00 сд
vj
Изобретение относится к области общего машиностроения, в частности к автоматизации и механизации транспортирования грузов, и может быть использовано во всех отраслях промышленности для перемещения изделий из стекла и других изделий, нуждающи сся в плавном без рывков перемещении, накапливании, поступающих на конвейер нециклично.
Известен роликовый конвейер, содержащий раму, расположенные на ней приводные от бесконечного гибкого органа транспортирующие ролики и опорные ролики .т .
Однако в данном конвейере вращение транспортирующим и опорным роликам сообщает приводная бесконечная лента, приводом ее является асинхронный электродвигатель, рабочая ско- рость которого нарастает мгновенно. В связи с этим.вращение транспортирующих роликов, а значит и перемещение изделий, начинается резко, что приводит к столкновению изделий, йзГ поломке.
Наиболее близким к изобретению по технической сущности и достигаемому результату является конвейер, включающий смонтированные на раме привод ную ленту, соединенные с приводом радиального перемещения опорные, транспортирующие ролики и нажимные ролики 2j .
Однако в известном конвейере транспортировку изделий осуществляют на шаг, т.е. циклично, что создает некоторые неудобства. Действительно, транспортировку изделий на большие расстояния осуществляют за несколько циклов, причем для осуществления последующего цикла лента соверщает холостой ход (возвращается в исходное положение) . Таким