(54) СПОСОБ ТЕРМОФРИКЦИОННОЙ ШТАМПОВКИ
| название | год | авторы | номер документа |
|---|---|---|---|
| Способ термофрикционной штамповки | 1978 |
|
SU863138A1 |
| Способ изготовления деталей | 1980 |
|
SU935192A1 |
| Устройство для изготовления деталей термофрикционной штамповкой | 1979 |
|
SU880595A1 |
| Способ получения изделий из прутковых заготовок | 1978 |
|
SU713646A1 |
| Способ термофрикционной формовки полых деталей | 1980 |
|
SU963665A1 |
| Устройство для термофрикционной формовки изделий | 1980 |
|
SU925506A1 |
| Способ изготовления деталей | 1980 |
|
SU912383A1 |
| Способ формовки полых деталей | 1978 |
|
SU893372A1 |
| Способ изготовления стержневых изделий с утолщениями на концевой и в средней частях | 1983 |
|
SU1207606A1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ДЕТАЛЕЙ ИЗ ЛИСТОВЫХ ЗАГОТОВОК С ВЫСТУПАМИ В ВИДЕ ТЕЛ ВРАЩЕНИЯ | 2006 |
|
RU2325966C2 |
i
Изобретение относится к обработке металлов давлением, в частности, к специальным видам штамповки с нагревом заготовки за счет трения и может найти применение в кузнечно-прессовом производстве в металлургической и машиностроительной отраслях промьш- ленности.
Известен способ термофрикционной штамповки, заключающийся в нагреве заготовки трением путем относительного вращения деформирующего инструмента и заготовки, и ее последующем деформировании в матрице с приложением осевого усилия пуансоном l}.
