Изобретение относится к прокатно- му производству и может быть использовано при холодной прокатке полосы.
Цель и-зобретения - устранение локальной неплоскостности проката.
Способ реализуется следующим образом.
В начальный период прокатки выявляют расположение локальной неплоскостности или разнотолщинности на подкате. Как правило, местная неплоскостность наблюдается на металле нескольких плавок подряд в одних и тех же местах по ширине полосы, поскольку она связана или с местными дефектами от пресс-проводки, или с местной выработкой валков при горячей прокатке. Поэтому расположение локальной He- плоскостности по ширине полосы выявляется на первых рулонах. Перед первой клетью стана для локальной пода-
чи СОЖ устанавливают форсунки с возможностью их перемещения по ршрине полосы. Форсунки располагают над выявленными зонами размещения неплос- костности. В процессе прокатки через форсунки подают СОХ с концентрацией 0,1-0,3% эмульсола. Пизкоконцентриро- ванная эмульсия, попадая на соответствующие участки подката, смывает с них смчзочную пленку, образовавшуюся при предварительном промасливании полосы. Поэтому при прокатке подката в первой клети коэффициент трения в зонах, куда подается эмульсия, повышается. Появляющееся л результате этого уширение металла устраняет неплоскостность полосы.
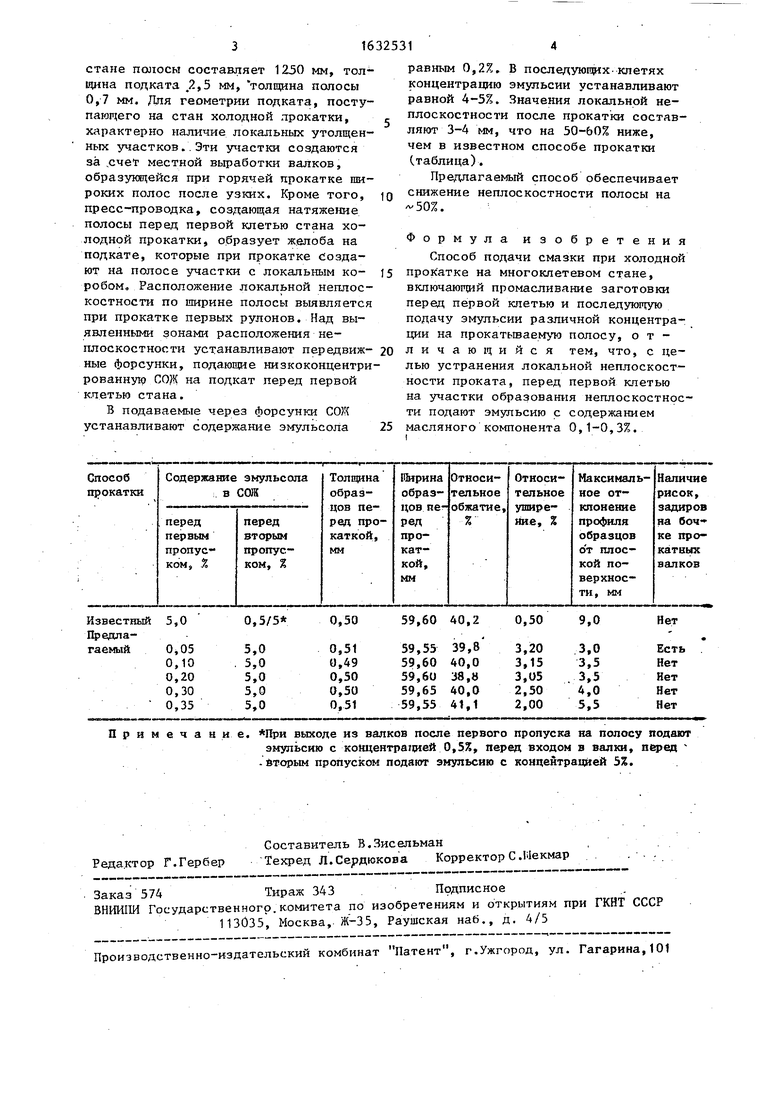
Примером конкретного выполнения способа слуэпит холодная прокатка полосы из стали 03 кп на 4-х клетьевом стане 2500. &фина прокатываемой на
стане полосы составляет 1250 мм, толщина подката .2,5 мм, толщина полосы 0,7 мм. Для геометрии подката, поступающего на стан холодной прокатки, характерно наличие локальных утолщенных участков. Эти участки создаются за счет местной выработки валков, образующейся при горячей прокатке широких полос после узких. Кроме того, пресс-проводка, создающая натяжение полосы перед первой клетью стана холодной прокатки, образует желоба на подкате, которые при прокатке Создают на полосе участки с локальным ко- робом. Расположение локальной неплоскостности по ширине полосы выявляется при прокатке первых рулонов. Над выявленными зонами расположения неплоскостности устанавливают передвиж- ные форсунки, подающие низкоконцентрированную на подкат перед первой кпетью стана.
