1
Изобретение относится к области станкостроения, в частности, к конструкциям станков по изготовлению изделий из ироволоки, иреимущественно иружин.
Известен автомат для навивки пружин, содержащий смонтированные на станине и кинематически связанные ириводные задающие ролики, ироводковое устройство, оправку, шаговую лапку, прижимной ролик, отрезное устройство и регулируемый в радиальном направлении, отиосительно оси оправки, радиусный упор.
К недостаткам известного автомата следует отнести то, что отрезка готовой пружины на выходной части оправкн влияет на форму витков последующей, а для изменения направления навиваемы.х иружин требуется переналадка автомата и за.чена навивочного инструмента.
Целью изобретения является создание автомата для навивки пружин любого диаметра и ианравления с прямыми концами без замены навивочного инструмента, а также отрезка готовой иружины на входной части онравки.
Это достигается тем, что оправка имеет в плоскости навивки канал, причем входная часть оправки представляет собой плоскость, перпендикулярную направлению подачи проволоки, а выходная часть имеет радиусные
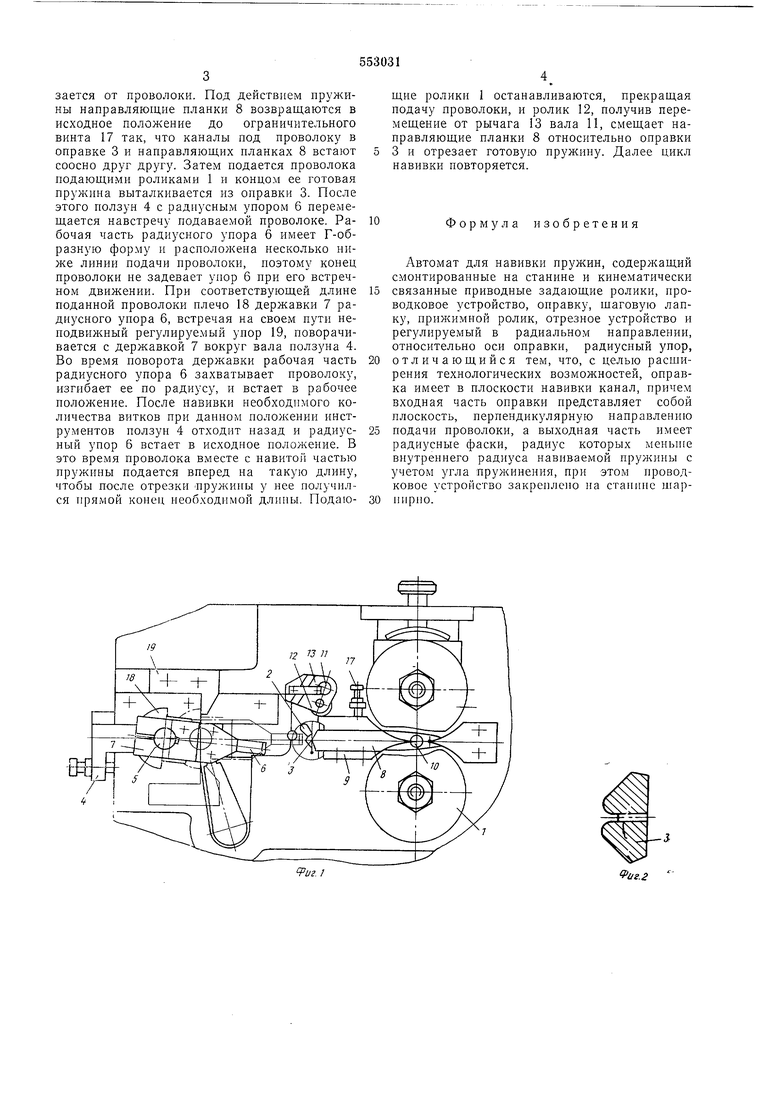
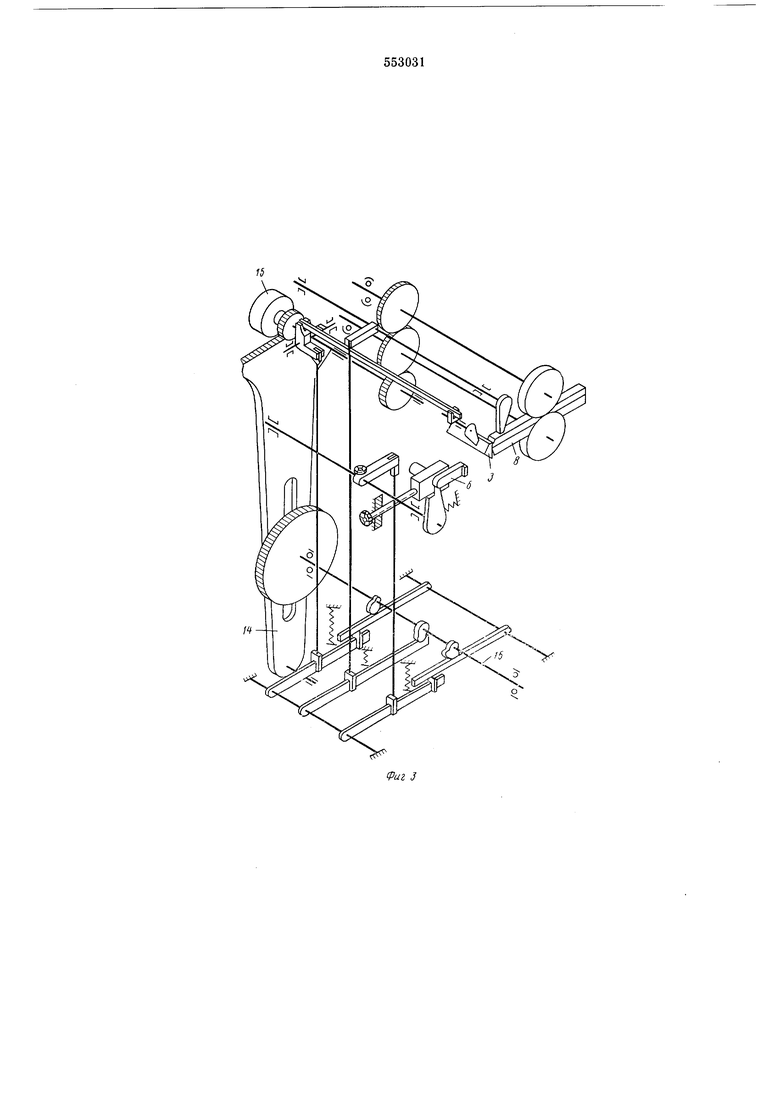
ераски, радиус которых меныпе внутреннего радиуса навиваемой пружииы с учетом угла нружинения, прн этом проводковое устройство закреплено на станине шарннрно. На фиг. I показан описываемый автомат для навивки и формообразования нруж:нны; на фиг. 2- сечение оправки по плоскости навивки; на фиг. 3 - кинематическая схема механизма навивкн автомата; на фнг. 4 - типы навивае0мых иружин.
