Фиг.1
Изобретение относится к области сварки и может быть использовано при разработке технологии контактной стыковой сварки с получением наклонной зоны сварного соединения.
Цель изобретения - упрощение технологии сварки,
Сущность способа контактной стыковой сварки оплавления заключается в том, что перед сваркой на боковой поверхности де- талей с противоположных сторон свариваемого сечения устанавливают две теплоизолированные от деталей технологические накладки, причем расстояние между торцами детали и технологической наклад- кой устанавливают равным половине пропуска на оплавление.
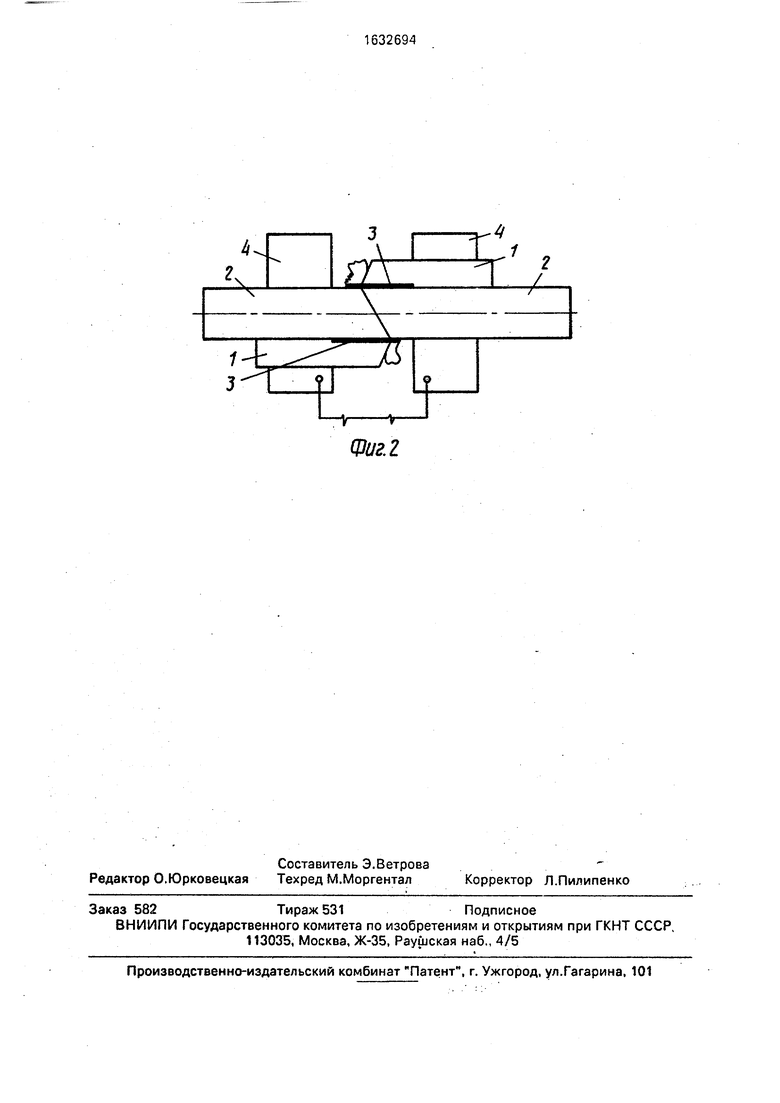
На фиг. 1 представлена схема способа контактной стыковой сварки оплавлением, положение деталей перед сваркой; на фиг.2 - то же, после сварки.
Технологические накладки 1 установлены на свариваемых деталях 2 через теплоизоляционные прокладки 3. На схеме обозначены токоподводящие зажимы 4 сва- рочной машины. А- расстояние между торцами детали 2 и технологической накладки 1.
Способ контактной стыковой сварки оплавлением осуществляется следующим об- разом.
Две технологические накладки 1 устанавливают перед сваркой на поверхности свариваемых деталей 2 с противоположных сторон свариваемого сечения через изоля- ционные прокладки 3 на расстоянии Дот торцов деталей, равном половине припуска на оплавление. Детали с накладками зажимают в токоподводящих зажимах 4 сварочной машины и производят сварку по заданной программе.
