1
Изобретение относится к области обработки металлов давлением и может быть использовано в ротационио-ковочных машинах.
Известен способ обработки заготовки ротационным обжатием, реализованный в устройстве, содержащем смонтированный на станине шпиндель с радиально расположенными в нем бойками, снабженными деформируюш,ими роликами 1.
Недостатком известного способа является то, что в процессе деформации заготовка подвергается как сжатию, так и скручиванию, что отрицательно отражается на качестве обработки в условиях проведения процесса.
Целью изобретения является устранение скручиваюш,их деформаций и повышение качества работы. Предлагаемый способ обработки за счет совмещения обжатия и прокатывания улучшает условия пластического деформирования металла, позволяет устранить у обрабатываемой заготовки две разнонаправленные деформации скручивания и сжатия, что приводит к повышепию качества обработки и интенсификацин процесса, так как величина угла скручивания должна находиться в пределах упругих деформаций.
Возможность достижения поставленной задачи с конструктивной точки зрения обеспечивается тем, что ролики устройства установлены с возможностью свободного ,ения за
2
счет обката по цилиндрическим поверхностям, выполненным в теле каждого бойка, при этом каждый ролик подпружинен относительно соответствующего ему бойка.
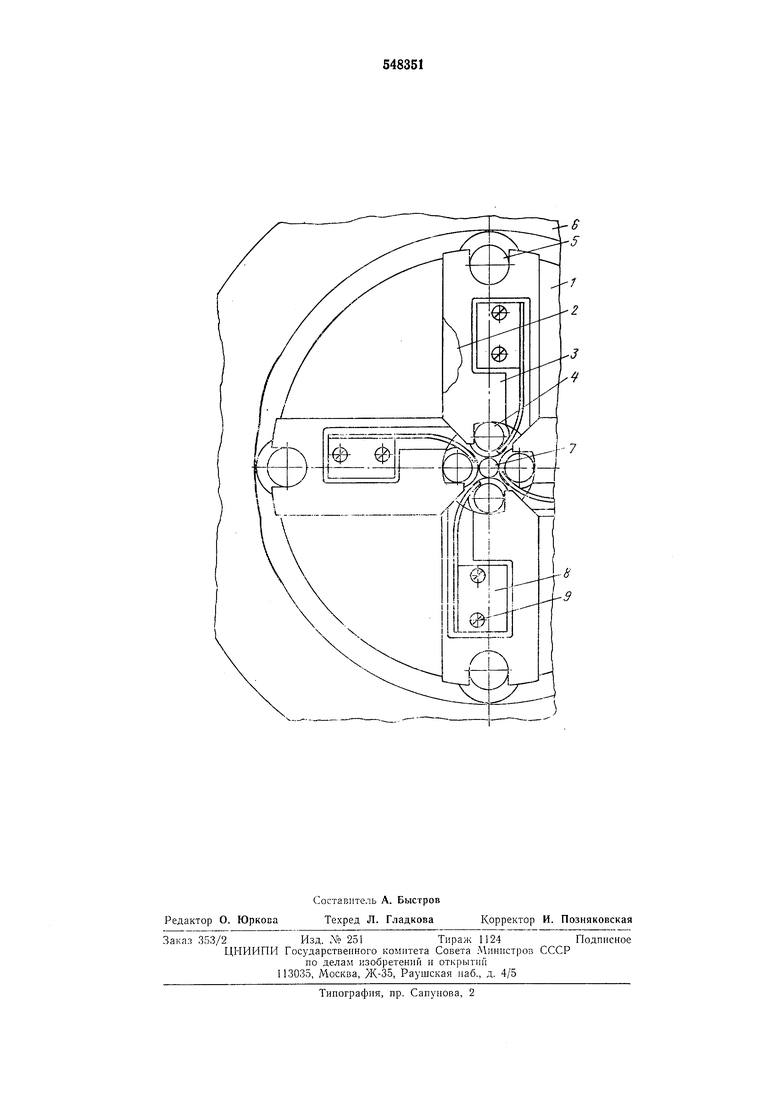
На чертеже изображено устройство (шпин дельный узел - вид спередп) для осуществле ния обработки по предлагаемому способу.
Устройство содержит шпиндель 1, пмеющий диаметральные пазы 2 на торце, в которых
расположены ползупы 3 с деформпрующпми роликами 4 и опорпымп роликами 5. Шпиндель 1 с ползунами 3, деформируюи ими роликами 4 и опориыми роликами 5 расположен внутри обоймы 6, имеющей профпль в виде
сопрягаемых дуг окружностей.
