10 9
Риг /
Изобретение относится к области обработки металлов давлением и может быть использовано при оформлении кольцевых элементов изделий.
Целью изобретения является повышение качества изделий, расширение техноло- гических возможностей и снижение трудоемкости настройки.
На фиг.1 изображено устройство для радиального обжатия заготовок из пруткового материала в исходном положении со снятой крышкой; на фиг.2 - разрез А-А на фиг. 1; на фиг.З - устройство в момент работы горизонтальных бойков; на фиг.4 - то же, в момент работы вертикальных бойков; на фиг. 5 - положение горизонтальных бойков и заготовки в момент работы первой пары роликов; на фиг.6 - положение вертикальных бойков и заготовки в момент работы второй пары роликов; на фиг.7 - положение горизонтальных бойков и заготовки в момент работы третьей пары роликов; на фиг.8 - положение вертикальных бойков и заготовки в момент работы четвертой пары роликов; на фиг.9 - изделие из заготовки квадратного сечения; на фиг.10 - варианты форм концов проволочных контактных элементов на устройстве с четырьмя бойками; на фиг.11 - то же, с шестью бойками.
Устройство для радиального обжатия заготовок из пруткового материала содержит корпус 1, обойму 2, жестко установленную в корпусе с отверстием С под заготовку, сепаратор 3 с четырьмя парами роликов 4 - 7 (одинаковыми номерами обозначены ролики одного диаметра), бойки 8, опоры 9. установленные на осях 10, опорные ролики 11, регулировочные винты 12, кольцевую пружину 13, крышку 14. Ролики в сепараторе расположены попарно в диаметрально противоположных гнездах с одинаковым диаметром. Ролики сепаратора, установленные между смежными бойками, выполнены с последовательным увеличением их диаметра.
Устройство работает следующим образом.
Сепаратор 3 совершает рабочий ход на угол 90° по часовой стрелке. При повороте сепаратора первая пара роликов 4, контактируя с опорными роликами 11, воздействуют на горизонтальные бойки 8, которые производят обжим заготовки с одной стороны до размера а. При дальнейшем повороте сепаратора вторая пара диаметрально расположенных роликов 5 воздействует на вертикальные бойки 8, осуществляющие обжим
заготовки с другой стороны до размера а. Далее на горизонтальные и вертикальные бойки поочередно воздействуют третья 6 и четвертая 7 пары роликов сепаратора, которые производят окончательное оформление
профиля конца заготовки. После совершения рабочего хода на угол 90° сепаратор 3 возвращается в исходное положение. Про- иэводится подача заготовки и рабочий цикл повторяется.
Настройка опорных роликов 11 и положения бойков 8 осуществляется регулировочными винтами 12 поворотом регулируемой опоры 9 относительно оси 10. При этом третья 6 и четвертая 7 пары роликов сепаратора 3
регулируются до положения смыкания рабочих частей горизонтальных и вертикальных бойков.
Применение предложенной конструкции устройства для радиального обжатия
заготовок позволяет получить различное оформление профиля концов заготовок при повышении их качества.
Формула изобретения
1.Устройство для радиального обжатия заготовок из пруткового материала, содержащее корпус, обойму с отверстием под заготовку, бойки, цилиндрический сепаратор с роликами, размещенными в гнездах с возможностью взаимодействия с бойками, о т л ичающееся тем, что, с целью повышения качества и расширения технологических возможностей, устройство снабжено опорными роликами, установленными в корпусе с возможностью взаимодействия с ролика0 ми сепаратора, обойма жестко закреплена в корпусе, а сепаратор установлен с возможностью поворота относительно обоймы, при этом ролик.1 сепаратора между смежными балками выполнены с последовательным
5 увеличением диаметра, а диаметрально расположенные ролики имеют одинаковый диаметр.
2.Устройство поп.1,отличающее- с я тем, что, с целью снижения трудоемко0 сти настройки, опорные ролики имеют возможность радиальной регулировки посредством регулируемой опоры, установленной в корпусе.
