поршень 29 с муфтой 3 и заклиненным в ней штоком 4 поднимается до упора гаек 34 и 35, установленных на обойме муфты 3, в ползун 8 переключателя режима работы. После этого воздух подается в верхнюю полость корпуса 5 и поршень 29 с муфтой 3 опускаются на величину предыдущей подачи. Шток 4 в это время заклинен муфтой 2 и остается неподвижным. Далее цикл повторяется. Для опускания стопы заготовок сжатый воздух подается в находящуюся внизу муфту 3 и поршень 26 расклинивает шток в муфте 3. После этого воздух подается в нижнюю полость корпуса 5 и поршень 29 с муфтой 3, но без штока 4 поднимаются до упора гаек 34 и 35 в ползун 8. Затем воздух выпускается из муфты 3 и подается в муфту 2, где поршень 15 расклинивает шток 4. Далее сжатый воздух подается в верхнюю полость корпуса 5 и поршень 29 с муфтой 3 и заклиненным в ней штоком 4 опускаются на величину подачи. Из муфты 2 выпускается сжатый воздух, и цикл повторяется. Величина подачи в обоих случаях регулируется гайками 34 и 35 в зависимости от толщины подаваемых или стапелируемых заготовок. Для быстрого подъема или опускания стопы заготовок ползун 8 переключателя режима работы переводится в крайнее левое положение, в котором он не будет препятствовать перемещению муфты 3 с гайками 34 и 35. В результате этого подъем и опускание стопы заготовок будет производиться на величину хода поршня 29. 3 ил.
| название | год | авторы | номер документа |
|---|---|---|---|
| Устройство для шаговой подачи стопы заготовок | 1984 |
|
SU1194544A1 |
| Автоматизированный комплекс для листовой штамповки | 1979 |
|
SU774722A1 |
| Автоматизированный комплекс для штамповки деталей | 1987 |
|
SU1581436A1 |
| Устройство для резки тонкостенных труб | 1989 |
|
SU1687381A2 |
| Устройство для резки тонкостенных труб | 1987 |
|
SU1489925A2 |
| Устройство для изменения положения изделия | 1985 |
|
SU1291365A1 |
| Устройство для автоматической подачи задников в машину для их формования | 1958 |
|
SU116111A1 |
| УСТРОЙСТВО ДЛЯ РЕЗКИ ТОНКОСТЕННЫХ ТРУБ | 1991 |
|
RU2010687C1 |
| Пневмогидравлические ножницы | 1987 |
|
SU1489924A1 |
| Устройство для резки тонкостенных труб | 1988 |
|
SU1563860A2 |
Изобретение относится к обработке металлов давлением и может быть использовано для подьема и опускания стоп заготовок в магазинных устройствах. Цель изобретения - повышение надежности и расширение технологических возможностей. Для подьема стопы заготовок сжатый воздух подается в нижнюю полость корпуса 5, после чего о 00 ю ел 00 о
Изобретение относится к обработке металлов давлением и может быть использовано для подъема и опускания стоп заготовок в магазинных устройствах.
Цель изобретения - повышение надеж- ности и расширении технологических возможностей.
