Изобретение относится к сварке, в частности к составу порошкового материала для диффузионной сварки коррозионно-стойких сталей с углеграфитовыми материалами, и может быть использовано при получении графитометаллических конструкций в машиностроении, электротехнике, химической промышленности, металлургии.
Цель изобретения - повышение коррозионной стойкости и качества соединения за счет низкого модуля упругости материала шва.
Порошковый материал имеет следующий состав, мае. %:
Порошок нержавеющей
стали40-70
Порошок двууглекислого
аммония1-6
Порошок никеляОстальное
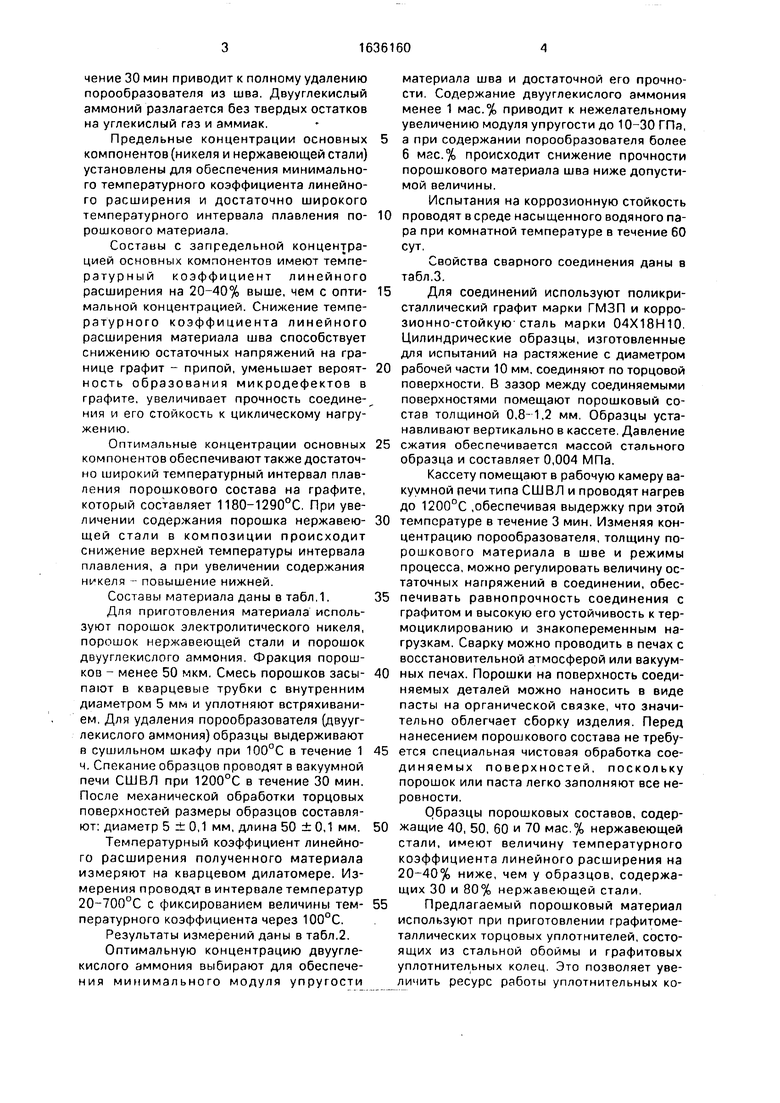
Порошок нержавеющей стали обеспечивает высокую прочность соединения материала шва с поверхностью графита благодаря контактному эвтектическому плавлению и кристаллизации при растворении никеля. Он имеет коррозионную стойкость.
Никель обладает хорошей спекаемо- стью с нержавеющей сталью, являясь эле- ментом-графитизатором углерода, тормозит образование карбидных фаз и способствует формированию пластичного материала шва; Кроме того, никель с железом образуют сплавы инварного класса с низким температурным коэффициентом линейного расширения.
Двууглекислый аммоний вводят в состав как порообразователь для снижения модуля упругости. Он имеет низкую температуру возгонки. Выдержка при 100°С в теО CJ
CS
о
чение 30 мин приводит к полному удалению порообразователя из шва. Двууглекислый аммоний разлагается без твердых остатков на углекислый газ и аммиак.
Предельные концентрации основных компонентов (никеля и нержавеющей стали) установлены для обеспечения минимального температурного коэффициента линейного расширения и достаточно широкого температурного интервала плавления порошкового материала.
Составы с запредельной концентрацией основных компонентов имеют температурный коэффициент линейного расширения на 20-40% выше, чем с оптимальной концентрацией. Снижение температурного коэффициента линейного расширения материала шва способствует снижению остаточных напряжений на границе графит - припой, уменьшает вероятность образования микродефектов в графите, увеличивает прочность соединения и его стойкость к циклическому нагру- жению.