Однако этот способ не позволяет формовать детали с большим набором металла из-за локализации зоны нагрева только в торце заготовки. Получаемые изделия имеют невысокое качество.
Цель изобретения - расширение номенклатуры получаемых изделий.
Поставленная цель достигается тем, что согласно способу термофрикционной
штамповки, заключающемуся в нагреве заготовки трением путем относительного вращения деформирующего инструмента и заготовки и ее последующем деформировании в матрице с приложением осевого усилия пуансоном, заготовку подвергают радиальному обжатию матрицей, по крайней Mejpe, до приложения осевого усилия пуансоном к торцу заготовки.
10
При этом для повьш1ения качества полученных изделий пуансон и заготовку целесообразно вращать относительно матрицы с одинаковой скоростью.
15
Такое деформирование заготовки в матрице приводит к увеличению зоны нагрева заготовки за счет трения, что способствует повышению качества
го изделий и расширению их номенклатуры, поскольку.создаются благоприятные условия для увеличения набора металла.
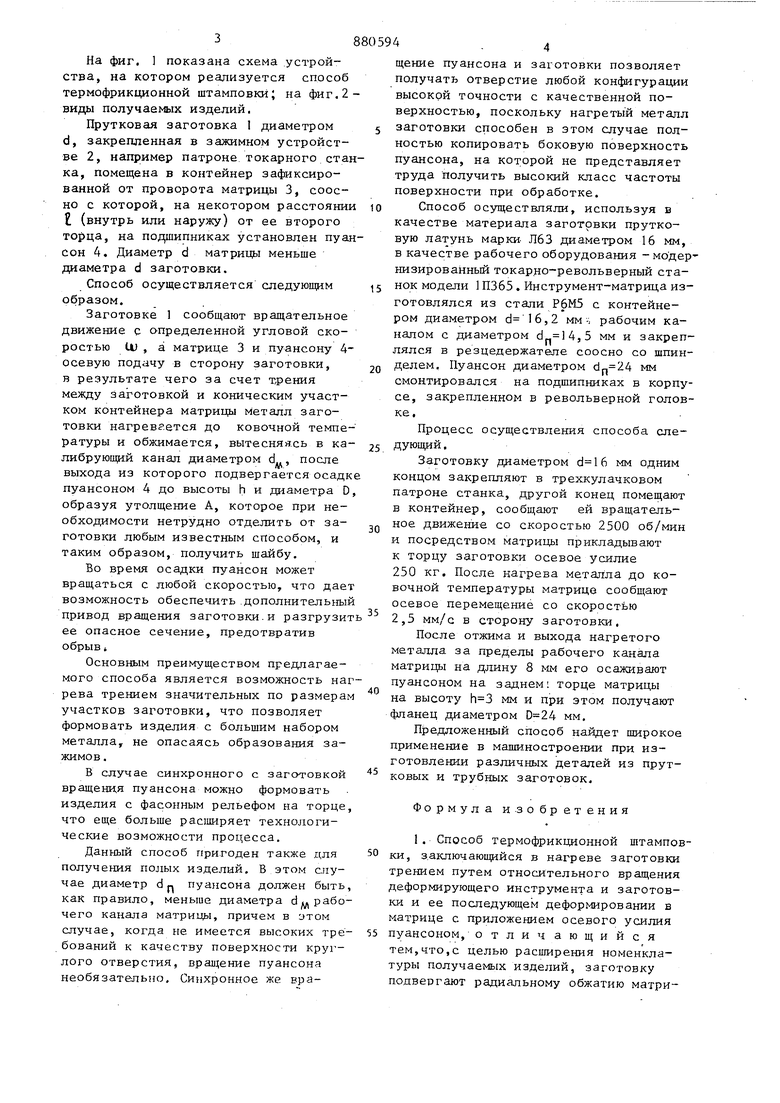
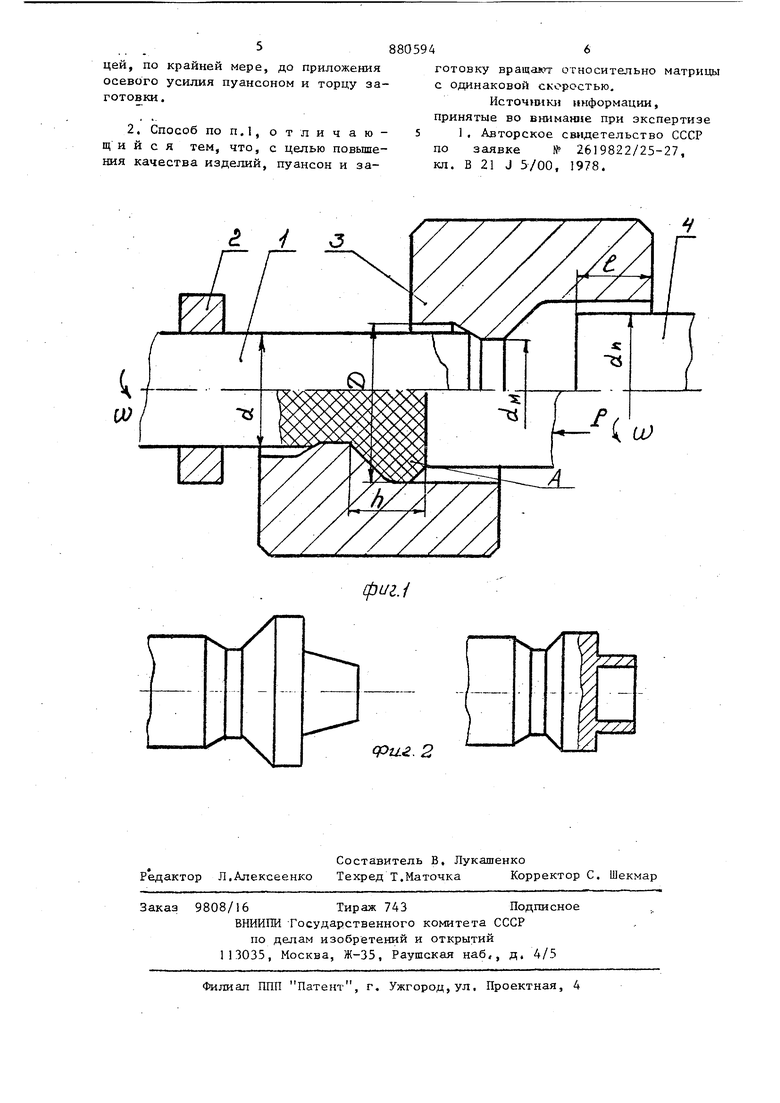
На фиг. 1 показана схема устройства, на котором реализуется способ термофрикционной штамповки; на фиг.2виды получаемых изделий.
