| название | год | авторы | номер документа |
|---|---|---|---|
| Устройство для центрирования деталей | 1986 |
|
SU1511585A1 |
| Устройство для центрирования деталей | 1981 |
|
SU996854A1 |
| Устройство для сварки трением | 1984 |
|
SU1326415A1 |
| РОТАЦИОННАЯ РЕМИЗОПОДЪЕМНАЯ КАРЕТКА ДЛЯ ТКАЦКОГО СТАНКА И СПОСОБ МОНТАЖА ЕЕ ПРИВОДНЫХ ЭЛЕМЕНТОВ | 1991 |
|
RU2104342C1 |
| Устройство для центрирования деталей | 1986 |
|
SU1677494A1 |
| КРОНШТЕЙН СЪЕМНЫЙ ДЛЯ КРЕПЛЕНИЯ ПРИЦЕЛА НА СТРЕЛКОВОМ ОРУЖИИ | 2020 |
|
RU2737679C1 |
| Способ листовой штамповки и устройство для его осуществления | 1989 |
|
SU1712031A1 |
| ОРБИТАЛЬНЫЙ ДВИГАТЕЛЬ ВНУТРЕННЕГО СГОРАНИЯ | 2004 |
|
RU2285126C2 |
| Устройство для крепления сменных частей штампа | 1987 |
|
SU1532139A1 |
| Зажимное устройство | 1981 |
|
SU984773A1 |
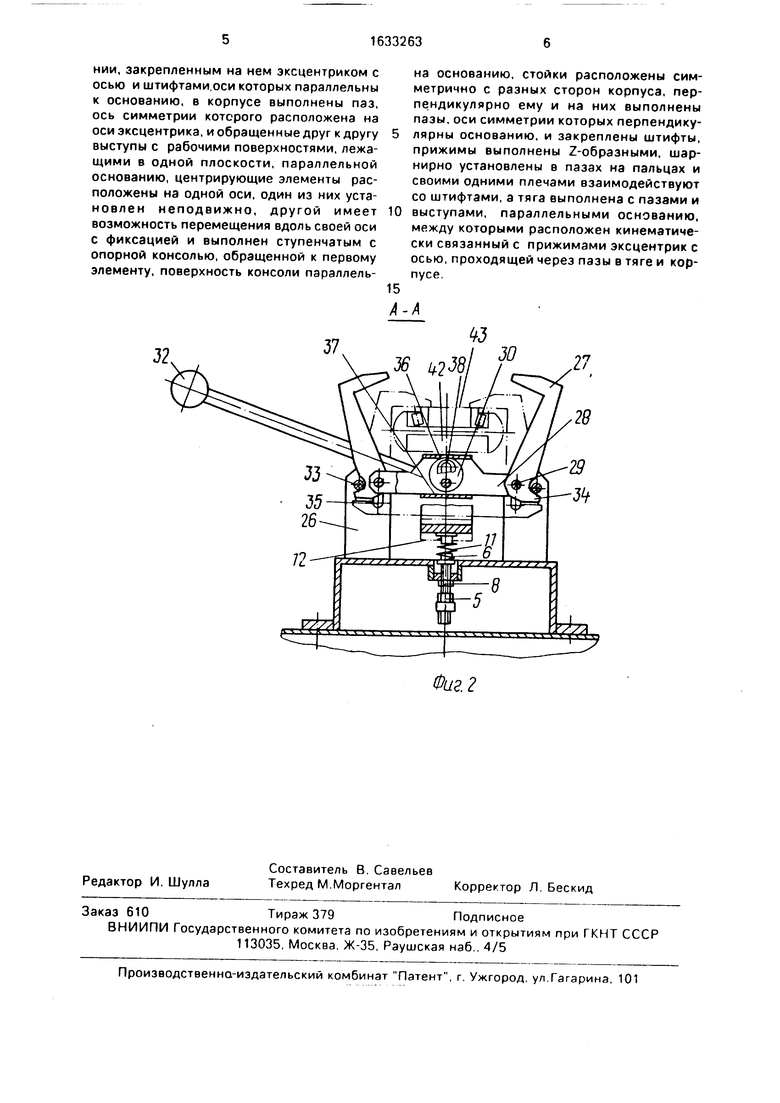
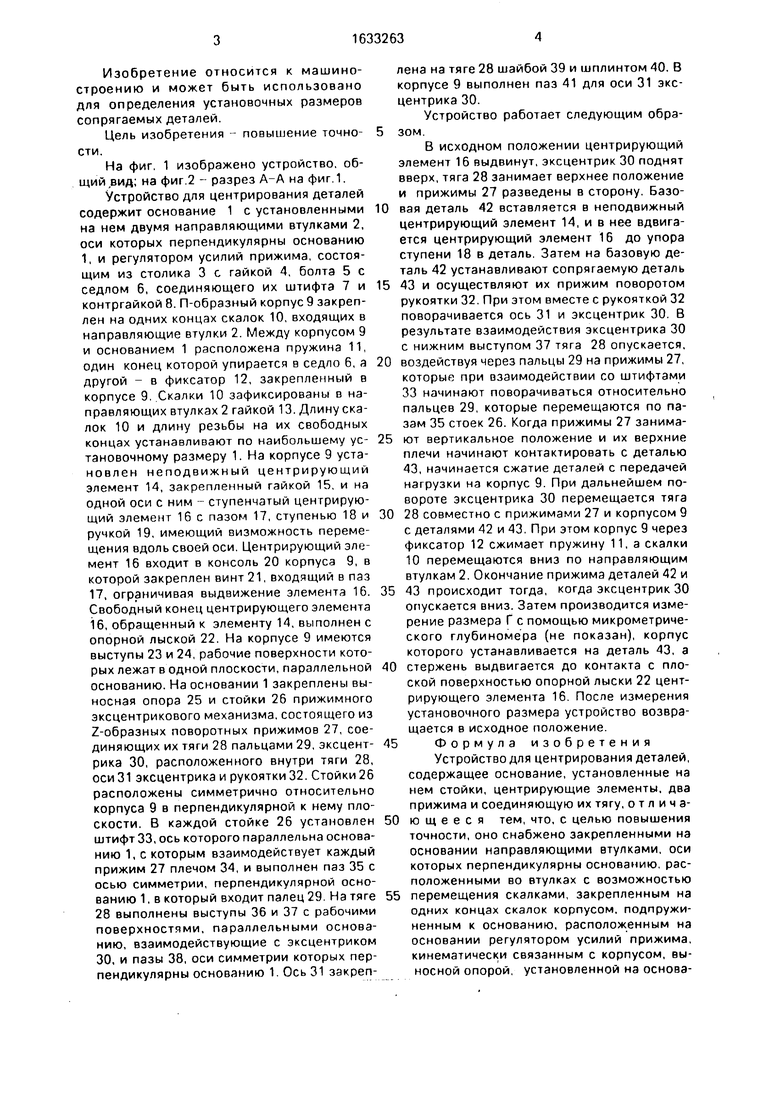
Изобретение относится к машиностроению. Цель изобретения - повышение точности. Устройство содержит основание 1, установленные на нем направляющие втулки 2, оси которых перпендикулярны основанию 1, и регулятор усилий прижима, кинематически связанный с корпусом 9, подпружиненным к основанию 1, который закреплен на одних концах скалок 10 и имеет возможность