Изобретение относится к прокатному производству и может быть использовано для измерения и регулирования натяжения полосы между клетями непрерывного сортового прокатного стана.
Цель изобретения - повышение точности измерения натяжения.
Натяжение полосы между смежными клетями п-клетевого стана может быть определено из выражения
+ 0;+С;Р;,
где Т - натяжение между клетями
i-1 и i; натяжение между клетями i
и
сигнал датчика натяжения клети i, установленного , между станиной рабочей клети и подушкой рабочих валков, размещенной на шарнир ной опоре;
Р - сигнал датчика усилия прокатки клети i;
С j - коэффициент пропорциональности для клети i. Слагаемое С-Р- в выражении (1) учитывает влияние на результат измерения натяжения усилия прокатки в клети i, обусловленное смещением его линии действия относительно шарнир- ной опоры, и позволяет устранить только ,постоянную составляющую погрешности измерения натяжения, обусловленную смещением линии действия усилия прокатки относительно шарнир- ной опоры, задавая коэффициент С|
пропорциональности умножителя.
Из уравнения (1.) для , п-1 следует
(2)
TrV.5I Щ +С,-Р:.
j i-HJ J
С учетом того, что для условий сотовой прокатки ,
(3)
Т;- .
Из уравнения (1) для , п также
следует
(А)
T4 v:o0i с,Р3ь
Поскольку для условий сортовой катки , отсюда получаем
-.(ej+Cjp,-). (5)
Рассмотрим величину
) ,
tf)
где Т, Т - значения t1,, определенные по выражениям (.3) и (5) соответственно.
Величина $ может рассматриваться как ошибка определения натяжения Т, указанными двумя способами, обуслов- ленная неточностью учета влияния усилий прокатки на показания датчи- ков натяжения. Из выражений (3),(5) и (6) следует, что для kscex , п
17)
(б;+с}р;).
Q
5 0 5
0
Задачу определения значений коэффициентов С, обеспечивающих устранение указанной ошибки определения натяжения, можно теперь свести к задаче минимизации квадрата величины $:
,6,Р),(.8)
где 0,9, Р - векторы;
с(с,с„пё(в;,...,е„);
, ,...,РИ).
Эта задача может быть решена с помощью следующего поискового алгоритма:
C(.K)C(K-U-2y C(K-1), 0(К), Р(К) (K-1), 0UO, Р(Ю), (9) .
где С (.К),-
С(К-1.), г значения соответствующих величин на шагах К и К-1; У - параметр алгоритма, 0; VC0( V значение градиента функции Ј(.С,б,Р) по аргументу С в точке (К-1),9 в(К), (К), т.е. Vc 8 (С(К-1),
000, iK))-(3Jlll,...,
Лл°1
di(.-K (к-1) ас™; (Kj . (ю)
(.К) Учитьгоая, что согласно (10)
7,Ј ((Ю,
(11)
Q
5
0
5
и обозначая (, из (9) окончательно получаем
C(K)C(K-1)-tf(CU-O, б IK),P(K))P(KJ
(12)
В скалярной форме это выражение принимает вид (, п)
CJ(K) с,чк-1 )-к$1С(к-1) ,0(к),
Р(К))Рг(КЬ(13)
Таким образом, значения коэффициентов пропорциональности С,, изменяются на каждом шаге измерения натяжения К по формуле (13), реализующей адаптивный алгоритм минимизации погрешности измерения натяженияг обусловленной влиянием усилия прокатки на сигнал датчика натяжения.