Прутковая заготовка 1 диаметром d, закрепленная в зажимном устройстве 2, например патроне токарного станка, помещена в контейнер зафиксированной от проворота матрицы 3, соосно с которой, на некотором расстоянии (внутрь или наружу) от ее второго торца, на подшипниках установлен пуансон 4. Диаметр d матрицы меньше диаметра d заготовки.
Способ осуществляется следующим образом.
Заготовке 1 сообщают вращательное движение с определенной угловой скоростью U) , а матрице 3 и пуансону 4осевую подачу в сторону заготовки, в результате чего за счет т,рения между заготовкой и коническим участком контейнера матрицы металл заготовки нагревается до ковочной температуры и обжимается, вытесняясь в калибруюшдй канал диаметром d , после выхода из которого подвергается осадк пуансоном 4 до высоты h и диаметра D образуя утолщение А, которое при необходимости нетрудно отделить от заготовки любым известным способом, и таким образом, получить шайбу.
Во время осадки пуансон может вращаться с любой скоростью, что дает возможность обеспечить .дополнительный привод вращения заготовки.и разгрузит ее опасное сечение, предотвратив обрыв i
Основным преимуществом предлагаемого способа является возможность нагрева трением значительных по размерам участков заготовки, что позволяет формовать изделия с большим набором металла, не опасаясь образования зажимов .
В случае синхронного с заготовкой вращения пуансона можно формовать изделия с фасонным рельефом на торце, что еще больше расширяет технологические возможности процесса.
Данный способ при.годен также цля получения полых изделий. В этом случае диаметр dp пуансона должен быть, как правило, меньше диаметра d рабочего канала матрицы, причем в этом случае, когда не имеется высоких требований к качеству поверхности круглого отверстия, вращение пуансона необязательно. Синхронное же вращение пуансона и заготовки позволяет получать отверстие любой конфигурации высокой точности с качественной поверхностью, поскольку нагретый металл заготовки способен в этом случае полностью копировать боковую поверхность пуансона, на которой не представляет труда получить высокий класс частоты поверхности при обработке.
Способ осуществляли, используя в качестве материала заготовки прутковую латунь марки- Л63 диаметром 16 мм, в качестве рабочего оборудования -модернизированный токарно-револьверный станок модели 1II365 . Инструмент-матрица изготовлялся из стали Р6М5 с контейнером диаметром ,2 мм- рабочим каналом с диаметром ,5 мм и закреплялся в резцедержателе соосно со шпинделем. Пуансон диаметром мм
смонтировался на подшипниках в корпусе, закрепленном в револьверной головке.
Процесс осуществления способа следующий .
Заготовку диаметром мм одним концом закрепляют в трехкулачковом патроне станка, другой конец помещают в контейнер, сообщают ей вращательное движение со скоростью 2500 об/мин и посредством матрицы прикладывают к торцу заготовки осевое усилие 250 кг. После нагрева металла до ковочной температуры матрице сообщают осевое перемещение со скоростью 2,5 мм/с в сторону заготовки.
После отжима и выхода нагретого металла за пределы рабочего канала матрицы на длину 8 мм его осаживают пуансоном на заднем торце матрицы на высоту мм и при зтом получают фланец диаметром мм.
Предложенный способ найдет широкое применение в машиностроении при изготовлении различных деталей из прутковых и трубных заготовок.
Формула и.3 обре тения
ИСТОЧШ1Ю1 информации, принятые во внимаш1е при экспертизе 51 , Авторское св щетельство СССР
по заявке № 2619822/25-27, кл. В 21 J 5/00, 1978.
фиг.