Экспериментальная проверка способа производилась при сварке пластин сечением 100x10 мм из стали 18Г2АФ на машине К-617.
Сварка производилась на следующем режиме: вторичное напряжение 6,8 В, начальная скорость оплавления V0 0,25 мм/с, конечная скорость оплавления
VK 1,5 мм/с, припуск на оплавление 10пл 2,8 мм, припуск на осадку foe 7 мм.
Технологические накладки устанавливались на поверхности свариваемых деталей с различных сторон свариваемого сечения на расстоянии А 0пл/2 14 мм от торцов. В качестве теплоизоляционной прокладки применялся паронит толщиной 1 мм. Свариваемые детали с накладками зажимались в токоподводящих зажимах сварочной машины, и производилась сварка по заданной программе.
После сварки производили замеры угла наклона зоны соединения и механические испытания сварных швов. Угол наклона к плоскости поперечного сечения деталей составлял около 26°, величина ударной вязкости 35-61 Дж/см2,
Металлографические исследования показали отсутствие в зоне соединения каких- либо дефектов.
Предлагаемый способ сварки позволяет использовать серийно выпускаемые универсальные машины для контактной стыковой сварки для получения стыка с наклонным расположением зоны сварного соединения с высоким уровнем механических свойств металла без использования специализированного оборудования, что существенно упрощает технологию выполнения работ. Кроме этого, улучшается структура металла, так как формирование соединения происходит в условиях объемного сжатия.
Формула изобретения Способ контактной стыковой сварки оплавлением, заключающийся в оплавлении и осадке деталей с заданным припуском с получением наклонного сварного соединения, отличающийся тем, что, с целью упрощения технологии, перед сваркой на боковой поверхности деталей с противоположных сторон свариваемого сечения устанавливают две теплоизолированные от деталей технологические накладки, причем расстояние между торцами деталей и торцами технологических накладок устанавливают равным половине припуска на оплавление.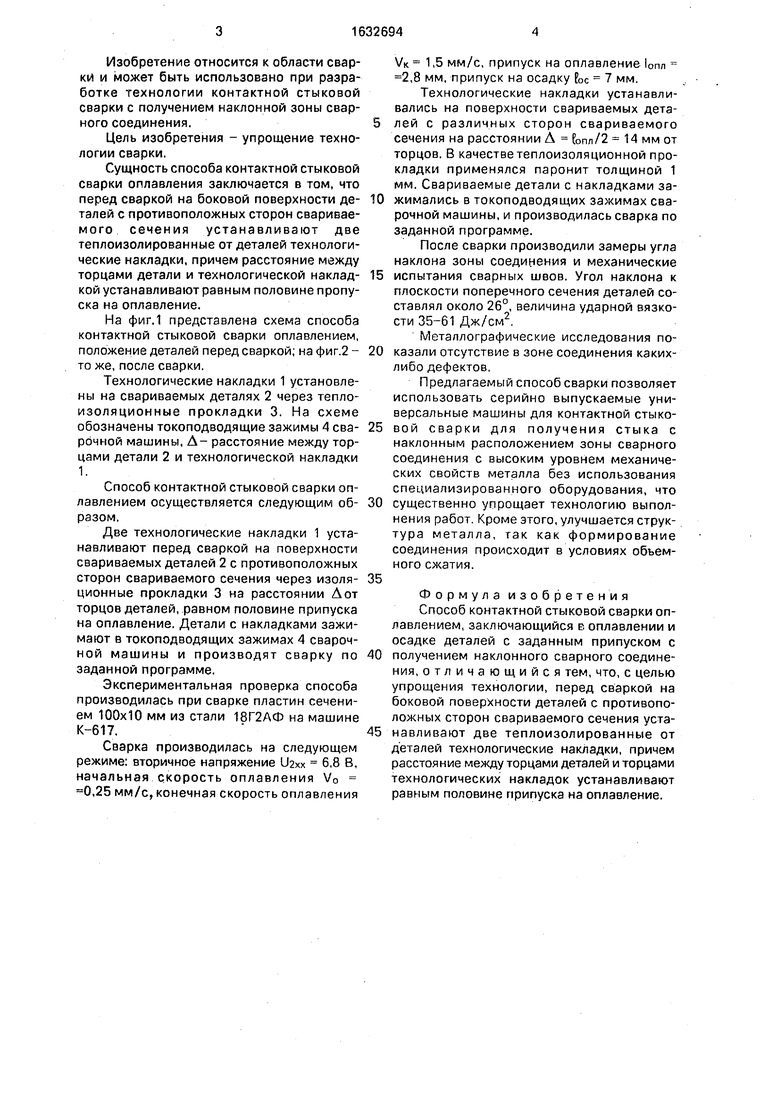
| название | год | авторы | номер документа |
|---|---|---|---|
| Способ контактной стыковой сварки оплавлением | 1989 |
|
SU1722740A1 |