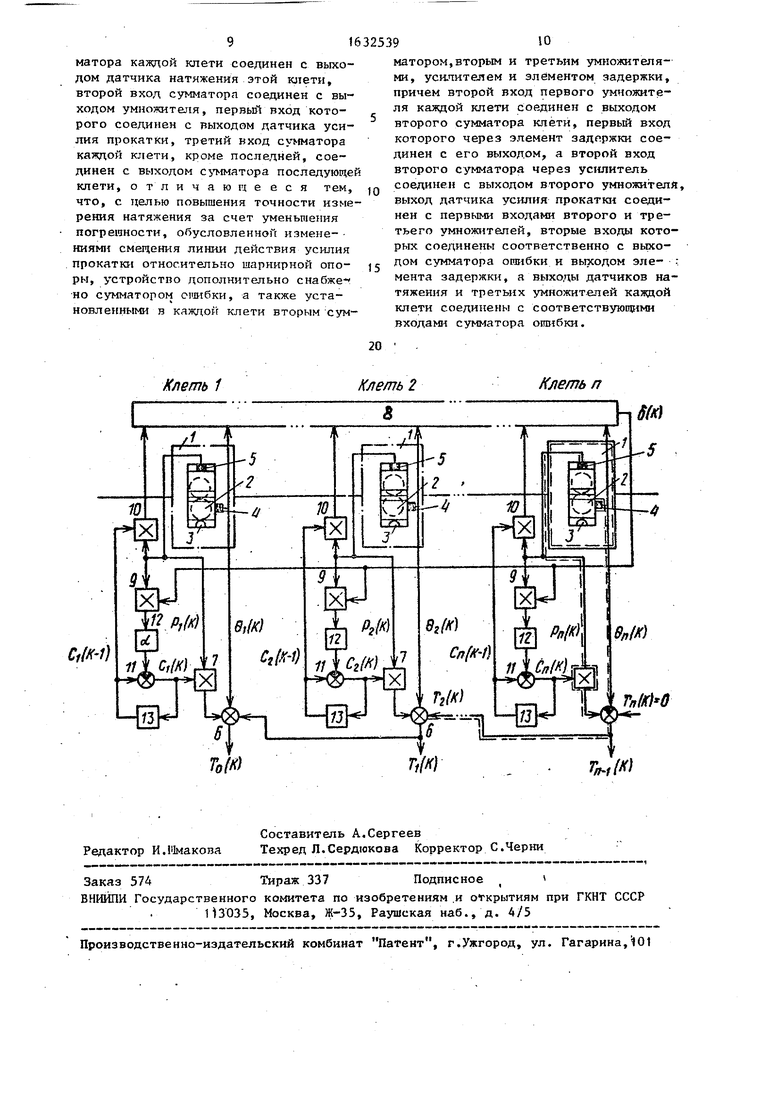
На чертеже представлена схема устройства для измерения натяжения полосы между клетями непрерывного сортового прокатного стана.
В станинах 1 клетей 1...п стана подушки 2 нижних валков установлены на шарнирных опорах 3. Клети оснаще- .ны датчиками 4 натяжения, установлен5163
ными между станинами 1 и подушками 2, и датчиками 5 усилия прокатки, а также сумматорами 6, умножителями 7, сумматором 8 ошибки, вторыми 9 и третьими 10 умножителями, . вторым сумма- тором 11, усилителем 12 и элементом 13 задержки. При этом первый вход сумматора 6 каждой клети соединен с выходом датчика 4 натяжения этой кле- ти, а второй вход - с выходом первого умножителя 7. Третий вход сумматора б каждой клети, кроме последней клети п, соединен с выходом сумматора 6 последующей клети. Второй вход первого ум- ножителя 7 каждой клети соединен с входом второго сумматора 11, первый вход которого соединен через элемент 13 задержки с своим выходом, а второй вход через усилитель 12 сое- динен с выходом второго умножителя 9. Выход датчика 5 усилия прокатки соединен с первыми входами второго 9 и третьего 10 умножителей,вторые входы которых соединены соответственно с выходами сумматора У ошибки и выходом элемента 13 задержки, а выходы датчиков 4 натяжения и третьих умножителей 10 каждой клети соединены с соответствующий входами сумматора 8 ошибки.
Устройство работает следукччим образом.
Под действием разности натяжения на входе и выходе каждой клети 1 подушка 2 нижнего вала стремится повернуться относительно шарнирной опоры 3 и воздействует на датчик 4 натяжения .
На шаге измерения К(,2,...) натяжение T, (К) между клетями i-1 и i, ,n определяется на выходе сумматора 6 клети i по формуле
T.,,(K)T;(K) + Q;tK)+C-(K)P;(K), 14) где TJ (К) - натяжение между клетями i
и i+1 на шаге К; 0|(К) - сигнал датчика 4 натяжения клети i на шаге К; -Р;(К) - усилие прокатки в клети i
на шаге К;
С {(.К) - значение коэффициента пропорциональности С на шаге К.
Значение С;(К)Р;(К) формируется на выходе умножителя 7 и подается на вход сумматора 6.
Значение Т (.К) поступает на вход сумматора 6 клети i, , n-1 с вы
5 0
о
5
5
J96
хода сумматора 6 предыдущей клети i-1.
Для сортовых непрерывных станов переднее и заднее натяжения для стана . В связи с этим на вход сумматора 6 последней клети и необходимо задавать Т (К)0, следовательно, специальный задатчик этой величины в предлагаемом устройстве не нужен.
Значение Р (К) поступает с датчика 5 усилия прокатки в клети i.
Значение коэффициента пропорциональности С «(К) вырабатывается на выходе второго сумматора 11 клети i по формуле
C;(K)Cj(K-1)-#Ј(K)P;K,(15)
где С (К-1) - значение коэффициента пропорциональности С на предыдущем шаге К-1; (Х- - параметр;
J(K) - ошибка измерения на шаге К.
Значение С (К-1) вырабатывается на выходе элемента 13 задержки клети 1.
Параметр об представляет собой коэффициент усиления усилителей 12. Он опредепяет скорость адаптации и устанавливается при наладке устройства ().
