(Л
с
| название | год | авторы | номер документа |
|---|---|---|---|
| Способ формирования пакета изделий прямоугольной формы и линия для его осуществления | 1987 |
|
SU1791302A1 |
| Способ формирования пакетов из штучных грузов и устройство для формирования пакетов из штучных грузов | 1983 |
|
SU1193077A1 |
| Установка для перегрузки керамических изделий с сушильной вагонетки на обжиговую | 1990 |
|
SU1742068A1 |
| Способ формирования пакетов штучных грузов с сыпучим материалом | 1989 |
|
SU1654180A1 |
| ПАКЕТОФОРМИРУЮЩАЯ МАШИНА ДЛЯ ГРУЗОВ В МЯГКОЙ ТАРЕ | 1969 |
|
SU414165A1 |
| Пакетоформирующая установка для мешков | 1982 |
|
SU1049391A1 |
| Способ формирования грузового пакета штучных предметов | 1990 |
|
SU1763330A1 |
| СПОСОБ РАСФАСОВКИ СТАЛЬНЫХ ГВОЗДЕЙ И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 1992 |
|
RU2111907C1 |
| Способ садки кирпича на обжиговые вагонетки и установка для его осуществления | 1983 |
|
SU1143598A1 |
| Линия для обработки изделий | 1988 |
|
SU1640072A1 |

Изобретение относится к механизации погрузочно-разгрузочных работ. Цель изобретения - повышение производительности за счет сокращения цикла укладки каждого слоя. Загруженные мешки 1 поштучно подаются конвейером 2 в вертикальном положении, после чего часть мешков разворачивается на 90° в момент выхода из загрузочного устройства и образуются чередующиеся группы с удвоенным количеством одинаково ориентированных мешков в каждой группе, Затем производят сплачивание путем сдвига мешков в каждой группе и кантование путем совместного поворота каждой упомянутой половины мешков о 2 ил.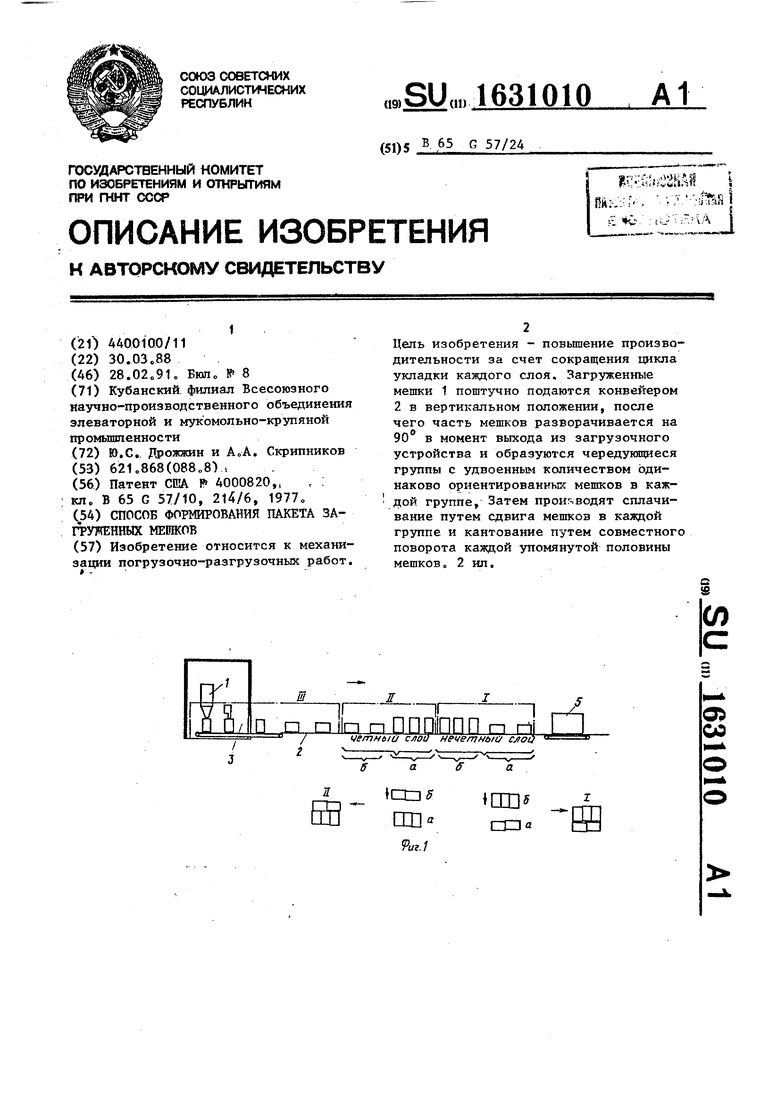
оэ со
CX35
ПИ Я/г/
СШ
ЩЦа
щ
Изобретение относится к механизации погрузочно-разгрузочных работ, а именно к способам формирования пакета загруженных мешков
Цель изобретения - повышение производительности за счет сокращения цикла укладки каждого слоя.
