Уже известны станки для навивки пружин с витками мно оугольного профиля, состоящие из роликов для подачи проволоки, упора для завивания концапроволоки, упора для отклонения навиваемых витков вбок соответственно шагу пружины и ножниц для разрезания пружины на куски.
В отличие от известных станков, в предлагаемом станке упор для завивания конца пружины находится под действием привода для периодического отведения его с пути подачи проволоки. Это дает возможность образования у профиля витка прямолинейных участков.
На фиг. 1 изображена кинематическая схема станка; на фиг. 2 - механизм получения профиля пружины; на фиг. 3- механизм отрезки пружины. От электродвигателя вращение передается через фрикционную 1 (фиг. 1) на вал 2, соединенный паразитной шестерней с валом 3, на котором снаружи находится профильный копир 4 и эксцентрик 5.
С вала 3 вращение передается через роликовую муфту 6 на вал 7. На последнем укреплен снаружи маховичок 8 для ручной подачи проволоки при наладке. При вращении маховичка 8, муфта 6 расклинивается, и вращение передается только на сменные щестерни 9 и 10, на вал И и затем на валы 12 и 13, на которых сидят подакмние ролики 14. Обратная же цепь на электродвигатель и копирный вал 3 разъединяется. Это дает большое удобство при наладке.
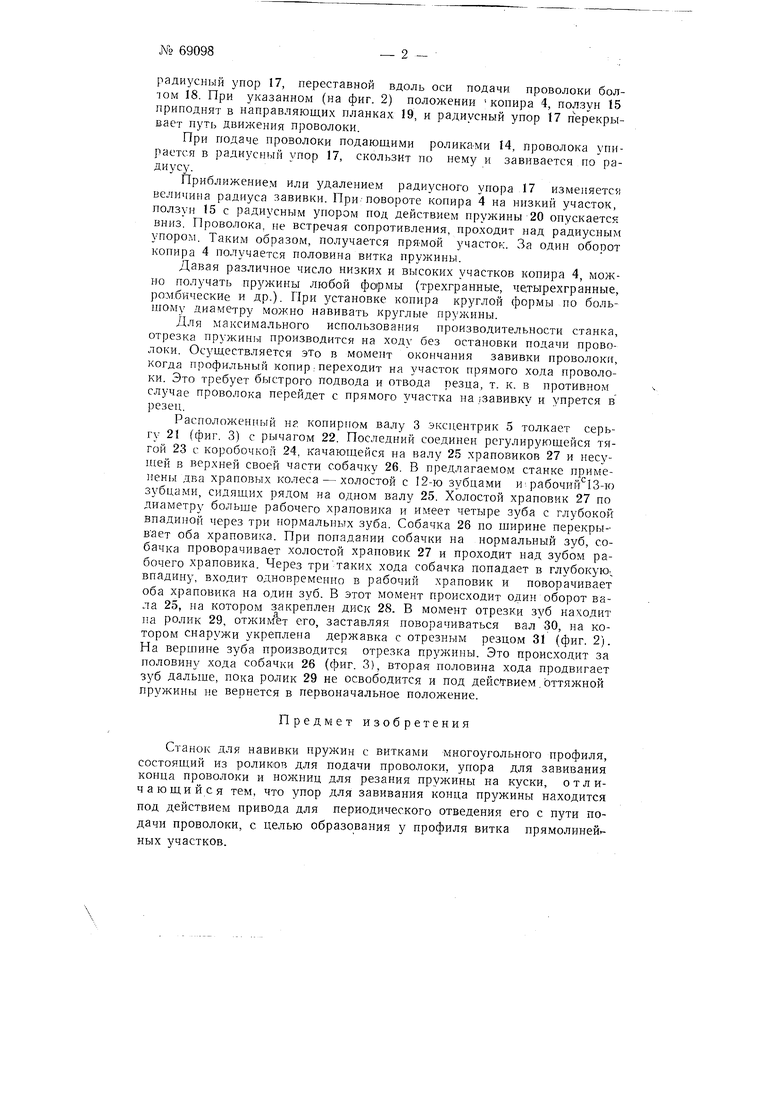
Сменные щестерни 9 и 10 и подающие ролики 14 подобраны таким образом, чтобы за один оборот копирного вала 3 проволока подавалась на половину периметра одного витка пружины. На закрепленный на валу 3 профильный копир 4 роликом опирается ползун 15 (фиг. 2), па котором закреплена державка 16. В последней находится
№ 69098
радиусный упор 17, переставной вдоль оси подачи проволоки болтом 18. При указанном (на фиг. 2) положении копира 4, ползун 15 приподнят в направляющих планках 19, и радиусный упор 17 перекрывает путь движения проволоки.
При подаче проволоки подающими ролика-ми 14, проволока упирается в радиусный упор 17, скользит по нему и завивается по радиусу.
