Изобретение относится к производству химических источников тока, а именно к линиям для сушки электродов.
Целью изобретения является повышение производительности устройства.
На фиг. 1 показана общая кинематическая схема предлагаемой линии; на фиг. 2 - линия, вид сверху; на фиг. 3- - механизм поштучной подачи изделий.
Линия для обработки изделий включает технологическое оборудование в виде камеры 1 сушки с подающим цепным конвейером 2, выполненным с наружными несущими 3 и внутренними поддерживающими 4 цепями. Длина цепей 4 меньше длины цепей 3. За цепями 4 между цепями 3 расположена отклоняющая пластина 5.
За камерой 1 сушки расположен механизм укладки, выполненный в виде наклонного лотка-накопителя 6, снабженного механизмом 7 поштучной подачи изделий типа пластин 8 аккумуляторов. Линия содержит подводящий роликовый конвейер 9 с толкателем 10, отводящий роликовый конвейер 11 с толкателем 12, несущее приспособление в виде стола 13 и подъемный стол 14.
Стол 13 выполнен с возможностью возвратно-поступательных поперечного и шагового продольного перемещений относительно продольной оси линии под действием приводов 15 и 16 соответственно. Привод 16 выполнен в виде механизма винтовой шаговой подачи и кинематически (посредством, например, цепной передачи) связан с механизмом 7 поштучной подачи пластин 8 аккумуляторов.
Кассеты 17, в которые подаются пластины 8, выполнены многосекционными с секциями а и б и снабжены впадинами для установки ушков кассет. Механизм 7 поштучной подачи пластин 8 состоит из толкателя 18 и упора 19, которым может служить торцовая стенка лотка-накопителя.
Линия работает следующим образом.
В камеру 1 сушки загружают пластины 8, укладывая их плашмя на цепной конвейер 2. При сходе пластин 8 с внутренних цепей 4 наружные цепи 3 перемещают пластины за ушки, а нижняя кромка
0 пластины 8 перемещается по отклоняющей пластине 5. Поскольку расстояние от горизонтальной оси камеры 1 сушки до отклоняющей пластины 5 по ходу конвейера 2 увеличивается, положение пластины 8 приближается к вертикальному, так что после схода
$ с конвейера 2 на направляющие лотка- накопителя 6 пластины 8 перемещаются по ним под действием сил гравитации до упора 19 механизма 7. На подводящий роликовый конвейер 9 устанавливают порожние
0 кассеты 17 и перемещают их так, что передняя кассета устанавливается напротив толкателя 10 и к моменту заполнения лотка- накопителя 6 пластинами 8 толкатель 10 на загрузочный стол 13 подает кассету 17. Включают привод 16 шагового продольс ного перемещения стола 13 и одновременно с перемещением кассеты 17 на шаг толкателя 18 механизма 7 выталкивает пластину 8 из накопителя 6 так, что пластины устанавливаются во впадины кассеты 17. Продольное перемещение кассеты 17 с запол0 нением ее пластинами 8 продолжается до полного заполнения одной секции. После этого включают привод 15, перемещающий стол 13 так, что под загрузку подается вторая секция кассеты. Привод 16 реверсируется и начинается загрузка второй секции кассеты, которая при этом перемещается в направлении, противоположном направлению движения при загрузке первой секции. Загрузка кассет осуществляется таким образом, что каждому перемещению
,, кассеты на один шаг соответствует выдача пластины 8 механизмом 7.
После загрузки всех секций кассеты 17 привод 15 возвращается стол 13 в исходное состояние, поднимает стол 14 и толкатель 10 сталкивает с подводящего роликового кон5 вейера 9 следующую порожнюю кассету 17, которая сталкивает загруженную кассету на отводящий роликовый конвейер 11. Далее толкатель 12 проталкивает загруженную кассету на один шаг, освобождая место для следующей кассеты. Пластины 8 в кассетах передаются к специальному технологическому оборудованию для дальнейшей обработки.
Формула изобретения
конвейер выполнен в виде наружных несущих цепей и внутренних поддерживающих цепей, длина которых меньше длины наружных несущих цепей, при этом отклоняю- 5 щая пластина расположена за внутренними поддерживающими цепями между наружными несущими цепями, а несущее приспособление для кассет выполнено в виде стола с приводами шагового продольного и поперечного возвратно-поступательных пеЛиния для обработки изделий, включающая технологическое оборудование, про-nuiicpv-inwiu 04,. .,« ..«v.. jходящий через последнее подающий кон-Ю ремещений относительно подающего конвейер, несущее приспособление для кассетвейера, причем привод шагового продоль- и механизм поштучной подачи изделий вного возвратно-поступательного перемеще- кассеты, отличающаяся тем, что, с цельюния кинематически связан с механизмом повышения производительности, она снаб-поштучной подачи изделий в кассеты, ко- жена отклоняющей пластиной, а подающийторые выполнены многосекционными.
