Изобретение относится к области обработки металлов давлением, а именно к штамповке деталей из трубчатых заготовок
Цель изобретения - повышение производительности, увеличение коэффициента использования металла и повышение качества изделий„
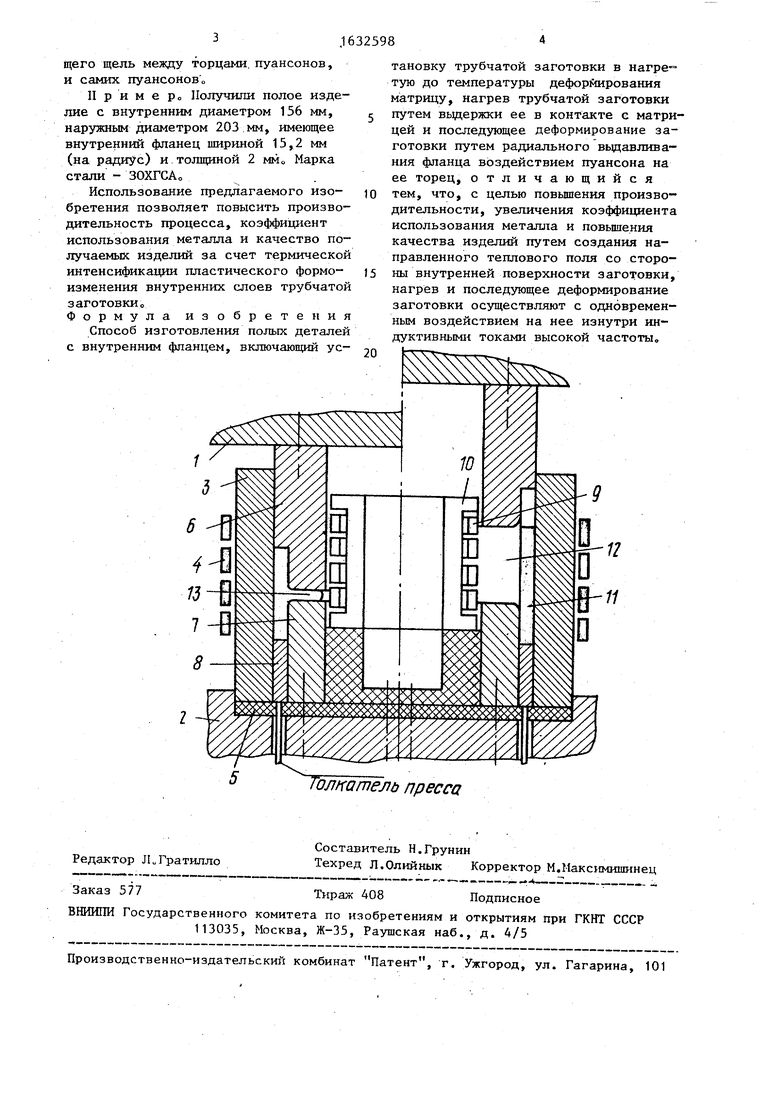
На чертеже показано устройство, реализующее предлагаемый способ, сечение (слева - сомкнутое состояние; справа - исходное положение штампа)0
Способ изготовления полых деталей осуществляют в штампе , состоящем из верхней подвижной 1 и нижней неподвижной 2 плит, матрицы 3, нагревателя 4, теплоизолятора 5, верхнего 6 и нижнего 7 кольцевых пуансонов, выталкивателя 8, дополнительного нагревателя 9 в виде индуктора с центральным магнитопроводом 10„ При этом наибольший диаметр дополнительного нагревателя 9 не превышает диаметра внутренних поверхностей кольцевых пуансонов 6 и 70
Способ изготовления полых деталей с внутренним фланцем осуществляют следующим образом.
Трубчатую заготовку 11 (фиг„1) устанавливают в формообразующую полость 12 и производят ее нагрев теплопроводностью от нагревателя 4 и токами высокой частоты дополнительным нагревателем 9о Далее производят деформирование трубчатой заготовки пуансонами 6 и 7 при одновременном разогреве токами высокой частоты внутреннего фланца 13 заготовки, заполняюС&
со
1C СП
со
00
щего щель между торцами пуансонов, и самих пуансоново
II р и м е РО Получили полое изделие с внутренним диаметром 156 мм, наружным диаметром 203 мм, имеющее внутренний фланец шириной 15,2 мм (на радиус) и толщиной 2 мм0 Марка стали - ЗОХГСАо
Использование предлагаемого изобретения позволяет повысить производительность процесса, коэффициент использования металла и качество получаемых изделий за счет термической интенсификации пластического формоизменения внутренних слоев трубчатой
заготовкио
Формула изобретения
Способ изготовления полых деталей
с внутренним фланцем, включающий усТолкатель пресса
тановку трубчатой заготовки в нагре- тую до температуры деформирования матрицу, нагрев трубчатой заготовки путем выдержки ее в контакте с матрицей и последующее деформирование заготовки путем радиального выдавливания фланца воздействием пуансона на ее торец, отличающийся тем, что, с целью повышения производительности, увеличения коэффициента использования металла и повышения качества изделий путем создания направленного теплового поля со стороны внутренней поверхности заготовки, нагрев и последующее деформирование заготовки осуществляют с одновременным воздействием на нее изнутри индуктивными токами высокой частоты.
| название | год | авторы | номер документа |
|---|---|---|---|
| Способ изготовления полых деталей с внутренним фланцем | 1989 |
|
SU1706771A1 |
| Устройство для изготовления полых изделий с внутренним фланцем из трубчатых заготовок | 1989 |
|
SU1792773A1 |
| Способ изготовления полых деталей с внутренним фланцем из трубчатых заготовок и устройство для его осуществления | 1990 |
|
SU1766565A1 |
| Устройство для изготовления полых изделий с внутренним фланцем | 1989 |
|
SU1706772A1 |
| Способ получения трубчатых изделий с фланцем | 1989 |
|
SU1637933A1 |
| Штамп для изотермического деформирования | 1988 |
|
SU1687353A1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ПОЛЫХ МЕТАЛЛИЧЕСКИХ ЕМКОСТЕЙ | 1994 |
|
RU2074038C1 |
| Штамп для вытяжки с дифференцированным нагревом | 1989 |
|
SU1673242A1 |
| Устройство для изотермического деформирования заготовок в безокислительной среде | 1988 |
|
SU1687348A1 |
| Устройство для получения полых изделий с внутренним фланцем из трубчатых заготовок | 1990 |
|
SU1731400A1 |
Изобретение относится к обработке металлов давлением, а именно к технологии изготовления полых деталей „ Цель изобретения - повышение производительности, увеличение коэффициента использования металла, повышение качества изделий. Способ изготовления полых деталей с внутренним фланцем реализуется путем осадка трубчатой заготовки в торец, в закрытом штампе и с нагревом заготовки и матрицы до температур деформа- циИо Процесс затекания металла заготовки во внутренний фланец интенсифицируется внутренним нагревом от индуктора высокой частоты, расположенного внутри трубчатой заготовки. 1 ил„ с Ј (Л
| Попов ОоВ0 Изготовление цельно- штампованных тонкостенных деталей переменного сечения М„: Машинострое- ние, 1974, с„63. |