В полом шпинделе 1 между деформирующими роликами 4 помещается обрабатываемая заготовка 7. Деформирующие ролики 4 ирижаты к одной стороне иаза иолзуна 3 пружинами 8, которые крепятся к ползунам 3 виитами 9.
При вращеиии шиинделя 1 ползуны 3 с деформирующими роликами 4 совери)ают возвратно-поступательное движение в диаметральных пазах 2 за счет центробежных сил и обката опорных роликов 5 по профильной обойме 6.
В момент движения деформирующих роликов 4 к центру происходит обжатие и ирокатывание заготовки 7. В момент отхода деформирующнх роликов 4 от обрабатываемой заготовки 7 они возвращаются в исходное положение пружинами 8.
Предлагаемый способ обработки позволяет за счет повышения интенсификации процесса (устранены деформации скручивания и налипание металла обрабатываемой заготовки на матрицу), увеличения стойкости инструмента (процесс происходит при трепии качения) ориентировочно повысить производительность машины в 2-2,5 раза.
Способ осуш,ествляется следуюш,им образом.
Процесс обработки протекает при 200- 500 об/мин шпиндельного узла ротационно-обжимной машины. Четыре свободно врашаюШ.ИХСЯ вокруг своей оси деформирующих ролика машины вращаются вокруг обрабатываемой заготовки и сиихроиио совершают возвратио-поступательпое радиальное перемещение. При этом рабочие части деформирующих роликов описывают окружность меньшего диаметра, чем заготовка. Величина рационального иеремещения деформирующих роликов определяет степень обжатия заготовки. Вращение деформирующих роликов вокруг заготовки позволяет обжать заготовку в начальный момент касания с ней деформирующих роликов и прокатать ее при последующем вращении деформирующих роликов вокруг заготовки. При )ациональном иеремещении деформирующих роликов от заготовки ироисходит ее подача в зону обработки.
Свободпое вращеиие деформирующих роликов вокруг своей оси позволяет обжимать заготовку, используя элемеит прокатывания, что устраняет ее скручивание.
Для получения качественной поверхности детали прокатывание деформирующих роликов по заготовке должно осуществляться на максимально возможной длине ее окружности.
Формула изобретения
1.Способ обработки заготовок ротационным обжатием, отличающийся тем, что, с целью устранения скручивающих деформаций
и повыщения качества работы, одновременно с обжатием заготовку обрабатывают прокатыванием.
2.Устройство для осуществления способа по п. 1, содержащее смоитироваиный на станине шпиндель с радиально расположенными в нем бойками, снабженными деформирующими роликами, отличающееся тем, что ролики устаиовлены с возможностью свободного вращения за счет обката по цилиндрическим иоверхностям, выполненным в теле каждого бойка.
3.Устройство по и. 2, отличающееся тем, что каждый ролик иоднружинен относительно соответствующего ему бойка.
Источник информации, ирииятый во внимание при экспертизе:
1. Авт. св. № 123026, кл. В 21J 7/16, 1957.
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ ПРАВКИ ДЛИННОМЕРНЫХ ЦИЛИНДРИЧЕСКИХ ИЗДЕЛИЙ И ПРАВИЛЬНАЯ МАШИНА ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 1996 |
|
RU2116150C1 |
| Механизм обжатия ротационно-ковочной машины | 1990 |
|
SU1754308A1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ БИМЕТАЛЛИЧЕСКИХ ИЗДЕЛИЙ | 2003 |
|
RU2238180C1 |
| АВТОМАТ ДЛЯ ИЗГОТОВЛЕНИЯ ЛЕНТЫ ИЗ ПРОКАТА | 1992 |
|
RU2021065C1 |
| РОТАЦИОННО-КОВОЧНАЯ МАШИНА | 1967 |
|
SU216419A1 |
| РОТАЦИОННО-КОВОЧНАЯ МАШИНА | 1970 |
|
SU273632A1 |
| Ротационно-ковочная машина | 1991 |
|
SU1787638A1 |
| ЗАЖИМНАЯ ГОЛОВКА-МАНИПУЛЯТОР | 2005 |
|
RU2295436C2 |
| Ротационно-ковочная машина | 1980 |
|
SU959883A1 |
| Ротационно-ковочная машина | 1977 |
|
SU733838A1 |