образом, большое количество рабочего времени тратится на совершение холостого хода ленты. При этом величина шага, подачи изделия ограничена величиной кода поршня силового цилиндра, являющегося приводом ленты конвейера. Кроме того, на указанном конвейере не обеспечена возможность накапливания изделий. Все это ограничивает технологические возможности конвейера, снижает его производительность.
Целью изобретения является повышение производительности и расширени технологических возможностей конвейера путем обеспечения возможности накапливания изделий и увеличения длины их пробега.
Поставленная цель достигается тем, что у конвейера, включающего смонтированные на раме приводную ленту, соединенные с приводом радиального перемещения опорные ролики, транспортирзтощие ролики и нажимные ролики, нажимные ролики установлены посредством двуплечих рычагов и имеют соединенные между собой приводы -перемещения в виде пневмораспределителей, при этом привод радиального перемещения опорных роликов выполнен в виде пневмоцилиндров и связанных с ними посредством трубопроводов и дросселей золотников, причем пневмораспределители нажимных роликов соединены с золотниками, которые выполнены двухпоршневыми с различными диаметрами поршней, а приводная лента выполнена бесконечной.
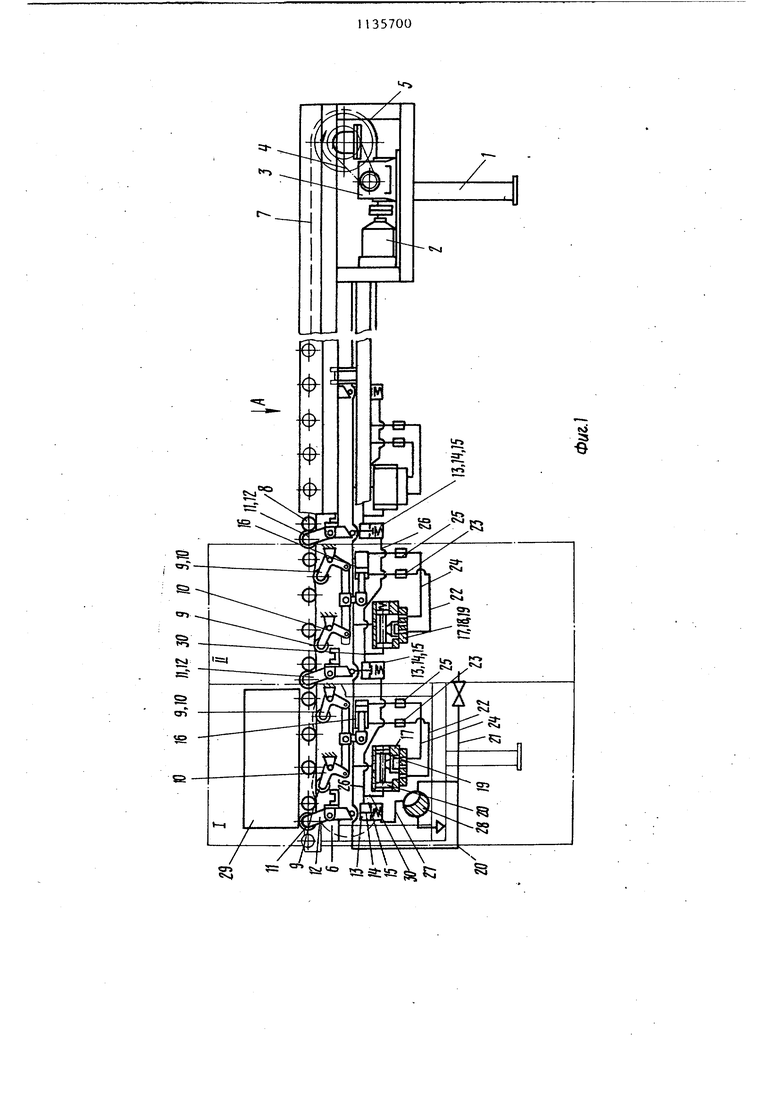
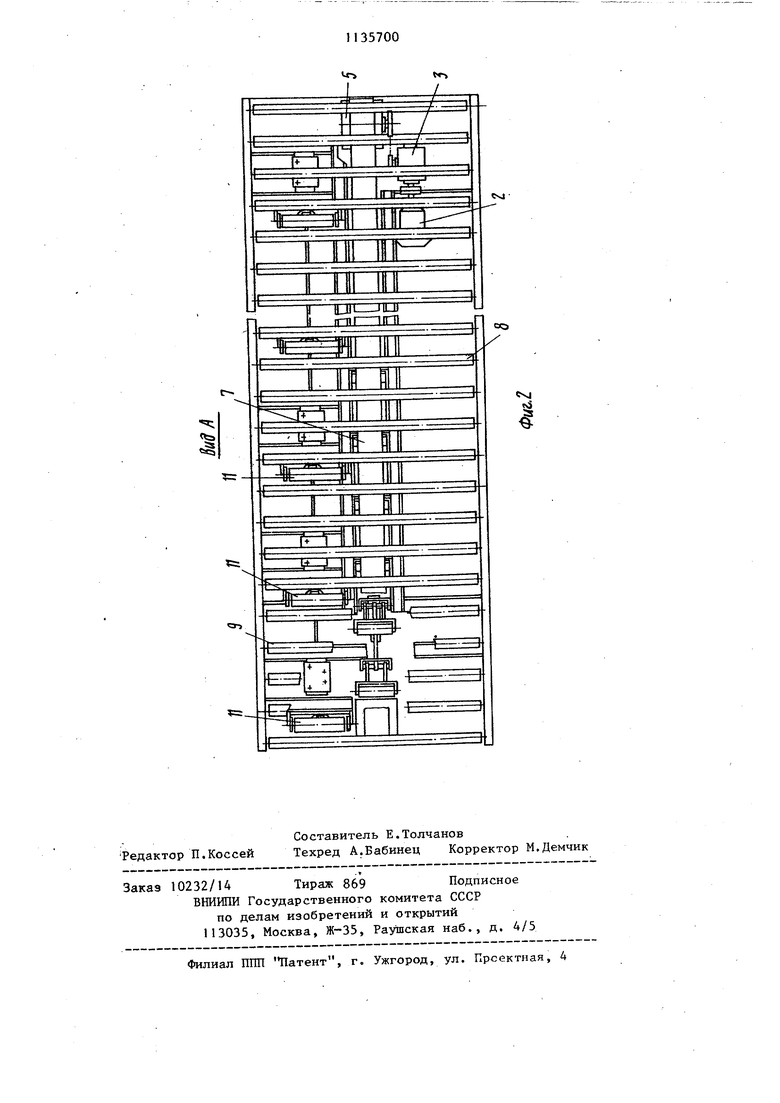
На фиг.1 изображен предлагаемый конвейер, общий вид; на фиг. 2 вид А на фиг..1 .