На фиг о 1 схематично представлена последовательность выполнения операци предлагаемого способа$ на фиг0 2 - операция разворота мешков
Заполненные и зашитые мешки 1 выходят из загрузочного устройства на конвейер 2 в вертикальном положении и ориентированы короткой (опорной) стороной вдоль оси конвейера 20 Конвейер 2 выполнен в виде желоба, т0е0 имеет узкую ленту, достаточную для прохода мешков боком, и боковые ог- раждения, исключающие самопроизвольное изменение положения мешка„ На боковом ограждении установлен подвижный упор 3, связанный со счетчиком 4 мешков. Мешки поступают на конвей- .ер 2 в вертикальном положении. При укладке мешков пятериком вперевязку упор 3 со счетчиком 4 укладывают первые два мешка горизонтально на длинную боковую сторону путем выдвижения упора 3 (как показано на фиг 2), шесть мешков, стоящих вертикально, пропускают, а четыре следующих снова укладывают горизонтально, шесть вертикальных мешков пропускают и т.д
Способ осуществляют следующим образом
Два горизонтальных мешка, достигнув стационарного упора (не показано на конце конвейера 2 останавливаются вплотную друг к другу и сталкиваюся толкателем в положение плашмя на приемный стол пакетофор шрующей машины 5, образуя полуслой 01 нечетного- слоя. Затем толкатель также сталкивает подошедшие три из шести вертикальных мешков, достигших стационарного упора, образуя полуслой К нечетного слоя. При стыковке полуслоев а и о образуется нечетный слой мешков Следующие три вертикальных мешка сталкиваются, образуя полуслой а. четного слоя, а два горизонтальных мешка из четырех образуют полуслой § четного слоя и т0д0 Стыковкой полу слоев образуется четный слой мешков
0 5
0
5
0
5
0
5
Лля укладки мешков тройником вперевязку мешки укладывают в следующем ритме: два вертикально, затем в периоде два горизонтально, четыре вертикально и т„д. Слои при этом формируются следующим образом, Два вертикально стоящих мешка достигают стационарного упора и сталкиваются плашмя на приемный стол пакетоформирующей машины, образуя первый полуслой. Следующий за ними один из двух горизонтальных мешков также сталкивается толкателем и стыкуется с первыми двумя. Образуется первый (нечетный) слой
Второй из двух горизонтальных мешков сталкивается, образуя первый полуслой четного слоя, к нему стыкуются снятые толкателем два вертикальных мешка. Образуется второй (четный) слой. По такому же принципу можно формировать слои четвериком, шестериком о
При отсутствии средств автоматизации предлагаемый способ выполним вручную, т„ес вместо счетчика 4 и упора 3 режим укладки мешков может осуществляться вручную
Формула изобретения
Способ формирования пакета загруженных мешков, включающий отвод их от загрузочного устройства в вертикальном положении с опорой на меньшую торцовую грань, ориентированную в направлении отвода, разворот части мешков на 90 вокруг перпедцикулярной боковой поверхности мешка7 оси с образованием чередующихся групп с удвоенным количеством одинаково ориентированных мешков в каждой группе, кантование их на,боковую поверхность, укладку в слой и размещение споев друг на друге, отличающийся тем, что, с целью повы- шения производительности за счет сокращения цикла укладки каждого слоя, указанный разворот части мешков осуществляют в процессе отвода в момент выхода последних из загрузочного устройства, затем производят сплачивание путем сдвига половины мешков в каждой группе, а кантование осуществляют путем совместного поворота каждой упомянутой половины мешков
Фиг. 2