0:шбка измерения на шаге К о (К) определяется на выходе сумматора 8 ошибки.
Величина pt(K)P(K), стоящая в первой части выражения (3), вычисляется с помощью второго умножителя 9 и усилителя 12 клети i: в умножителе 9, входы которого соединены с датчиком 5 усилия прокатки клети i и с выходом сумматора Я ошибки, вычисляется величина (К)Р(К), а в усилителе 12 она умножается на tf..
Ошибка измерения на шаге К о(К) вырабатывается сумматором 8 ошибки по формуле
Ј(к) .(ЭСЮ+с,, (К-ОР (к)(1б)
Величины С,ЧК-1)Р,ЧК), ,n, поступающие на входы сумматора 8 ошибки, вырабатываются третьими умножителями 10 всех клетей стана, входы которых соединены с датчиками 5 усилия прокатки и выходами элементов 13 задержки этих клетей.
С течением,времени (по мере увеличения номера измерения К) в устройстве обеспечивается уменьшение погрешности измерения натяжений Tj,
n-Т, обусловленной смещением линий действий усилий прок атки Р , ,п относительно шарнирных опор 3 путем автоматического адаптивного изменения значений коэффициентов пропорциональности , ,п. При изменениях смещения линий действия усилий прокатки Р, относительно шарнирных опор 3 значения коэффициентов С,
соответственно автоматически изменяются.
Сравнение выражений (13) и (14) показывает, что предлагаемое устройство реализует адаптивный алгоритм минимизации погрешности измерения натяжения 5 обусловленной влиянием усилия прокатки на сигнал датчика 4 натяжения ,
Поскольку заднее натяжение для ста на , выходной сигнал сумматора 6 клети 1 может быть использован для контроля точности измерения натяжения достигаемой в устройство..
Пример. В процессе работы двухклетьевой непрерывной сортовой группы установились следующие значения технологических параметров: Р кН, кН. Сигна- лы датчиков натяжения б,-15 кН, 0g 5 кН, значения коэффициентов пропор- циснальности, обусловленные влиянием прокатки, (+0,05, ,05, коэффи- циент усиления усилителя 2-10 .
Условимся, что технологические параметры в процессе прокатки не изменяются, а ошибка при измерении усилий прокатки отсутствует , . При этом измеренное значение напряже- ния составляет согласно (14)
Т,92+СгРг 10 кН.
Измеренное значение совпадает с фактическим.
Ошибка измерения по (16) равна
8 6, + б2+с,р, +сгрг о.
Допустим, 41 о в процессе работы смещение линии действия усилия про- катки относительно шарнирной опоры во второй кпети изменилось так, что сигнал датчика натяжения стал равен кН.
При этом измеренное значение натя- жения по (14)
т1 Ог+СгР 15 кН.
Изморенное значение превосходит Фактическое на 5 кН.
Ошибка измерения по (16) равна 5 91+81+С,Р, +С;, кН.
Для известного устройства исключить эту ошибку в процессе измерения не представляется возможным. Предлагаемое устройство уменьшает ошибку по мере измерения, начиная с первого шага.
На первом шаге из (16) кН; из (15) ,04; из (14) Т{ 14 кН. На втором шаге кН; ,032; Т, 13,2 кН.
На третьем шаге о 3,2 кЙ| С 0,0288; Т, 12,88 кН.
На четвертом шаге а 2,88 кН; ,02598; Т, 12,598 и т.д. В процессе измерения Т , а .
Таким образом, при изменении в процессе работы устройства линии действия усиления прокатки относительно шарнирной опоры 3 погрешность измерения, связанная с этим, автоматически уменьшается по мере измерения.
При анализе диаграмм записи сигналов датчиков натяжения и усилия прокатки для устройств, установленных в чистовой группе мелкосортного стана 250 ЧМК, была оценена погрешность измерения, обусловленная изменением линии действия усилия прокатки относительно шарнирной опоры, которая достигает 50% общей погрешност измерения, связанной с действием усилия проката. Предлагаемое устройство позволяет эту погрешность устранить.
Предлагаемое устройство может быть использовано при измерении и регулировании натяжения полосы между клетями непрерывных заготовочных, сортовых и проволочных станов.
