 9 и 14. Во второй матрице полумат- 35 копиров, размещенных на взаимопер- рицы минимально разведены, т. е. ролики 8пендикулярных поверхностях стола в зоне его
iioHTактируют с выступами 19 копиров 9 ипровальных окон, двумя парами неподвижвторая матрица готова принять нагретуюных копиров на позиции загрузки устройстэаготовку из механизма 29 загрузки.
Далее следует рабочий ход ползуна 22. При ходе ползуна 22 вниз вместе с ним опускаются плита 23, колонки 24 и пуансон 26. До подхода утолщенной части пуансона обойма 21 опускается на коническую поверхность полуматриц 4, сжилтает их своим
ва, а также направляющими, установленными перпендикулярно направлению перемещения стола, полуматрицы каждой матрицы размещены на направляющих, подпружинены между собой и снабжены полыми кронштейнами с роликами, установленными с возможностью взаимодействия с пововесом и усилием пружин 25. Пуансон 2645 и неподвижными копирами, выгалосаживает горячую заготовку и формуеткиватели размещены в полостях упомянутых
поковку 31. Одновременно во вторую мат-кронштейнов, подпружинены относительно
рицу из механизма 29 загрузки выдаетсяних упругими элементами и снабжены роочередная нагретая трубная заготовка 30. При ходе ползуна 22 пуансон высвобожликами со стороны указанных упругих элементов, установленными с возможностью
дается из поковки 31 и обойма 21 разъеди- 50 взаимодействия с поворотными копирами ияется от полуматриц 4.
стола.
После хода ползуна вверх стол 2 перемещается вправо. При этом полуматрицы 4, в которых находится поковка 31, разводятся в месте расположения поворотных коти- ров 16 и в этот момент от копиров 14 срабатывают выталкиватели 12, сжимая при этом пружины 11.
Поковка 31, имеющая в этот момент температуру свыше 800°С, проваливается через отверстие 5 в столе 2 на прием ник горячих поковок и проталкивается в одну из индукционно-изотермических отжига-
ник горячих поковок и проталкивается в одну из индукционно-изотермических отжига-
тельных печей 28, где она вначале догре- вается, затем выдерживается при постоянной температуре, а после этого встужает- ся с заданной скоростью. Далее в процессе движения стола матрица, освобожденная от поковки, подходит под позицию загрузки и несколько разводит полуматрицы. Вторая матрица с загруженной нагретой заготовкой в этот момент подходит под
пуансон 26 и цикл повторяется.
и цикл повторяется.
Формула изобретения
пуансон 26 и цикл повторяется.
Устройство для изготовления поковок преимущественно для деталей буровых замков, содержащее верхнюю плиту с пуансоном и обоймой, матрицу с вертикальным разъемом и выталкивателем, разме- щенным на вьщвижном столе пресса с позициями загрузки заготовок и выгрузки
поковок, отличающееся тем, что, с целью
повышения производительности, оно снабжено дополнительными выталкивателем и матрицей, стол выполнен с двумя провальными отверстиями в зоне выгрузки деталей и снабжен четырьмя парами поворотных копиров на позиции загрузки устройства, а также направляющими, установленными перпендикулярно направлению перемещения стола, полуматрицы каждой матрицы размещены на направляющих, подпружинены между собой и снабжены полыми кронштейнами с роликами, установленными с возможностью взаимодействия с повоних упругими элементами и снабжены роликами со стороны указанных упругих элементов, установленными с возможностью
взаимо
стола.
.
-4Р Е
- -
- л
:те--л-11-гггг :г. - Т--
.
Г
V/
/7
rV
Л
}-/
18
29
14
28
.27 30
/
Фиг.1
2 W 15
Фиг. 2

| название | год | авторы | номер документа |
|---|---|---|---|
| Пресс-автомат | 1977 |
|
SU703205A1 |
| Автоматизированный агрегат для горячей штамповки | 1978 |
|
SU904860A1 |
| Ковочный пакет для горячей безоблойной штамповки | 1986 |
|
SU1433619A1 |
| Устройство для закрытой объемной штамповки | 1982 |
|
SU1044403A1 |
| УСТРОЙСТВО ДЛЯ ИЗВЛЕЧЕНИЯ ЗАГОТОВОК ИЗ ШТАМПОВ РАДИАЛЬНОЙ ШТАМПОВКИ | 1974 |
|
SU440200A1 |
| Штамп для безоблойной штамповки | 1981 |
|
SU1038046A1 |
| Устройство для изготовления полых деталей с ответвлениями | 1984 |
|
SU1194528A1 |
| Штамп для безоблойной штамповки | 1985 |
|
SU1299695A2 |
| Штамп для изотермической штамповки | 1986 |
|
SU1500428A1 |
| Штамп для изготовления полых поковок с боковыми отростками | 1988 |
|
SU1586844A1 |

Изобретение относится к обработке металлов давлением, в частности к устройствам для изготовления поковок деталей буровых замков. Цель изобретения - повышение производительности. Устройство содержит верхнюю плиту с пуансоном и обоймой, матрицы с вертикальным разъемом и подпружиненными полуматрицами, полые кронштейны с роликами и выталкивателями с роликами, размещенные в кронштейнах, выдвижной стол с провальными окнами и копирами на позициях загрузки заготовок и выгрузки поковок. При опускании верхней плиты обойма смыкает полуматрицы, пуансон деформирует заготовку. При этом очередная заготовка загружается в другую матрицу и при перемещении стола готовая поковка удаляется через провальное окно стола, а очередная заготовка размещается на рабочей позиции обработки. 2 ил.
| Охрименко Я | |||
| М | |||
| Технология кузнечно- штамповочного производства | |||
| М.: Машиностроение, 1976, с | |||
| РУЧКА С РЕЗЕРВУАРОМ ДЛЯ ЧЕРНИЛ | 1922 |
|
SU402A1 |
