Изобретение относится к области изготовления трубчатых спиральных изделий методом навивки на оправку, напримерр для изготовления трубчатых магнитопроводов электроизмерительных приборово
Цель изобретения - повышение качества за счет повышения точности и стабильности размеров спиральных изделии
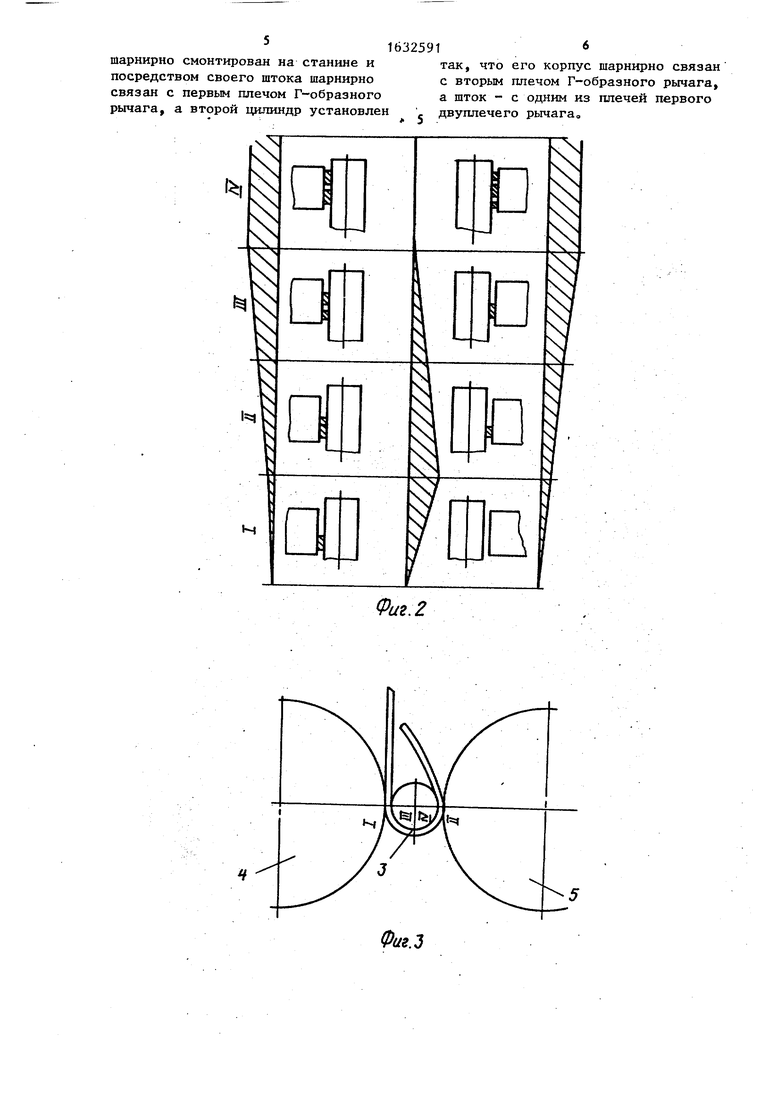
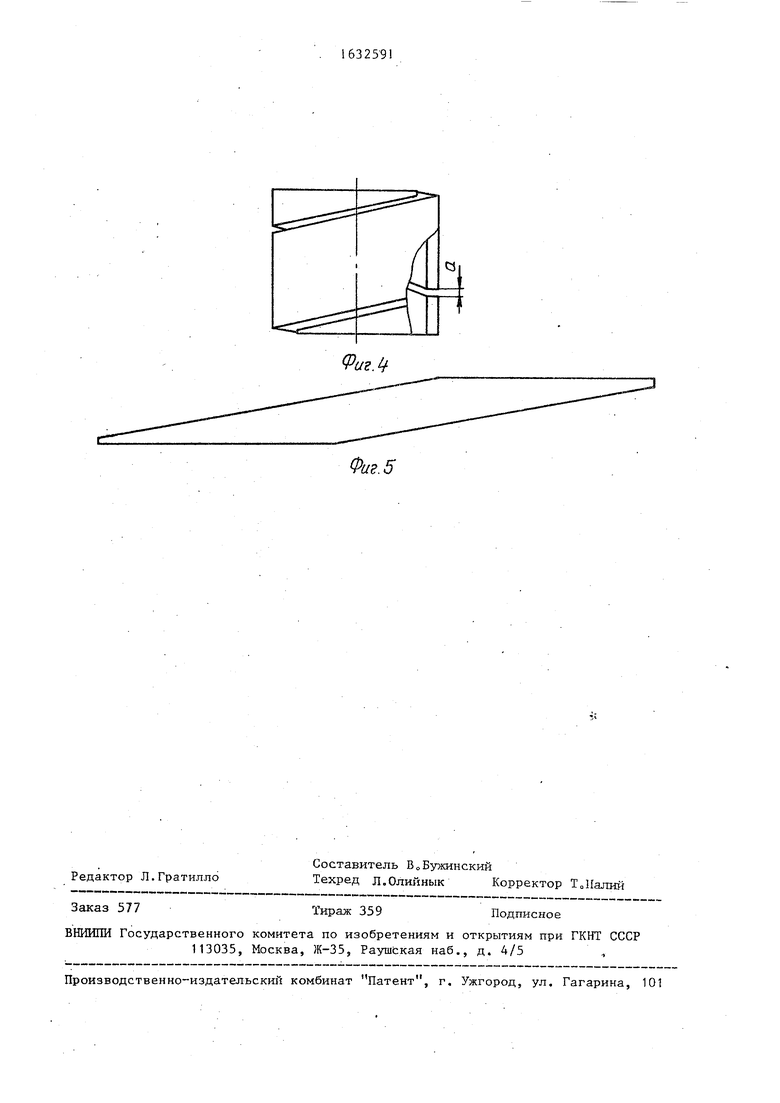
На фиг„1 показан узел привода на- вивочных роликов; на фиг02 и 3 - диаграммы деформации осей оправки и навивочных роликов; на фиг„4 и 5 - готовый магнитопровод л его развертка
Автомат для навивки спиральных изделии, например, магнитопровода, содержащий станину 1, смонтированный на ней суппорт 2, на котором смонтированы оправка 3, навивочные ролики 4 и 5, размеренные на концах рычагов 6 и 7о Другие концы этих рычагов с помощью тяг 8 и 9 связаны с концами двуплечего рычага (коромысла) 10, смонтированного шарнирно на станине 1, Один конец рычага 10 связан со штоком 11 силового цилиндра 12, корпус которого связан с концом Г-образного рычага 13, шарнирно закрепленного на станине 1 , Второй конец рычага 13 связан со штоком 14 силового цилиндра 15 „ Автомат имеет также кассетное загрузочное устройство 1Ь с шибером 17, который связан с приводом в виде силового цилиндра 18„
Автомат для навивки спиральных изделий работает следующим образом.
В кассетное загрузочное устройство I загружаются заготовки магнитопровода. Включается привод (не показан) навивочных роликов 5 и 4 и оправки 3, одновременно подается, например, сжатый воздух в силовой цилиндр 12, в результате чего выдвигается шток 11 и, воздействуя на конец рычага 10, через тяги 8 и 9 поворачивает рычаги 6 и 7о При этом между навивоч- ными роликами 4 и 5 и оправкой 3 устанавливается зазор, необходимый для навивки заготовкио Подачей сжатого воздуха в силовой цилиндр 18 шибер 17с заготовкой магнитопровода подается к механизму навивки,, Конец заготовки направляется между верхним роликом 4 и оправкой 3, осуществляется спиральная навивка заготовки
0
5
0
5
0
5
0
5