В подаваемые через форсунки СОЯ устанавливают содержание эмульсола
равным 0,2%. В последующих клетях концентрацию эмульсии устанавливают равной 4-5%. Значения локальной неплоскостности после прокатки составляют 3-4 мм, что на 50-60% ниже, чем в известном способе прокатки (таблица).
Предлагаемый способ обеспечивает снижение неплоскостности полосы на -50%.
Формула изобретения Способ подачи смазки при холодной прокатке на многоклетевом стане, включающий промасливание заготовки перед первой клетью и последующую подачу эмульсии различной концентрации на прокатываемую полосу, отличающийся тем, что, с целью устранения локальной неплоскостности проката, перед первой клетью на участки образования неплоскостности подают эмульсию с содержанием масляного компонента 0,1-0,3%.
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ УПРАВЛЕНИЯ ТЕПЛОВЫМ ПРОФИЛЕМ ВАЛКОВ ПРОКАТНОГО СТАНА | 1997 |
|
RU2115494C1 |
| Способ холодной прокатки | 1989 |
|
SU1643128A1 |
| СПОСОБ ПРОИЗВОДСТВА АНИЗОТРОПНОЙ ЭЛЕКТРОТЕХНИЧЕСКОЙ ТОНКОЛИСТОВОЙ СТАЛИ | 2002 |
|
RU2224030C2 |
| Способ управления тепловым профилем валков прокатного стана | 1977 |
|
SU710705A1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ГОРЯЧЕКАТАНОГО ПОДКАТА ДЛЯ ПРОИЗВОДСТВА ХОЛОДНОКАТАНЫХ ПОЛОС АНИЗОТРОПНОЙ ЭЛЕКТРОТЕХНИЧЕСКОЙ СТАЛИ | 2002 |
|
RU2224029C2 |
| СПОСОБ ЭКСПЛУАТАЦИИ РАБОЧЕГО ВАЛКА СТАНА ХОЛОДНОЙ ПРОКАТКИ | 2005 |
|
RU2312721C2 |
| Способ приготовления технологической смазки для прокатки | 1991 |
|
SU1784310A1 |
| СПОСОБ ЭКСПЛУАТАЦИИ ТЕХНОЛОГИЧЕСКИХ СМАЗОЧНО-ОХЛАЖДАЮЩИХ СРЕДСТВ ПРИ ПРОИЗВОДСТВЕ ПРОКАТА | 1992 |
|
RU2030937C1 |
| УСТРОЙСТВО АВТОМАТИЧЕСКОГО РЕГУЛИРОВАНИЯ ПЛОСКОСТНОСТИ ПОЛОС | 2000 |
|
RU2189875C2 |
| Способ производства особо тонких горячекатаных полос на широкополосном стане литейно-прокатного комплекса | 2018 |
|
RU2679159C1 |
Изобретение относится к прокатному производству и может быть использовано при холодной прокатке полосы. Цель изобретения - устранение локальной неплоскостности проката. Эмульсию низкой концентрации подают перед первой клетью стана локально по ширине промасленного подката на зоны образования неплоскостности, а эмульсию высокой концентрации - равномерно по ширине полосы перед последующими клетями. 1 табл.
Способ прокатки
Примечааие. При выходе из валков после первого пропуска на полосу подают
эмульсию с концентрацией 0,5%, перед входом в валки, перед % -вторым пропуском подают эмульсию с концентрацией 5%.
Наличие рисок, задиров на бочке прокатныхвалков
| Способ холодной прокатки на многоклетевых станах | 1978 |
|
SU704693A1 |
| Выбрасывающий ячеистый аппарат для рядовых сеялок | 1922 |
|
SU21A1 |