Применение устройства позволяет повысить точность измерения натяжения следовательно, и качество проката за счет улучшения регулирования натяжения,
Формула изобретения
Устройство для измерения натяжения полосы между клетями непрерывного сортового прокатного стана, содер жащее для каждой клети датчик натяжения установленный между станиной кпети и подушкой рабочих валков, размещенной в станине на шарнирной опоре, датчик усилия-прокатки, сумматор и умножитель, причем первый вход сумматора каждой клети соединен с выходом датчика натяжения этой клети, второй вход сумматора соединен с выходом умножителя, первый вход которого соединен с выходом датчика усилия прокатки, третий вход сумматора каждой клети, кроме последней, соединен с выходом сумматора последующей клети, отличаю ще еся тем, что, с целью повышения точности измерения натяжения за счет уменьшения погрешности, обусловленной изменениями смешения линии действия усилия прокатки относительно шарнирной опоры, устройство дополнительно снабже- но сумматором ошибки, а также установленными в каждой клети вторым сум
5
матором,вторым и третьим умножителями, усилителем и элементом задержки, причем второй вход первого умножителя каждой клети соединен с выходом второго сумматора клети, первый вход которого через элемент задержки соединен с его выходом, а второй вход второго сумматора через усилитель соединен с выходом второго умножителя, выход датчика усилия прокатки соединен с первыми входами второго и третьего умножителей, вторые входы которых соединены соответственно с выходом сумматора ошибки и выходом эле- мента задержки, а выходы датчиков натяжения и третьих умножителей каждой клети соединены с соответствующими входами сумматора ошибки.

| название | год | авторы | номер документа |
|---|---|---|---|
| Устройство для измерения натяжения полосы между клетями непрерывного сортового прокатного стана | 1989 |
|
SU1673234A1 |
| Адаптивный регулятор размеров проката на сортовом стане | 1980 |
|
SU959861A1 |
| Устройство для автоматического управления моталкой непрерывного стана холодной прокатки | 1984 |
|
SU1202653A1 |
| УСТРОЙСТВО АВТОМАТИЧЕСКОГО РЕГУЛИРОВАНИЯ ПЛОСКОСТНОСТИ ПОЛОС | 2000 |
|
RU2189875C2 |
| Прокатная клеть | 1989 |
|
SU1722637A2 |
| Устройство для измерения толщины проката | 1983 |
|
SU1100021A1 |
| Устройство для автоматического регулирования формы полосы | 1990 |
|
SU1705072A1 |
| Устройство для измерения межклетевого натяжения на непрерывном стане горячей прокатки | 1980 |
|
SU876230A1 |
| Устройство для коррекции уставки натяжения на моталке стана холодной прокатки | 1982 |
|
SU1050771A1 |
| СПОСОБ НЕПРЕРЫВНОЙ ХОЛОДНОЙ ПРОКАТКИ ПОЛОСЫ С НАТЯЖЕНИЕМ | 2009 |
|
RU2409432C1 |
Изобретение относится к прокатному производству и может быть использовано для измерения и регулирования натяжения полосы между клетями непрерывного сортового прокатного стана. Цель изобретения - повышение точности измерения натяжения. В станинах клетей подушки нижних валков размещены на шарнирных опорах. Каждая клеть оснащена датчиком натяжения, установленным между станиной и подушкой нижнего валка, датчиком усилия прокатки, двумя сумматорами, тремя умножителями, усилителем, элементом задержки и общим для всех клетей сумматором ошибки. На каждом шаге измерения натяжение между клетями опрег деляют по формуле Т,-., (К)Т- (К)+ 6;(К) + +С;(К)Р;(К), где Т,-н (К) - натяжение между клетью i- и i-й на шаге К; Т;(К) - натяжение между клетью i и i+1 на иаге К; б; К - величина натяжения, измеренная датчиком натяжения клети i на шаге К; PJ, (К) - усилие прокатки в клети i на шаге К; Ct(K) - значение коэффициента пропорциональности на шаге К. Значение коэффициента С(К) пропорциональности вычисляют по формуле С ((К)С j (K-1) - -Oi (ЮР,; (К) , где С;(К-1) - значение коэффициента пропорциональности С| на предыдущем шаге K-1; tf - параметр, представляющий собой коэффициент усиления усилителя; if (К) -ошибка измерения на шаге К, которая определяется какЈ(К) 0;(К)+с;(К-1)Р;(К), где п - количество клетей непрерывной группы. Устройство позволяет скомпенсировать погрешность измерения натяжения, вызванную изменением в процессе работы стана линии действия усилия прокатки относительно шарнирной опоры подушки валков. 1 ил S S (Л с & со ic СП со со
Клеть 1
d/M)
Клеть 2
Клеть л
ЪМ О
W
| Выдрин В.Н., Федосиенко А.С | |||
| Автоматизация прокатного производст- ва | |||
| - М,: Металлургия, 1984, с | |||
| Аппарат для испытания прессованных хлебопекарных дрожжей | 1921 |
|
SU117A1 |
| СПОСОБ ИЗМЕРЕНИЯ НАТЯЖЕНИЯ НА СТАНАХ НЕПРЕРЫВНОЙ ПРОКАТКИ С КЛЕТЯМИ КВАРТО | 0 |
|
SU208631A1 |
| Выбрасывающий ячеистый аппарат для рядовых сеялок | 1922 |
|
SU21A1 |