При этом шибер 17 сопровождает заготовку до полной навивки ее на оправку 3„ В силовой цилиндр 15 подается сжатый воздух, шток 14, выдвинувшись и воздействуя на рычаг 13, корпус- цилиндра 12, шток 11, рычаг 10, тяги 8 и 9, рычаги 6 и 7, создает межг ду навивочными роликами 4 и 5 и оп-- равкой 3 дополнительное усилие, обеспечивающее калибровку навитого магнитопровода. После калибровки с помощью силовых цилиндров 12 и 15 разводятся ролики 4 и 5, шиберное устройство 17 цилиндром 18 отводится в исходное положениео Производится съем готового магнитопровода с оправки 3 и осуществляется очередной цикл работы автоматао
Предложенный автомат для навивки спиральных изделии за счет исключения связей привода шиберного устройства с навивочными роликами и введения дополнительных раздельно включаемых в работу силовых приводов позволяет осуществлять изготовление магнитопроводов в режимах навивки и калибровки, что повышает стабильность и точность размеров магнитопроводов, их качество и резко снижает отход готовых изделий в брак„ Формула изобретения
Автомат для навивки спиральных изделий, содержащий смонтированный на станине суппорт с размещенным на нем механизмом навивки заготовки, включающим приводные оправку и диаметрально расположенные относительно нее навивочные ролики, смонтированные на суппорте два двуплечих рычага, на одних концах которых размещены навивочные ролики, привод поворота двуплечих рычагов, кассетное загрузочное устройство для заготовок с шибером и привод перемещения шибера, отличающийся тем, что, с целью повышения качества за счет повышения точности и стабильности размеров спиральных изделий, привод поворота двуплечих рычагов навивочных роликов состоит из шарнирно закрепленных на станине первого и второго двуплечих рычагов, второй из которых выполнен Г-образным, а плечи первого шарнирно связаны при помощи тяг со вторыми концами рычагов навивочных роликов, и первого и второго силовых цилиндров, из которых первый
тарнирно смонтирован на станине и посредством своего штока шарнирно связан с первым плечом Г-образного рычага, а второй цилиндр установлен