Автомат содержит подающие ролики 1 (см. фнг. 1), щаговую лапку 2, оправку 3, ползун 4, на валу 5 которого установлен радиусный упор 6 с державкой 7, нанравляющне планки 8 для проволоки, установленные в иодпрулсиненной державке 9, посаженной на ось 10, и вал II с роликом 12 на рычаге 13. Кроме того, автомат включает кулисный механизм 14 (см. ф)г. 3), механизм обгона 15, раснределнтельиый вал 16 с кулачками, а также ограничительный винт 17, плечо 18 держав)си 7 и упор 19.
Автомат работает следующим образом.
Положение, иоказанное на фиг. 1, соответствует моменту перед отрезкой готовой пружнны. После включения станка вал 11 ролнком 12 через рычаг 13 поворачивает направляющие планки 8 вокруг оси 10. В результате относительиого смещения нанравляющих планок 8 и оправки 3 готовая отрезается от проволоки. Под действием пружины направляющие планки 8 возвращаются в исходное положение до ограничительного винта 17 так, что каналы под проволоку в оправке 3 и направляющих планках 8 встают соосно друг другу. Затем подается проволока подающими роликами 1 и концом ее готовая пружина выталкивается из оправки 3. После этого ползун 4 с радиусным упором 6 перемещается навстречу подаваемой проволоке. Рабочая часть радиусного упора 6 имеет Г-образную форму и расположена несколько ниже линии подачи проволоки, поэтому конец проволоки не задевает уиор 6 при его встречном движении. При соответствующей длине поданной проволоки плечо 18 державки 7 радиусного упора 6, встречая на своем пути неподвилшый регулируемый упор 19, поворачивается с державкой 7 вокруг вала ползуна 4. Во время поворота державки рабочая часть радиусного упора б захватывает проволоку, изгибает ее по радиусу, и встает в рабочее положение. После навивки необходимого количества витков при данном положении инструментов ползун 4 отходит назад и радиусный упор 6 встает в исходное положение. В это время проволока вместе с навитой частью пружины подается вперед на такую длину, чтобы после отрезки Пружины у нее получился прямой конец необходимой длины. Подающие ролики 1 останавливаются, прекращая подачу проволоки, и ролик 12, получив перемещение от рычага 13 вала II, смещает направляющие планки 8 относительно оправки 3 и отрезает готовую пр жипу. Далее цикл навивки повторяется.
Формула изобретения
Автомат для навивки пружин, содержащий смонтированные на станине и кинематически
связанные приводные задающие ролики, проводковое устройство, оправку, шаговую лапку, прижимной ролик, отрезное устройство и регулируемый в радиальном направлении, относительно оси оправки, радиусный упор,
отличающийся тем, что, с целью расширения технологических возможностей, оправка имеет в плоскости навивки канал, причем входная часть оправки представляет собой плоскость, перпендикулярную направлению
подачи проволоки, а выходная часть имеет радиусные фаски, радиус которых меиьи1е внутреннего радиуса навиваемой пружины с учетом угла пружинения, при этом проводковое устройство закреплено иа стапипе шарпирпо.
| название | год | авторы | номер документа |
|---|---|---|---|
| Автомат для навивки пружин | 1989 |
|
SU1632593A2 |
| Станок для изготовления пружин с отогнутым концом | 1971 |
|
SU438478A1 |
| Автомат для навивки пружин | 1987 |
|
SU1447501A1 |
| Автомат для навивки пружин | 1978 |
|
SU776725A1 |
| Устройство для изготовления винтовых пружин | 1985 |
|
SU1268260A1 |
| Автомат для навивки пружин | 1984 |
|
SU1194549A1 |
| Устройство для навивки пружин сдВуМя ВЕТВяМи | 1979 |
|
SU810346A1 |
| Автомат для изготовления двухветвевых пружин | 1973 |
|
SU484036A1 |
| Автомат для изготовления двухспиральных пружин с отогнутыми концами | 1985 |
|
SU1294442A1 |
| Устройство для непрерывной навивки винтовых цилиндрических пружин растяжения с зацепами | 1985 |
|
SU1306630A1 |

Vuz.l
9иг.г
If, A A I i rff-ii|П ч II
Jl
I H I « 5 d
|fi Л ft 1
Tuwr
Ml
I- fhl
1V...
т jФиг. 4
