Изобретение относится к промышленности керамических материалов и может быть использовано в производстве изоляторов свечей зажигания и других деталей сложной формы из термопластичных шликеров.
Цель изобретения - улучшение качества отливки.
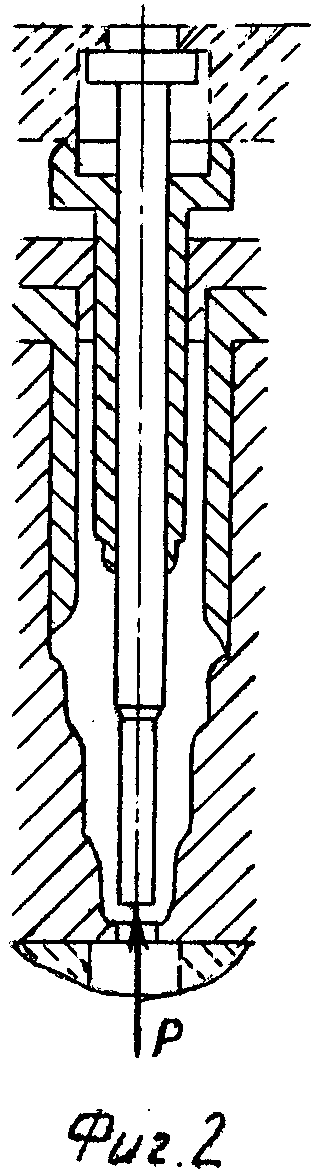
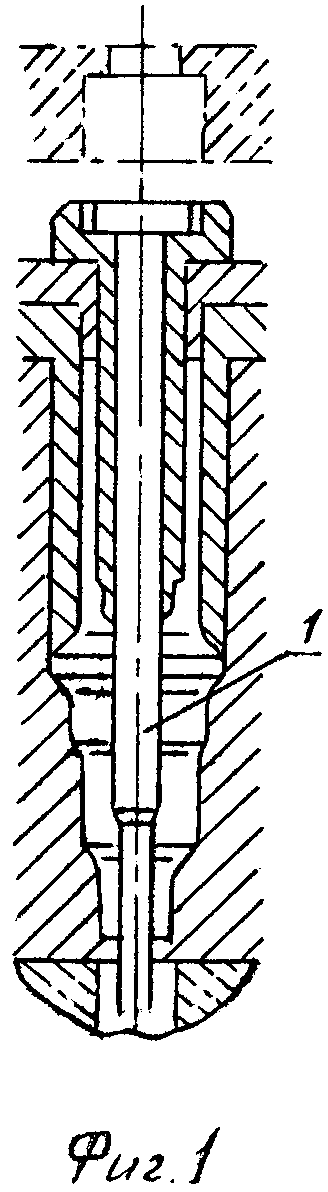
На фиг. 1 изображен свободно размещенный в пустой форме знак, перекрывающий литниковое отверстие; на фиг. 2 - перемещение знака под давлением поступающего через литниковый канал шликера; на фиг. 3 - введение знака в литниковый канал и срезка литника с прекращением поступления в форму шликера; на фиг. 4 - принудительное перемещение знака для подпитывания кристаллизующейся вокруг него отливки.
Способ осуществляется следующим образом.
В пустую форму и литниковое отверстие предварительно вводят знак 1, который свободно устанавливают в форме.
Свободно установленный в форме знак 1 перемещают давлением шликера вверх, открывая доступ шликеру в форму, причем своим весом знак давит на поступающий в форму шликер и препятствует расширению потока шликера, устраняя таким образом загазовывание шликера в форме.
После заполнения формы шликером без снятия давления со стороны литника к знаку прилагают давление и осуществляют перемещение знака к литниковому отверстию, производят срезку литника и дозировку шликера в форме за счет создания хотя бы одной емкости 2 с расплавом шликера для подпитки отливки в процессе ее кристаллизации.
Затем осуществляют процесс кристаллизации отливки под давлением, которое создают перемещением знака, при этом шликер из емкости 2 переходит в тело отливки, а перемещение знака прекращают после оформления внутренних поверхностей в отливке требуемых размеров. После этого извлекают отливку из формы.
Знак и детали формы перед заполнением ее шликером и в момент извлечения отливки из формы должны иметь температуру не ниже 26-40oC во избежание возникновения концентрации напряжений в отливке, так как при этой температуре шликер находится еще в упруго-вязком состоянии.