Приближением или удалением радиусного упора 17 изменяется величина радиуса завивки. При-повороте копира 4 на низкий участок, ползун 15 с радиусным упором под действием пружины 20 опускается вниз. Проволока, не встречая сопротивления, проходит над радиусным упором. Таким образом, получается пря-мой участок. За один оборот копира 4 получается половина витка пружины.
Давая различное число низких и высоких участков копира 4, можно получать пружины любой формы (трехгранные, четырехгранные, ром.бические и др.). При установке копира круглой формы по больнюму диаметру можно навивать круглые пружины.
Для максимального использования производительности станка, отрезка пружины производится на ходу без остановки подачи проволоки. Осуществляется это в момент окончания завивки проволоки, когда профильный копир, переходит на участок прямого хода проволоки. Это требует быстрого подвода и отвода резца, т. к. в противном случае проволока перейдет с прямого участка на :завивку и упрется в резец.
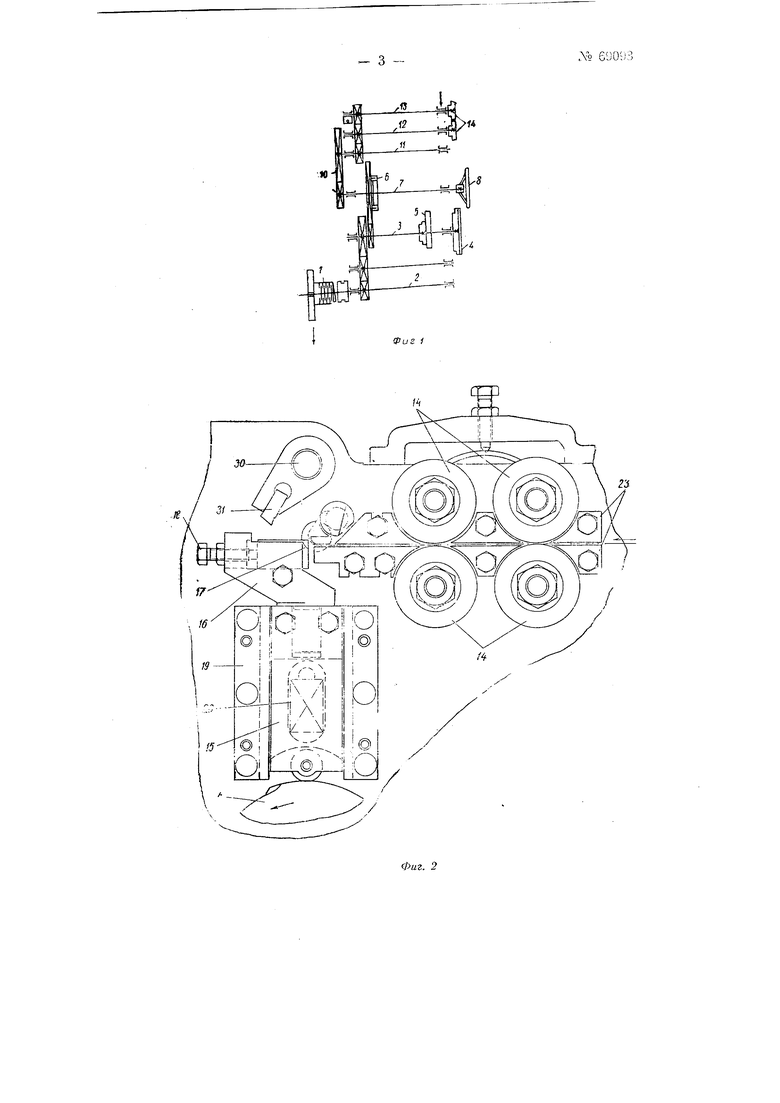
Расположенный не. копирпом валу 3 эксцентрик 5 толкает серьгу 21 (фиг. 3) с рычагом 22. Последний соединен регулирующейся тягой 23 с коробочкой 24, качающейся на валу 25 храповиков 27 и несущей в верхней своей части собачку 26. В предлагаемом станке примепен1,1 дна храповых колеса - холостой с 12-ю зубцами и рабочий З-ю зубцами, сидящих рядом на о,п,ном валу 25. Холостой храповик 27 по диаметру больше рабочего храповика и имеет четыре зуба с глубокой впадиной через три нормальных зуба. Собачка 26 по ширине перекрывает оба храповика. При попадании собачки на нормальный зуб, собачка проворачивает холостой храповик 27 и проходит над зубом рабочего храповика. Через три таких хода собачка попадает в глубокую., впадину, входит одновременно в рабочий храповик и поворачивает оба храповика на один зуб. В этот момент происходит один оборот вала 25, на котором закреплен диск 28. В момент отрезки зуб находит ца ролик 29, отжимет его, заставляя поворачиваться вал 30, на котором снаружи укреплена державка с отрезным резцом 31 (фиг. 2). На вершине зуба производится отрезка пружины. Это происходит за половину хода собачки 26 (фиг. 3), вторая половина хода продвигает зуб дальше, пока ролик 29 не освободится и под действием, оттяжной пружины не вернется в первоначальное положение.