конвейер выполнен в виде наружных несущих цепей и внутренних поддерживающих цепей, длина которых меньше длины наружных несущих цепей, при этом отклоняю- щая пластина расположена за внутренними поддерживающими цепями между наружными несущими цепями, а несущее приспособление для кассет выполнено в виде стола с приводами шагового продольного и поперечного возвратно-поступательных пеnuiicpv-inwiu 04,. .,« ..«v.. jремещений относительно подающего конвейера, причем привод шагового продоль- ного возвратно-поступательного перемеще- ния кинематически связан с механизмом поштучной подачи изделий в кассеты, ко- торые выполнены многосекционными.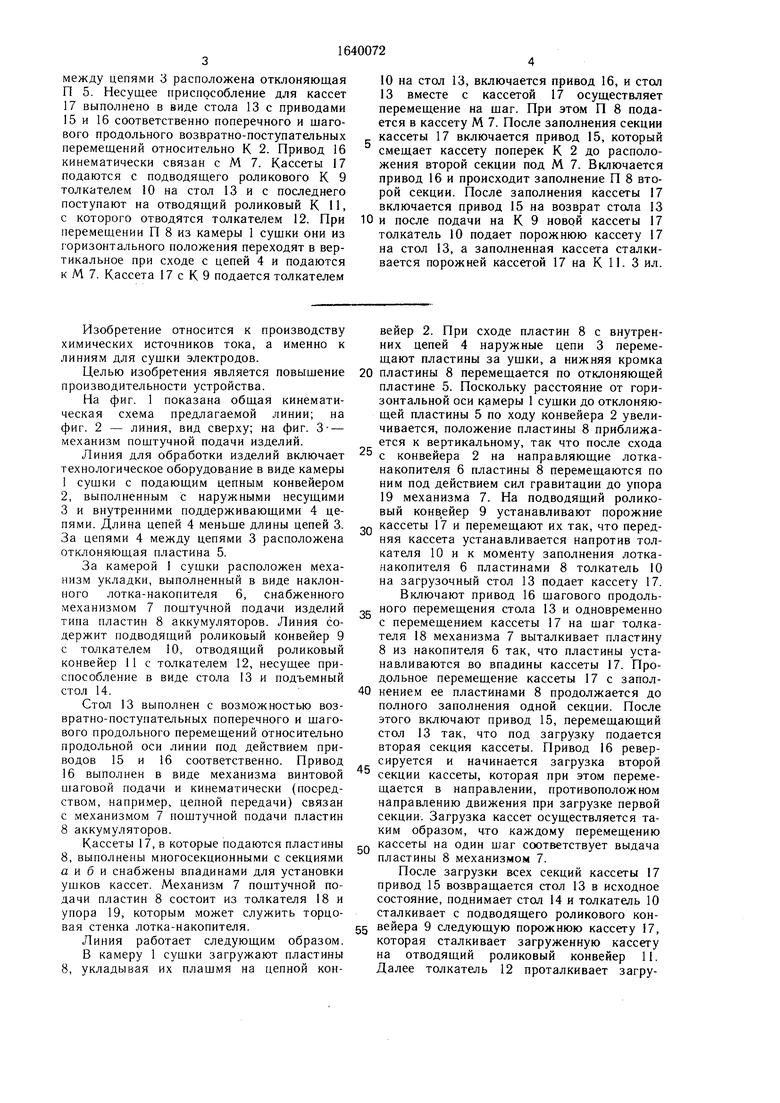

| название | год | авторы | номер документа |
|---|---|---|---|
| Поточная линия для обработки изделий | 1982 |
|
SU1081101A1 |
| Загрузочное устройство | 1988 |
|
SU1583257A1 |
| КОМПЛЕКС ДЛЯ СУШКИ И ОБЖИГА КИРПИЧА С ЕГО ТРАНСПОРТИРОВКОЙ В КАССЕТАХ, КАССЕТА ДЛЯ ТРАНСПОРТИРОВКИ КИРПИЧА, АВТОМАТ-САДЧИК, АВТОМАТ-УКЛАДЧИК, СУШИЛО И НАКОПИТЕЛЬ КАССЕТ | 2006 |
|
RU2333831C2 |
| АВТОМАТИЗИРОВАННАЯ ТРАНСПОРТНО-СКЛАДСКАЯ СИСТЕМА ДЛЯ КОЛЕСНЫХ ШИН | 1990 |
|
RU2013327C1 |
| Линия для подачи хлебобулочных изделий и их укладки на полки многоярусных контейнеров | 1989 |
|
SU1630746A1 |
| Поточная линия для заключительной отделки текстильных полотен | 1989 |
|
SU1647056A1 |
| Машина для набора комплектов печатной продукции | 1988 |
|
SU1676980A1 |
| АВТОМАТ ВАКУУМНОЙ ПРОПИТКИ | 1992 |
|
RU2022389C1 |
| Шаговый конвейер-накопитель | 1980 |
|
SU971736A1 |
| УСТРОЙСТВО для ПОДАЧИ ПОКРЫШЕК | 1969 |
|
SU256999A1 |
Изобретение относится к производству химических источников тока и позволяет повысить производительность линии. Линия содержит технологическое оборудование в виде камеры 1 сушки, проходящий через нее подающий цепной конвейер (К) 2, несущее приспособление для многосекционных кассет 17 и механизм (М) 7 поштучной подачи изделий типа пластин (П) 8 аккумуляторов в кассеты 17. При этом К 2 состоит из наружных несущих цепей 3 и внутренних поддерживающих цепей 4, длина которых меньше длины цепей 3. За цепями 4
18
| Цепная сушилка | 1956 |
|
SU106433A1 |
| Прибор для получения стереоскопических впечатлений от двух изображений различного масштаба | 1917 |
|
SU26A1 |
| Установка для сушки и полимеризации штучных изделий | 1979 |
|
SU918744A1 |
| Прибор для получения стереоскопических впечатлений от двух изображений различного масштаба | 1917 |
|
SU26A1 |
