////////////////////////////////////////////////////
$иг.1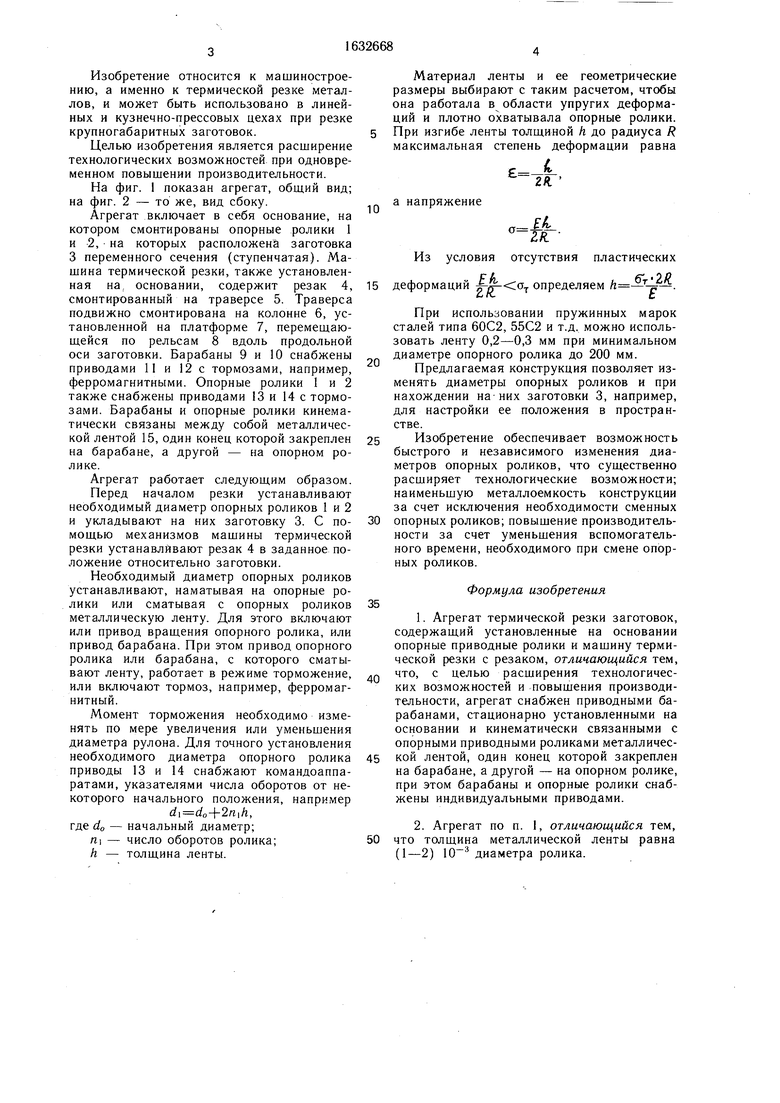
| название | год | авторы | номер документа |
|---|---|---|---|
| ЛИНИЯ ПРОДОЛЬНОЙ РЕЗКИ ЛЕНТЫ | 2001 |
|
RU2192940C1 |
| Агрегат для резки рулонного материала | 1982 |
|
SU1085112A1 |
| ЛИНИЯ АВТОМАТИЧЕСКАЯ ПРОДОЛЬНО-ПОПЕРЕЧНОЙ РЕЗКИ РУЛОННОЙ СТАЛЬНОЙ ПЛОСКОЙ ЛЕНТЫ НА МЕРНЫЕ ПОЛОСЫ | 2022 |
|
RU2810218C2 |
| УСТРОЙСТВО ДЛЯ ЛЕНТОЧНОГО ШЛИФОВАНИЯ МЕТАЛЛИЧЕСКОЙ ПОЛОСЫ | 1992 |
|
RU2053102C1 |
| Способ очистки наружной поверхности трубопровода от пленочной изоляции и устройство для очистки наружной поверхности трубопровода | 1987 |
|
SU1452628A1 |
| Устройство для разделения сматываемых на общий барабан рулонов | 1988 |
|
SU1600893A1 |
| СПОСОБ ПОДГОТОВКИ ШИХТЫ К СПЕКАНИЮ | 2008 |
|
RU2387720C1 |
| Конвейер | 1983 |
|
SU1135700A1 |
| Поъемник | 1990 |
|
SU1791368A1 |
| ЭЛЕКТРОЛИЗЕР ДЛЯ ПРОИЗВОДСТВА ФОЛЬГИ ЦВЕТНЫХ МЕТАЛЛОВ ИЗ ВОДНЫХ РАСТВОРОВ | 1995 |
|
RU2082832C1 |
Изобретение относится к термической резке металлов и может быть использовано в литейных и кузнечно-прессовых цехах при резке крупногабаритных заготовок. Цель изобретения - расширение технологических возможностей и повышение производительности. Перед началом резки устанавливают необходимый диаметр опорных роликов 1 и 2 в зависимости от конфигурации и размеров заготовки. Диаметр опорных роликов устанавливают, сматывая или наматывая на опорные ролики металлическую ленту 15, для чего включают или привод вращения барабана, или привод вращения опорного ролика. При этом привод опорного ролика или барабана, с которого сматывают металлическую ленту, работает в режиме торможения или включают тормоз, например, ферромагнитный. Изобретение обеспечивает возможность быстрого и незави симого изменения диаметров опорных роликов, наименьшую металлоемкость и повышение производительности. 1 з.п ф-лы, 2 ил. SS
| Станок для резки труб | 1978 |
|
SU780995A1 |
| Прибор для равномерного смешения зерна и одновременного отбирания нескольких одинаковых по объему проб | 1921 |
|
SU23A1 |