| Способ контактной стыковой сварки оплавлением с осадкой | 1989 |
|
SU1682081A1 |
| Способ управления процессом стыковой сварки оплавлением | 1991 |
|
SU1757818A1 |
| Способ контактной стыковой сварки оплавлением | 1988 |
|
SU1590274A1 |
| СПОСОБ И УСТРОЙСТВО ДЛЯ КОНТАКТНОЙ СТЫКОВОЙ СВАРКИ С ПРЕДВАРИТЕЛЬНЫМ ПОДОГРЕВОМ ИЗДЕЛИЙ КОЛЬЦЕВОГО ЗАМКНУТОГО ПРОФИЛЯ КОМПАКТНОГО СЕЧЕНИЯ | 2010 |
|
RU2424093C1 |
| Способ контактной стыковой сварки оплавлением | 1989 |
|
SU1655708A1 |
| СПОСОБ КОНТАКТНОЙ СТЫКОВОЙ СВАРКИ С ПРЕДВАРИТЕЛЬНЫМ ПОДОГРЕВОМ ИЗДЕЛИЙ КОЛЬЦЕВОГО ЗАМКНУТОГО ПРОФИЛЯ КОМПАКТНОГО СЕЧЕНИЯ | 2010 |
|
RU2434725C1 |
| Способ контактной стыковой сварки оплавлением разнотолщинных деталей | 1983 |
|
SU1094697A1 |
| Способ управления процессом контактной стыковой сварки непрерывным оплавлением | 1988 |
|
SU1641546A1 |
| Способ контактной стыковой сварки оплавлением | 1988 |
|
SU1479234A1 |
Изобретение относится к сварке и может быть использовано при разработке технологии контактной стыковой сварки с получением наклонной зоны сварного соединения. Цель изобретения - упрощение технологии сварки. Технологические накладки 1 устанавливают перед сваркой на поверхности свариваемых деталей 2 через изоляционные прокладки 3, после этого зажимают в токоподводящих зажимах 4 сварочной машины. Причем расстояние между технологическими накладками и торцами деталей составляет половину допуска на оплавление. Затем производят сварку по заданной программе. В результате формирование стыка осуществляется в условиях объемного сжатия с образованием наклонной зоны сварного соединения, причем сварка производится на серийно выпускаемых универсальных машинах без использования специализированного оборудования. 2 ил.
QtaaZ
| Кучук-Яценко С.И | |||
| и др | |||
| Контактная стыковая сварка трубопроводов | |||
| - Киев: Науко- ва думка, 1986, с | |||
| Устройство для охлаждения водою паров жидкостей, кипящих выше воды, в применении к разделению смесей жидкостей при перегонке с дефлегматором | 1915 |
|
SU59A1 |
| СПОСОБ КОНТАКТНОЙ СТЫКОВОЙ СВАРКИ | 0 |
|
SU260759A1 |
| Прибор для равномерного смешения зерна и одновременного отбирания нескольких одинаковых по объему проб | 1921 |
|
SU23A1 |
| I--w | |||