Конвейер содержит смонтированный на раме 1 привод, состоящий иь электродвигателя 2, редуктора 3, Цепной передачи 4, приводного 5 и натяжного 6 барабанов, на которых размещена бесконечная лента 7. На раме закреплены вращающиеся транспортирующие ролики 8. Опорные ролики 9 смонтированы в поворотных рычагаз РНажимные ролики 1 смонтированы , поворотных рычагах 10 и 12. Опорные и нажимные 1I ролики имеют приводы радиального перемещения. Привод перемещения каждого наж1шного ролика 1 выполнен в виде пневмораспределителя 13 со штоком 14. Шток14 пневмораспределителя 13 установлен с возможностью взаимодействия с поворотным рычагом 12 нажимного ролика 11 и подпружинен пружиной 15.
Привод радиального перемещения каждого опорного ролика 9 выполнен в виде пневмоцилиндра 16 и золотника 17. Золотник 17 выполнен двухпоршневым с различными по величине диаметрами поршней. Поршень 18 имеет больший по величине диаметр, а поршень 19 - меньший.
Пневмораспределители 13, пневмоцилидры 16, золотники 17 соединены трубопроводами. Золотники 17 соединены между собой магистралью 20, а с источником подачи воздуха - магис ралью 21. Кроме того, золотники 17 соединены с надпоршневой и подпоршн вой полостями пневмоцилиндра 16. Магистраль 22 соединяет золотник и над поршневую полость золотника 16, причем на этой магистрали установлен дроссель 23. Магистраль 24 соединяе золотник 17 с подпоршневой полостью пневмоцилиндра 16, На магистрали 24 установлен дроссель 25. Пневмораспределители 13 также соединены один с другим, причем надпоршневая полость одного пневмораспределителя магистралью 26 соединена с подпоршневой полостью другого пнев мораспределителя. Пневмораспределитель 13 магистралью 27 через электро клапан 28 соединен с магистралью 21 Изделие 20 перемещается по конвейеру,, а магистраль 30 соединяет золотник 17 с магистралью 26. Предложенный конвейер работает следующим образом. В исходном положении пневмораспре делитель 13 привода радиального перемещения нажимных роликов, пневмоцилиндры 16 и золотники 17 занимают положение, указанное на фиг.1, место П, а опорные ролики 9 опущены. Включают электродвигатель 2, который через редуктор 3 и цепную пере дачу 4 и приводной барабан 5 передае вращение ленте 7. Лента начинает пе- ремещаться в сторону вращения барабана 5 (фиг.1). Включают подачу/ воздуха, который по магистрали 21 посту пает во все золотники 17. В данный момент электроклапан 28 открыт. Воздух проходит по магистралям 21 и 20 во все золотники 17. Так как порщни золотников занимают положение, указанное на фиг.1, место П, воздух проходит через золотники 17 и попадает через магистрали 24 и дроссели 25 в подпоршневую полость пневмоцилиндров 16. Поршни пневмоцилиндров 16 перемещаются влево фиг.1 и опорные ролики 9 поджимают ленту транспортирующим роликам 8. Посл дние начинают вращаться, а издели1.:29 перемещаться по конвейеру. К этому моменту в исходном положении штоки 14 пневмораспределителей 13 находятся в верхнем положении и воздух, частично проходящий из магистрали 21, не проходит в магистра700Лли 26 и все пневморлспределители 13 отключены. При перемещении изделий 29 по конвейеру они проходят все нажимные ролики И, утапливая последние, так как рычаги 12, на которых смонтированы нажимные ролики 11, взаимодействуют с подпружиненным штоком 14 пневмораспределителей 13. Изделия 29 беспрепятственно проходят нажимные ролики 11 -и, дойдя до первого пневмораспределителя 13 и утопив его шток 14, открывает доступ воздуха в магистрали 26. Из магистралей 26 по магистралям 30 воздух попадает в полость под поршнем 18 большего диаметра золотника 17. Под действием воздуха шток золотника перемещается вправо и занимает