Dfowvffoua unHstnodg
dnHMJVdlfOH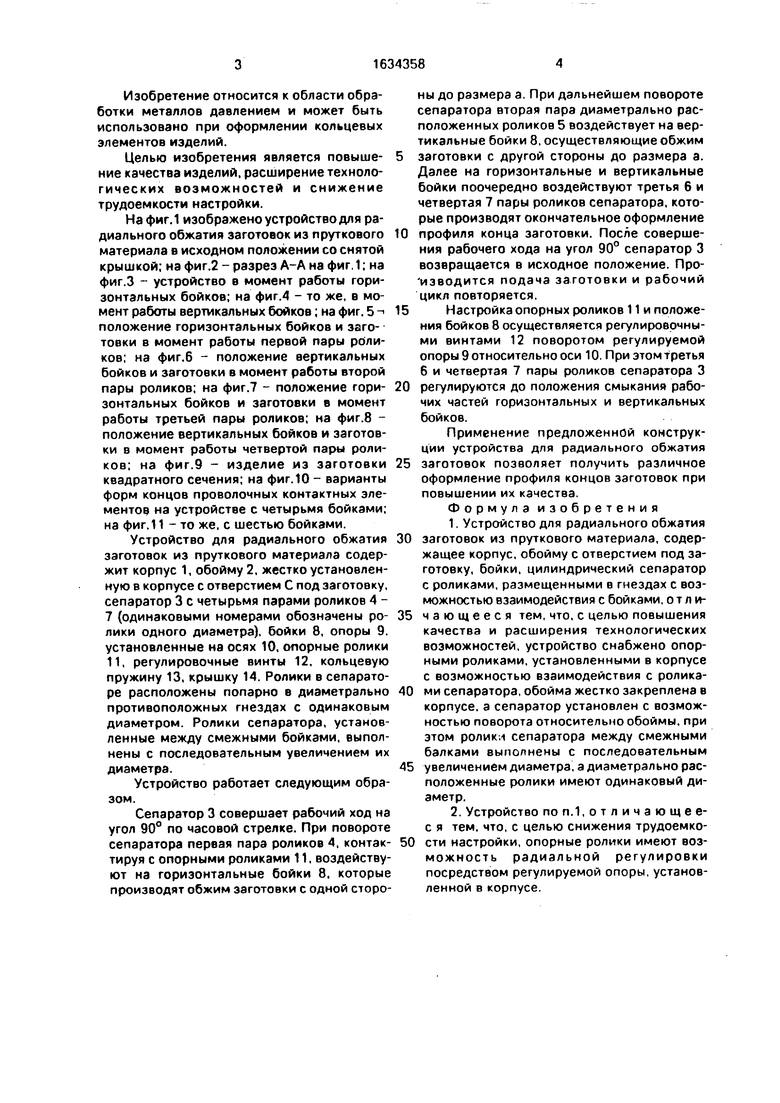
| название | год | авторы | номер документа |
|---|---|---|---|
| Штамп для радиальной штамповки | 1977 |
|
SU659270A1 |
| Радиально-обжимной автомат | 1981 |
|
SU1013028A1 |
| УСТРОЙСТВО ДЛЯ ИЗГОТОВЛЕНИЯ ГВОЗДЕЙ-КОСТЫЛЕЙ | 1995 |
|
RU2091189C1 |
| Способ обработки заготовок ротационным обжатием и устройство для осуществления способа | 1974 |
|
SU548351A1 |
| УСТРОЙСТВО ДЛЯ ИЗГОТОВЛЕНИЯ ПРОФИЛИРОВАННЫХ СТЕБЛЕЙ СВЕРЛ ОДНОСТОРОННЕГО РЕЗАНИЯ | 1997 |
|
RU2137567C1 |
| РЕВЕРСИВНЫЙ ПРОКАТНЫЙ СТАН | 1996 |
|
RU2112614C1 |
| СПОСОБ ПРАВКИ ДЛИННОМЕРНЫХ ЦИЛИНДРИЧЕСКИХ ИЗДЕЛИЙ И ПРАВИЛЬНАЯ МАШИНА ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 1996 |
|
RU2116150C1 |
| СПОСОБ ПРОИЗВОДСТВА ЗАГОТОВОК НА ПРОКАТНЫХ СТАНАХ | 2012 |
|
RU2525954C2 |
| Рабочая клеть роликового стана | 1978 |
|
SU759153A1 |
| Устройство для раскатки кольцевых заготовок | 1981 |
|
SU1002076A1 |


Изобретение может быть использовано при оформлении концевых частей проволочных контактных элементов. Цель изобретения - повышение качества, расширение технологических возможностей, снижение трудоемкости наладки. Устройство содержит неподвижную обойму 2 с бойками 8. сепаратор 3 с четырьмя парами роликов 4. 5, 6, 7. Диаметрально расположенные пары роликов имеют одинаковый диаметр, а ролики, установленные между смежными бойками, выполнены с увеличением их диаметра Ролики сепаратора взаимодействуют с опорными роликами 11. Настройка положения бойков 8 осуществляется регулируемыми опорами 9. На горизонтальные и вертикальные бойки 8 поочередно воздействуют пары роликов с последовательно увеличенными диаметрами, осуществляя оформление профиля конца заготовки. 1 з.п. ф-лы, 11 ил
2 гпФ
ssct cgi
i
Фив. 5
Направление вращения епаратора
х
Фиг.Ь
JL
Фиг.6
V
Л
Фиг. 8
Фм.9
Фиг. 10
Фиг. 11
| Ковка и штамповка | |||
| Справочник М | |||
| Машиностроение, 1986, т | |||
| Аппарат для очищения воды при помощи химических реактивов | 1917 |
|
SU2A1 |
| Клапан | 1919 |
|
SU357A1 |