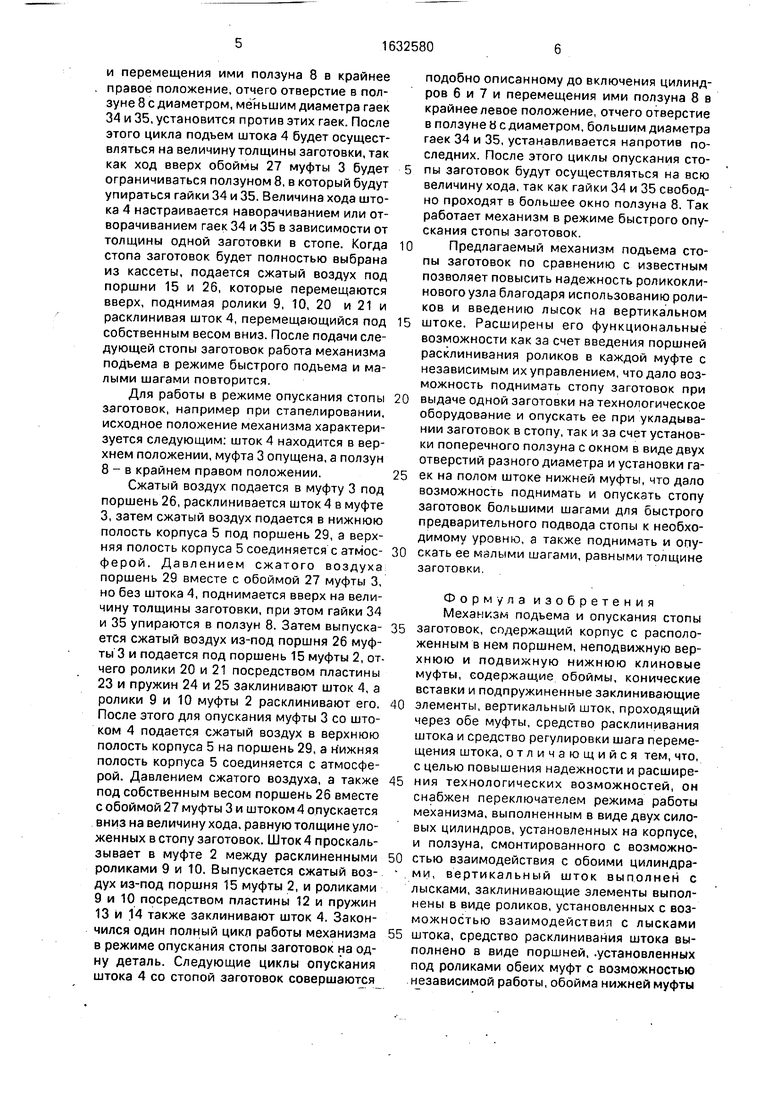
На фиг. 1 показан механизм, продольный разрез; на фиг, 2 - вид А на фиг. 1; на фиг. 3 - вид Б на фиг. 2,
Механизм подъема и опускания стопы заготовок содержит корпус 1 (фиг. 1 и 2), в котором расположены две роликовые клиновые муфты: верхняя 2 неподвижная и нижняя 3 подвижная, вертикальный шток 4 с лысками, проходящий через эти муфты, корпус 5, к которому крепятся цилиндры 6 и 7, и ползун 8 переключателя режима работы.
Муфта 2 состоит из двух роликов 9 и 10, которые прижимаются к конической вставке 11 и лыскам штока 4 посредством планки 12 и двух пружин 13 и 14. Под роликами 9 и 10 помещен поршень 15, установленный в обойме 16 муфты 2 с уплотнениями 17 и 18. Через отверстие 19 в обойме 16 к поршню подводится сжатый воздух. Обойма 16 муфты 2 неподвижно закреплена на корпусе 1. Муфт а 3 подобно описанной также состоит из двух роликов 20 и 21, конической вставки 22, планки 23, пружин 24 и 25, поршня 26 и обоймы 27.
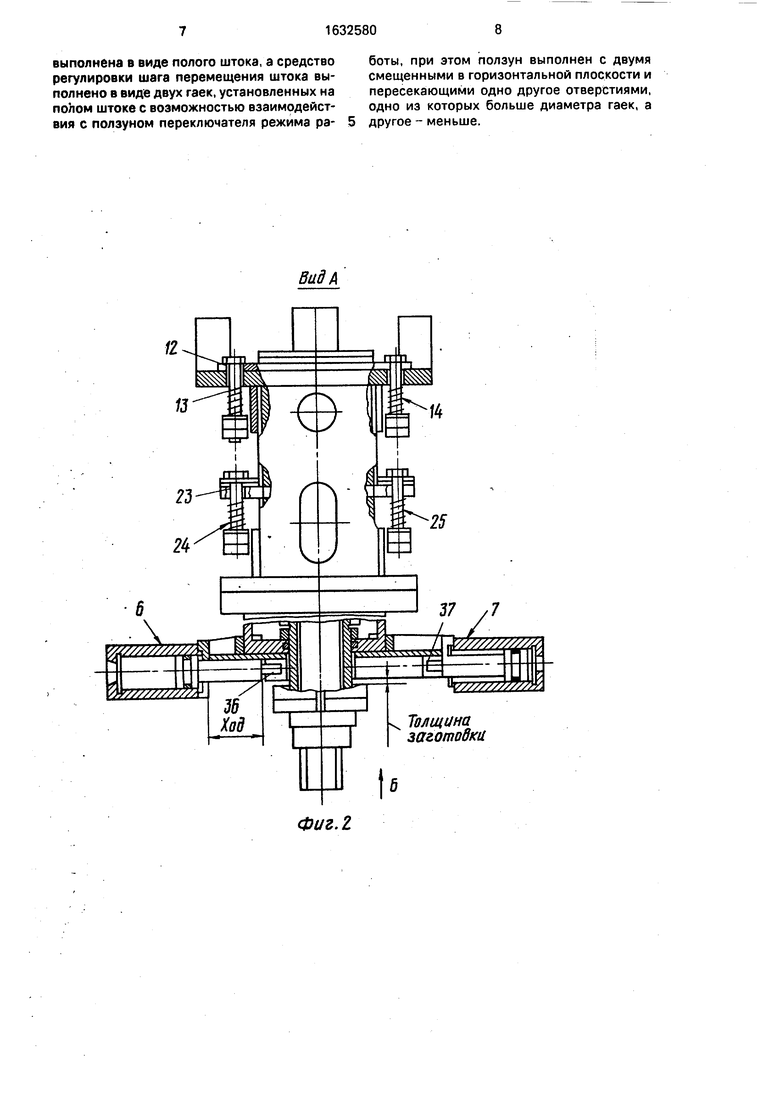
Обойма 27 муфты 3 подвижна в вертикальном направлении, выполнена в виде по- лого штока 28, на котором закреплен поршень 29, установленный в корпусе 5 с уплотнением 30. Шток 28 в верхней части корпуса 5 проходит через втулку 31 с уплотнением 32, а в нижней части через крышку корпуса 5 с уплотнением 33. На нижней резьбовой части штока 28 установлены две круглые гайки 34 и 35. Цилиндры 6 и 7 своими штоками 36 и 37 при помощи ползуна 8 связаны между собой. Ползун 8 выполнен с окном в виде двух пересекающихся и смещенных в горизонтальной плоскости отверстий с диаметром, большими и меньшими диаметра гаек 34 и 35.
Механизм подъема стопы заготовок работает следующим образом.