Оптимальные концентрации основных компонентов обеспечивают также достаточно широкий температурный интервал плавления порошкового состава на графите, который составляет 1180-1290°С. При увеличении содержания порошка нержавеющей стали в композиции происходит снижение верхней температуры интервала плавления, а при увеличении содержания никеля - повышение нижней.
Составы материала даны в табл.1.
Для приготовления материала используют порошок электролитического никеля, порошок нержавеющей стали и порошок двууглекислого аммония. Фракция порошков - менее 50 мкм. Смесь порошков засыпают в кварцевые трубки с внутренним диаметром 5 мм и уплотняют встряхиванием, Для удаления порообразователя (двууглекислого аммония) образцы выдерживают в сушильном шкафу при 100°С в течение 1 ч. Спекание образцов проводят в вакуумной печи СШВЛ при 1200°С в течение 30 мин. После механической обработки торцовых поверхностей размеры образцов составляют: диаметр 5 ± 0,1 мм, длина 50 ±0,1 мм.
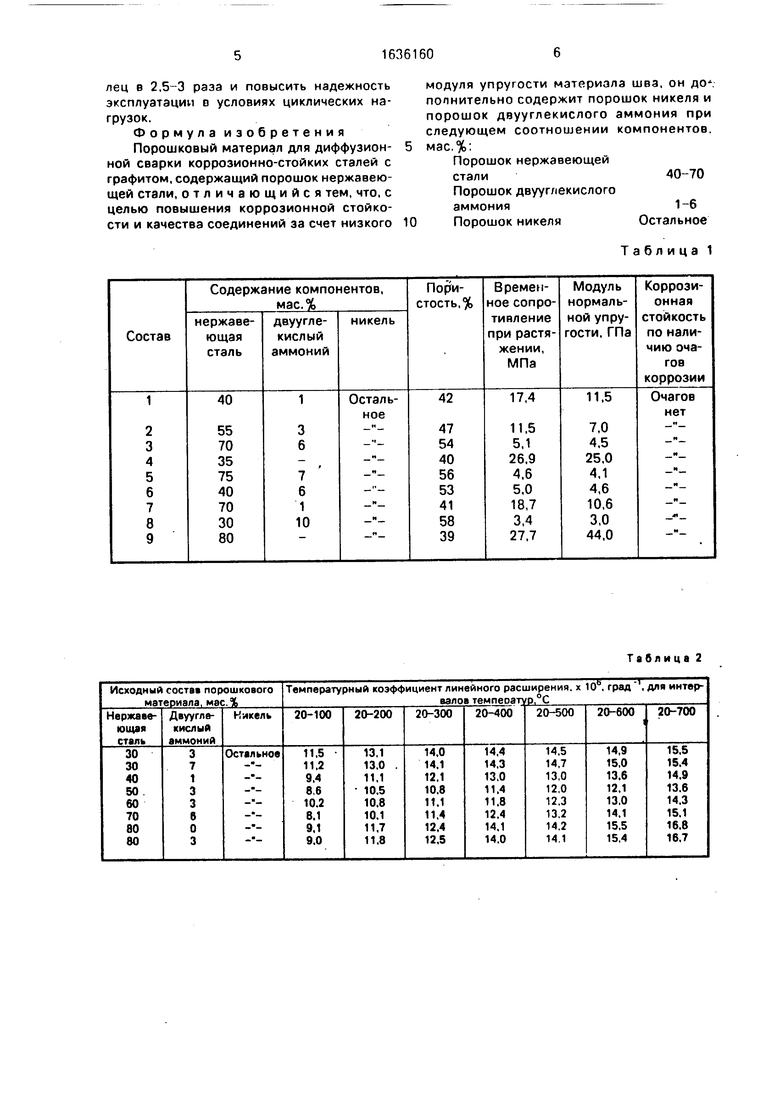
Температурный коэффициент линейного расширения полученного материала измеряют на кварцевом дилатомере. Измерения проводят в интервале температур 20-700°С с фиксированием величины температурного коэффициента через 100°С.
Результаты измерений даны в табл.2.
Оптимальную концентрацию двууглекислого аммония выбирают для обеспечения минимального модуля упругости
материала шва и достаточной его прочности. Содержание двууглекислого аммония менее 1 мас.% приводит к нежелательному увеличению модуля упругости до 10-30 ГПа,
а при содержании порообразователя более 6 мзс.% происходит снижение прочности порошкового материала шва ниже допустимой величины.
Испытания на коррозионную стойкость
0 проводят в среде насыщенного водяного пара при комнатной температуре в течение 60 сут.
Свойства сварного соединения даны в табл.3.