(56) Автоpское свидетельство СССР N 358168, кл. B 28 B 1/24, 1971.
| название | год | авторы | номер документа |
|---|---|---|---|
| ЛИТЬЕВАЯ ФОРМА | 1997 |
|
RU2131807C1 |
| Форма для горячего литья керамических изделий | 1984 |
|
SU1201133A1 |
| Форма для литья под давлением | 1979 |
|
SU850383A1 |
| Установка для литья керамических изделий | 1979 |
|
SU850382A1 |
| БИБЛИОТЕКА |С. И. Мишкинд | 1972 |
|
SU358168A1 |
| Способ изготовления керамическихиздЕлий | 1978 |
|
SU793957A1 |
| УСТРОЙСТВО И КЕРАМИЧЕСКАЯ ОБОЛОЧКА ДЛЯ ПОЛУЧЕНИЯ ОТЛИВОК С МОНОКРИСТАЛЛИЧЕСКОЙ И НАПРАВЛЕННОЙ СТРУКТУРОЙ | 2015 |
|
RU2597491C2 |
| УСТРОЙСТВО для ФОРМОВАНИЯ ИЗДЕЛИЙ | 1965 |
|
SU172669A1 |
| УСТРОЙСТВО ДЛЯ ИЗГОТОВЛЕНИЯ МОДЕЛЕЙ ПОРШНЯ | 2009 |
|
RU2513672C2 |
| УСТРОЙСТВО ДЛЯ ФОРМОВАНИЯ КЕРАМИЧЕСКИХ ИЗДЕЛИЙ ИЗ ВОДНЫХ ШЛИКЕРОВ | 2004 |
|
RU2257293C1 |

Изобретение относится к промышленности керамических материалов и может быть использовано в производстве изоляторов свечей зажигания методом литья под давлением термопластичных шликеров. Цель изобретения - улучшение качества отливки. Предлагаемый способ включает заполнение полости формы подачей шликера снизу вверх через литниковое отверстие, введение в него знака 1 и срезку литника, кристаллизацию отливки и подпитывание ее. Отличительной особенностью способа является то, что знак 1 размещают в полости формы с перекрытием литникового отверстия до заполнения ее шликером, а подпитывание отливки осуществляют принудительным перемещением знака в направлении литникового отверстия, при этом шликер из емкости 2, образованной уступами знака, переходит в тело отливки. 4 ил.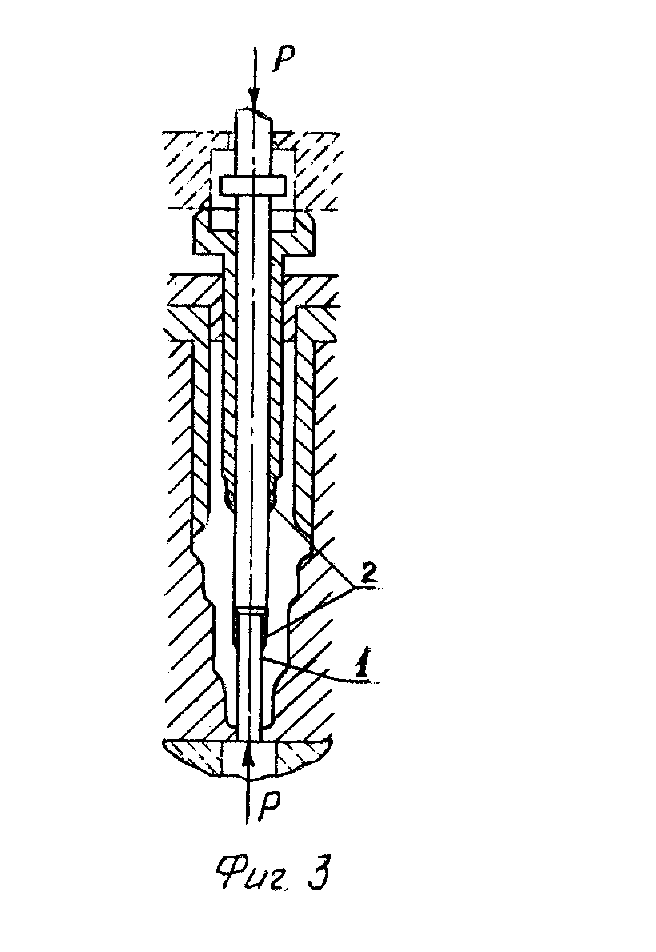
СПОСОБ ИЗГОТОВЛЕНИЯ КЕРАМИЧЕСКИХ ДЕТАЛЕЙ ЛИТЬЕМ ПОД ДАВЛЕНИЕМ, включающий заполнение полости формы подачей шликера снизу вверх литниковое отверстие, введение в него знака и срезку литника, кристаллизацию отливки вокруг знака и подпитывание отливки, отличающийся тем, что, с целью улучшения качества отливки, знак помещают в полость формы с перекрытием отверстия до заполнения ее шликером, а подпитывание отливки осуществляют принудительным перемещением знака в направлении литникового отверстия.