Для работы в режиме быстрого подъема стопы исходное положение механизма характеризуется следующим: шток 4 находится в нижнем положении, муфта 3 опущена, а ползун 8 - в крайнем левом положении. Сжатый воздух подается в нижнюю полость корпуса 5 под поршень 29, а верхняя полость корпуса 5 соединяется с атмосферой. Давлением сжатого воздуха поршень 29 вместе с обоймой 27 муфты 3 и штоком 4, заклиненным между роликами 20 и 21, поднимаются вверх на всю величину хода, так как гайки 34 и 35 свободно проходят в большее окно ползуна 8.
Для опускания муфты 3 сжатый воздух подается в верхнюю полость корпуса 5 на поршень 29, а нижняя полость корпуса 5 соединяется с атмосферой. Давлением сжатого воздуха и под собственным весом пор- шень 26 вместе с обоймой 27 муфты 3, но без штока 4, опускается вниз на величину предыдущего хода. Шток 4 остается неподвижным, так как ролики 9 и 10 муфты 2 заклинивают его. Следующие циклы быстрого подъема штока совершаются подобно описанному до включения цилиндров б и 7
и перемещения ими ползуна 8 в крайнее правое положение, отчего отверстие в ползуне 8 с диаметром, меньшим диаметра гаек 34 и 35, установится против этих гаек. После этого цикла подъем штока 4 будет осуществляться на величину толщины заготовки, так как ход вверх обоймы 27 муфты 3 будет ограничиваться ползуном 8, в который будут упираться гайки 34 и 35. Величина хода штока 4 настраивается наворачиванием или отворачиванием гаек 34 и 35 в зависимости от толщины одной заготовки в стопе. Когда стопа заготовок будет полностью выбрана из кассеты, подается сжатый воздух под поршни 15 и 26, которые перемещаются вверх, поднимая ролики 9, 10, 20 и 21 и расклинивая шток 4, перемещающийся под собственным весом вниз. После подачи следующей стопы заготовок работа механизма подъема в режиме быстрого подъема и малыми шагами повторится.
Для работы в режиме опускания стопы заготовок, например при стапелировании, исходное положение механизма характеризуется следующим: шток 4 находится в верхнем положении, муфта 3 опущена, а ползун
8- в крайнем правом положении.