положение, (указанное на фиг.1, место l. Воздух по магистрали 22 и через дроссель 23 поступает в надпоршневую полость пневмоцилинд- ра 16, давит на поршень и перемещает шток пневмоцилиндра вправо (фиг.1 место 1| , тем самым отпуская опорные ролики 9 от ленты, и изделие 29 останавливается, -То же самое происходит / и с другими изделиями. В этом случае, дойдя до соответствующего нажимного ролика П и утопив шток 14 второго пневмораспределителя 13, последний срабатьгеает, так как первый пневмораспредетштель работает и второе изделие останавливается, и третье, т.д. Таким образом происходит процесс накапливания изделий. Чтобы сбросить накопившиеся изделия с конвейера, электроклапан 28 переводят в положение Закрыто фиг.1, показано пунктиром), доступ воздуха в магистрали 27 перекрывается. Воздух по магистрали 20 поступает в межпоршневые полости золотников 17 и шток золотника перемещается в сторону поршня 18 большего диаметра и занимает положение, указанное на фиг.1, место П. Из золотников 17 по магистралям 24 и дросселям 25 возух поступает в подпоршневые полости пневмоцилиндров 16 и перемещает штоки пневмоцилиндров влево (фнг.1, место Пу. Опорные ролики 9 поджимаются ленте, транспортирующие ролики 8 ачинают вращаться, изделия перемеаются и сбрасываются с конвейера. Чтобы опять начать процесс накопения изделий 29, электрокляпаи 28
Sи 35700
переводят в положение Открыто, изаключающийся в повышении производипроцесс повторяется.тельности и расширении технологичесТаким образом, предлагаемый кон-ких возможностей за счет обеспечения
вейер имеет дополнительный эффект,возможности накапливания изделий.
| название | год | авторы | номер документа |
|---|---|---|---|
| СТАНОК ШЛИФОВАЛЬНЫЙ ШИРОКОЛЕНТОЧНЫЙ | 2001 |
|
RU2182073C1 |
| УСТАНОВКА ДЛЯ ПРЕССОВАНИЯ СТРОИТЕЛЬНЫХ ИЗДЕЛИЙ | 1994 |
|
RU2100191C1 |
| Стенд для ресурсных испытаний пневмораспределителя | 1988 |
|
SU1647532A1 |
| Конвейер механизированной переменно-поточной линии | 1986 |
|
SU1407879A1 |
| УСТРОЙСТВО ДЛЯ ОБЛИЦОВКИ ВНУТРЕННЕЙ ПОВЕРХНОСТИ ТРУБОПРОВОДА | 1994 |
|
RU2050500C1 |
| Секция приводного роликового конвейера | 1988 |
|
SU1583329A1 |
| Система управления автомата для печатания информации на бланках | 1979 |
|
SU859199A1 |
| Гидравлический импульсный пресс-автомат | 1981 |
|
SU1009807A1 |
| ЭЛЕКТРОПНЕВМОПРИВОД ОТКРЫВАНИЯ ДВЕРЕЙ ТРАНСПОРТНОГО СРЕДСТВА | 2004 |
|
RU2261977C1 |
| Стенд для испытаний силовых механизмов | 1972 |
|
SU498528A1 |
КОНВЕЙЕР, включающий смонтированные на раме приводную ленту, соединенные с приводом радиального перемещения опорные ролики, транспортирующие ролики и нажимные ролики, отличающийся тем, что, с целью повьшения производительности и расширения технологических возможностей конвейера путем обеспечения возможности накапливания изделий и увеличения длины их пробега, нажимные ролики установлены посредством двуплечих рычагов и имеют соединенные между собой приводы перемещения в виде пневмоцилиндров и связанных с ними посредством трубопроводов и дросселей золотников, причем пневмораспределители нажимных роликов соединены с золотниками, которые выполнены двухпоршневымн с различными диаметрами поршней, а приводная лента выполнена бесконечной. (Л
| Печь для непрерывного получения сернистого натрия | 1921 |
|
SU1A1 |
| Роликовый конвейер | 1974 |
|
SU529974A1 |
| Разборное приспособление для накатки на рельсы сошедших с них колес подвижного состава | 1920 |
|
SU65A1 |
| Аппарат для очищения воды при помощи химических реактивов | 1917 |
|
SU2A1 |
| РОЛИКОВЫЙ КОНВЕЙЕР | 0 |
|
SU193995A1 |
| Разборное приспособление для накатки на рельсы сошедших с них колес подвижного состава | 1920 |
|
SU65A1 |