перемещения. При центрировании базовую деталь устанавливают на неподвижный центрирующий элемент 14, на нее устанавливают центрируемую деталь и поворачивают кинематически связанный с прижимами эксцентрик с осью, проходящей через пазы 41 в тяге и корпусе 9. Эксцентрик, расположенный на вын осной опоре 25, установленной на основании 1, перемещает тягу, соединяющую прижимы и подвижный центрирующий элемент 16, лежащий на одной оси с центрирующим элементом 14, выполненным с опорной консолью, обращенной к элементу 14. Одновременно перемещаются Z-образные прижимы, шарнирно установленные в пазах на пальцах, оси которых параллельны основанию 1. Дальнейший поворот эксцентрика перемещает тягу и корпус 9, на котором выполнены паз, ось которого расположена на оси эксцентрика, и обращенные друг к другу выступы с рабочими поверхностями, лежащими в одной плоскости, параллельной основанию 1. Благодаря расположению стоек симметричное разных сторон корпуса 9 и перпендикулярно ему прижим деталей осуществляется равномерно. После окончания сжатия измеряют полученный размер соединяемых деталей.2 ил. ё
Фиг. 2
| Устройство для центрирования деталей | 1981 |
|
SU996854A1 |
| Печь для непрерывного получения сернистого натрия | 1921 |
|
SU1A1 |