Сжатый воздух подается в муфту 3 под поршень 26, расклинивается шток 4 в муфте 3, затем сжатый воздух подается в нижнюю полость корпуса 5 под поршень 29, а верхняя полость корпуса 5 соединяется с атмосферой. Давлением сжатого воздуха поршень 29 вместе с обоймой 27 муфты 3, но без штока 4, поднимается вверх на величину толщины заготовки, при этом гайки 34 и 35 упираются в ползун 8. Затем выпускается сжатый воздух из-под поршня 26 муфты 3 и подается под поршень 15 муфты 2, отчего ролики 20 и 21 посредством пластины 23 и пружин 24 и 25 заклинивают шток 4, а ролики 9 и 10 муфты 2 расклинивают его. После этого для опускания муфты 3 со штоком 4 подается сжатый воздух в верхнюю полость корпуса 5 на поршень 29, а н ижняя полость корпуса 5 соединяется с атмосферой. Давлением сжатого воздуха, а также под собственным весом поршень 26 вместе с обоймой 27 муфты 3 и штоком 4 опускается вниз на величину хода, равную толщине уложенных в стопу заготовок. Шток 4 проскальзывает в муфте 2 между расклиненными роликами 9 и 10. Выпускается сжатый воздух из-под поршня 15 муфты 2, и роликами
9и 10 посредством пластины 12 и пружин 13 и 14 также заклинивают шток 4. Закончился один полный цикл работы механизма в режиме опускания стопы заготовок на одну деталь. Следующие циклы опускания штока 4 со стопой заготовок совершаются
подобно описанному до включения цилиндров 6 и 7 и перемещения ими ползуна 8 в крайнее левое положение, отчего отверстие в ползуне b с диаметром, большим диаметра гаек 34 и 35, устанавливается напротив последних. После этого циклы опускания сто- 5 пы заготовок будут осуществляться на всю величину хода, так как гайки 34 и 35 свободно проходят в большее окно ползуна 8. Так работает механизм в режиме быстрого опускания стопы заготовок.
0 Предлагаемый механизм подъема стопы заготовок по сравнению с известным позволяет повысить надежность роликокли- нового узла благодаря использованию роликов и введению лысок на вертикальном
5 штоке. Расширены его функциональные возможности как за счет введения поршней расклинивания роликов в каждой муфте с независимым их управлением, что дало возможность поднимать стопу заготовок при
0 выдаче одной заготовки на технологическое оборудование и опускать ее при укладывании заготовок в стопу, так и за счет установки поперечного ползуна с окном в виде двух отверстий разного диаметра и установки га5 ек на полом штоке нижней муфты, что дало возможность поднимать и опускать стопу заготовок большими шагами для быстрого предварительного подвода стопы к необходимому уровню, а также поднимать и опу0 екать ее малыми шагами, равными толщине заготовки.
Формула изобретения Механизм подъема и опускания стопы
5 заготовок, содержащий корпус с расположенным в нем поршнем, неподвижную верхнюю и подвижную нижнюю клиновые муфты, содержащие обоймы, конические вставки и подпружиненные заклинивающие
0 элементы, вертикальный шток, проходящий через обе муфты, средство расклинивания штока и средство регулировки шага перемещения штока, отличающийся тем, что, с целью повышения надежности и расшире5 ния технологических возможностей, он снабжен переключателем режима работы механизма, выполненным в виде двух силовых цилиндров, установленных на корпусе, и ползуна, смонтированного с возможно0 стью взаимодействия с обоими цилиндра- ми, вертикальный шток выполнен с лысками, заклинивающие элементы выполнены в виде роликов, установленных с возможностью взаимодействия с лысками
5 штока, средство расклинивания штока выполнено в виде поршней, .установленных под роликами обеих муфт с возможностью независимой работы, обойма нижней муфты
выполнена в виде полого штока, а средство регулировки шага перемещения штока выполнено в виде двух гаек, установленных на полом штоке с возможностью взаимодействия с ползуном переключателя режима раФиг.1
боты, при этом ползун выполнен с двумя смещенными в горизонтальной плоскости и пересекающими одно другое отверстиями, одно из которых больше диаметра гаек, а другое - меньше.
14
37 ,7 /////////ш
Е
77/л//////Л
Толщина заготодки
I
35Л
Вид В
2f
Фиг.З
| Устройство для шаговой подачи стопы заготовок | 1984 |
|
SU1194544A1 |
| Выбрасывающий ячеистый аппарат для рядовых сеялок | 1922 |
|
SU21A1 |
| . | |||