так, что его корпус шарнирно связан с вторым плечом Г-образного рычага, а шток - с одним из плечей первого двуплечего рычага.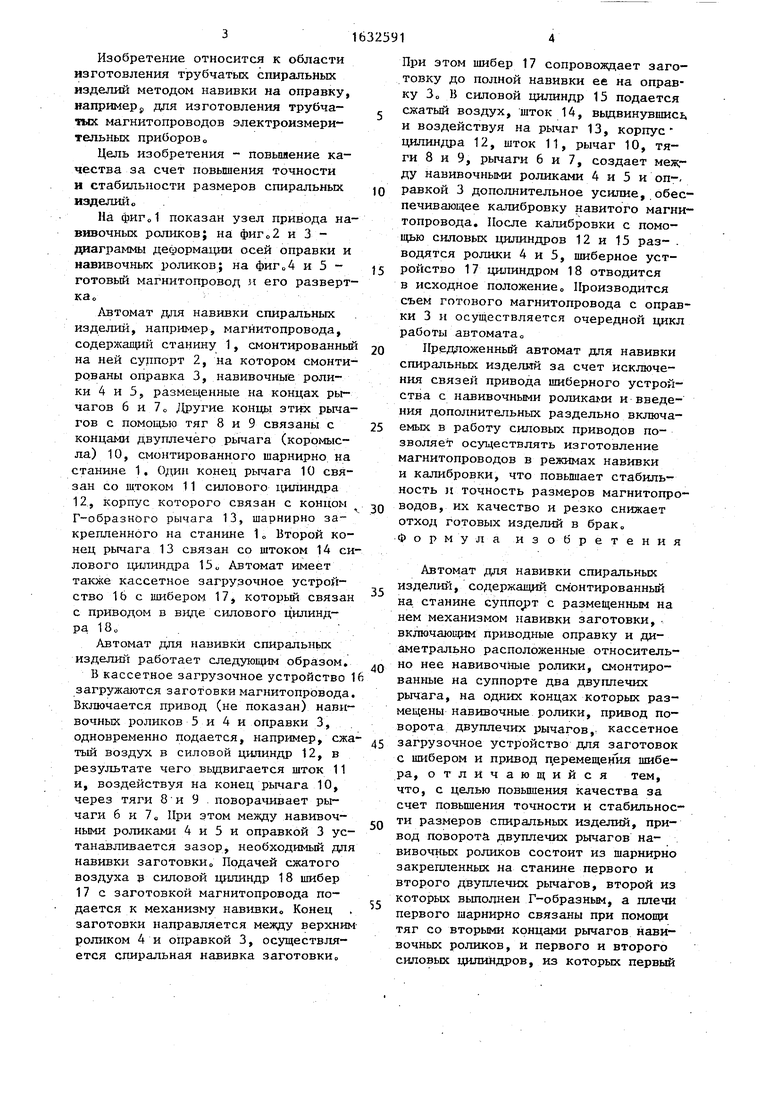
| название | год | авторы | номер документа |
|---|---|---|---|
| Автомат для навивки спиральных изделий | 1989 |
|
SU1694295A1 |
| Автомат для навивки спиральных изделий | 1988 |
|
SU1519817A1 |
| Автомат для изготовления двухспиральных пружин с отогнутыми концами | 1985 |
|
SU1294442A1 |
| Автомат для изготовления проволочных граблин | 1980 |
|
SU925493A1 |
| Станок для горячей навивки пружин | 1989 |
|
SU1667999A1 |
| Автомат для изготовления плоских спиральных пружин | 1975 |
|
SU534286A1 |
| Устройство для изготовления двухспиральных пружин | 1980 |
|
SU937090A1 |
| Автомат для навивки пружин с фигурными концами | 1983 |
|
SU1125083A1 |
| Станок для расточки канавок во вкладышах подшипников | 1985 |
|
SU1247183A1 |
| Устройство для изготовления пружин | 1986 |
|
SU1359047A1 |
Изобретение относится к изготовлению трубчатых спиральных изделий методом навивки на оправку, может быть использовано в машиностроении и позволяет повысить точность и стабильность размеров Мавиваемых изделий, Автомат содержит станину 1, суппорт 2 с механизмом навивки заготовки, включающий оправку 3 и диаметрально расположенные навивочные ролики 4,5, два рычага 6У7, на которых смонтированы навивочные ролики, кассетное загрузочное устройство 16 Концы рычагов 6,7 связаны с помощью тяг с концами двуплечего рычага 10, один конец которого связан со штоком 11 первого силового цилиндра 12, корпус которого через Г-образный рычаг 13 связан со штоком 14 второго силового цилиндра 15о 5 лш„ & (Л Г± Я 17 со to ел Фиг.}
N
н
Фиг.2
Фиг.З
Pt/e.tt
Редактор Л.Гратилло
Составитель В„Бужинский
Техред л.Олийнык Корректор Т„Налий
Заказ 577
Тираж 359
ВНИИПИ Государственного комитета по изобретениям и открытиям при ГКНТ СССР 113035, Москва, Ж-35, Раушская наб., д. 4/5 ,
Производственно-издательский комбинат Патент, г. Ужгород, ул. Гагарина, 101
Фиг. 5
Подписное
| Автомат для навивки спиральных изделий | 1988 |
|
SU1519817A1 |