Предмет изобретения
Станок для навивки пружин с витками многоугольного профиля, состоящий из роликов для подачи проволоки, упора для завивания конца проволоки и ножниц для резания пружины на куски, отличающийся тем, что упор для завивания конца пружины находится под действием привода для периодического отведения его с пути подачи проволоки, с целью образования у профиля витка прямолиней ных участков.
Фиг 1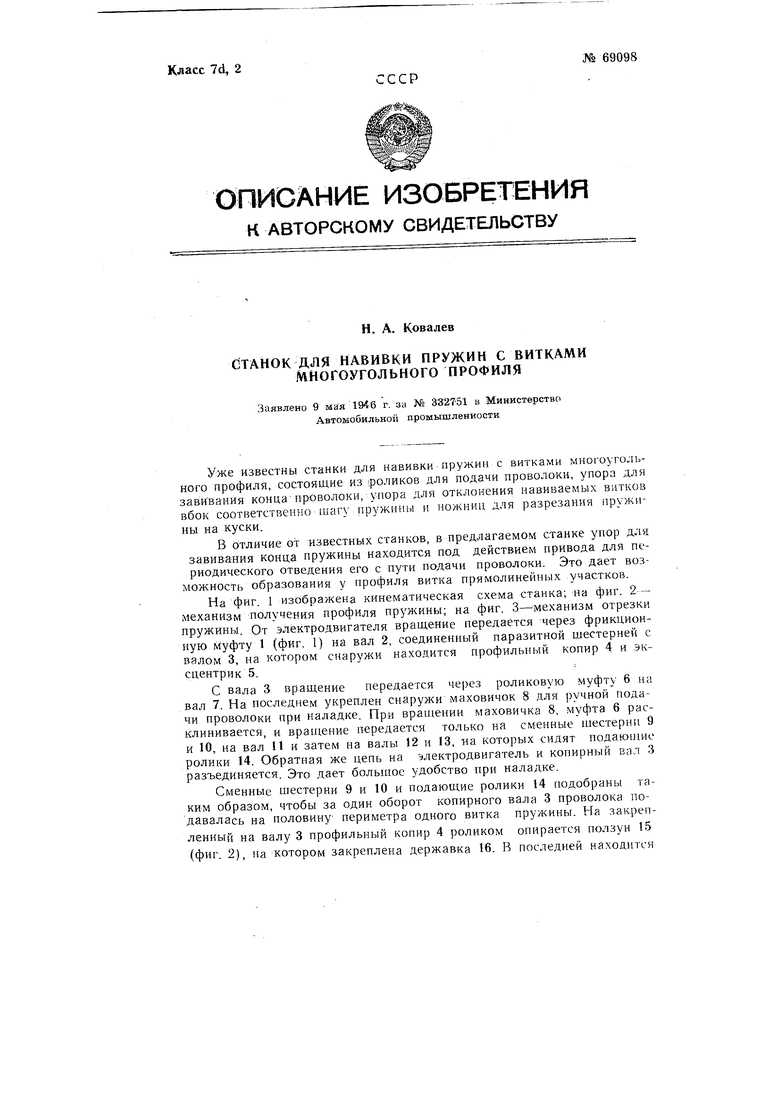
| название | год | авторы | номер документа |
|---|---|---|---|
| Револьверная головка | 1974 |
|
SU531661A1 |
| Станок для изготовления пружин с отогнутым концом | 1971 |
|
SU438478A1 |
| Автоматический станок для изготовления петель | 1927 |
|
SU32471A1 |
| Навивочный механизм к пружинонавивочному автомату | 1986 |
|
SU1407635A1 |
| МНОГОПОЗИЦИОННЫЙ СБОРОЧНЫЙ АВТОМАТ | 1965 |
|
SU173544A1 |
| Автомат для изготовления двухветвевых пружин | 1973 |
|
SU484036A1 |
| Автомат для навивки пружин | 1975 |
|
SU553031A1 |
| Автомат для навивки пружин | 1975 |
|
SU599896A1 |
| Устройство для обработки периодически повторяющихся участков с фасонной поверхностью на деталях типа тела вращения | 1976 |
|
SU657973A1 |
| УСТРОЙСТВО ДЛЯ ИЗГОТОВЛЕНИЯ ПРУЖИН | 1972 |
|
SU425709A1 |
23
ff30