5 Для соединений используют поликристаллический графит марки ГМЗП и коррозионно-стойкую сталь марки 04Х18Н10. Цилиндрические образцы, изготовленные для испытаний на растяжение с диаметром
0 рабочей части 10 мм, соединяют по торцовой поверхности. В зазор между соединяемыми поверхностями помещают порошковый состав толщиной 0,8-1,2 мм. Образцы устанавливают вертикально в кассете. Давление
5 сжатия обеспечивается массой стального образца и составляет 0,004 МПа.
Кассету помещают в рабочую камеру вакуумной печи типа СШ ВЛ и проводят нагрев до 1200°С .обеспечивая выдержку при этой
0 температуре в течение 3 мин. Изменяя концентрацию порообразователя, толщину порошкового материала в шве и режимы процесса, можно регулировать величину остаточных напряжений в соединении, обес5 печивать равнопрочность соединения с графитом и высокую его устойчивость к тер- моциклированию и знакопеременным нагрузкам. Сварку можно проводить в печах с восстановительной атмосферой или вакуум0 ных печах. Порошки на поверхность соединяемых деталей можно наносить в виде пасты на органической связке, что значительно облегчает сборку изделия. Перед нанесением порошкового состава не требу5 ется специальная чистовая обработка соединяемых поверхностей, поскольку порошок или паста легко заполняют все неровности.
Образцы порошковых составов, содер0 жащие 40, 50, 60 и 70 мас.% нержавеющей стали, имеют величину температурного коэффициента линейного расширения на 20-40% ниже, чем у образцов, содержащих 30 и 80% нержавеющей стали.
5 Предлагаемый порошковый материал используют при приготовлении графитоме- таллических торцовых уплотнителей, состоящих из стальной обоймы и графитовых уплотнительных колец. Это позволяет увеличить ресурс работы уплотнительных колец в 2,5-3 раза и повысить надежность эксплуатации в условиях циклических нагрузок.
Формула изобретения Порошковый материал для диффузионной сварки коррозионно-стойких сталей с графитом, содержащий порошок нержавеющей стали, отличающийся тем, что, с целью повышения коррозионной стойкости и качества соединений за счет низкого
модуля упругости материала шва, он до попнительно содержит порошок никеля и порошок двууглекислого аммония при следующем соотношении компонентов. мас.%:
Порошок нержавеющей
стали40-70
Порошок двууглекислого
аммония1-6
Порошок никеляОстальное
Таблица 1

| название | год | авторы | номер документа |
|---|---|---|---|
| Порошковая проволока для сварки атмосферокоррозионностойких сталей | 1988 |
|
SU1567346A1 |
| СПОСОБ ПОЛУЧЕНИЯ ПОЛОСЫ ИЗ ЭЛАСТИЧНОГО ГРАФИТА | 1995 |
|
RU2114802C1 |
| Способ получения нанокомпозита никель-графен с повышенной пластичностью | 2022 |
|
RU2803865C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ СПЕЧЕННЫХ ПОРИСТЫХ ИЗДЕЛИЙ ИЗ ПСЕВДОСПЛАВА НА ОСНОВЕ ВОЛЬФРАМА | 2016 |
|
RU2623566C1 |
| Порошковая проволока для сварки чугуна | 1988 |
|
SU1496972A1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ СПЕЧЕННЫХ ПОРИСТЫХ ИЗДЕЛИЙ ИЗ ПСЕВДОСПЛАВА НА ОСНОВЕ ВОЛЬФРАМА | 2009 |
|
RU2414329C1 |
| СПОСОБ ПОЛУЧЕНИЯ БИОРЕЗОРБИРУЕМОГО ПОРИСТОГО МАТЕРИАЛА НА ОСНОВЕ МАГНИЯ С ПОЛИМЕРНЫМ ПОКРЫТИЕМ | 2020 |
|
RU2759548C1 |
| АЗОТСОДЕРЖАЩАЯ, НИЗКОНИКЕЛЕВАЯ СПЕЧЕННАЯ НЕРЖАВЕЮЩАЯ СТАЛЬ | 2010 |
|
RU2553794C2 |
| СПОСОБ ГОРЯЧЕГО ПРЕССОВАНИЯ ИЗДЕЛИЙ И ПОРОШКОВАЯ КОМПОЗИЦИЯ ДЛЯ ГОРЯЧЕГО ПРЕССОВАНИЯ | 1999 |
|
RU2228820C2 |
| СПЕЧЕННЫЙ КОМПОЗИЦИОННЫЙ МАТЕРИАЛ | 2003 |
|
RU2281341C2 |
Изобретение относится к сварке, в частности к составу порошкового материала для диффузионной сварки коррозионно- стойких сталей с графитом. Цель изобретения - повышение коррозионной стойкости и качества соединения за счет низкого модуля упругости материала шва. Порошковый материал имеет следующий состав, мас.%: порошок нержавеющей стали 40-70, порошок двууглекислого аммония 1-6, порошок никеля - остальное. Сварка проводилась в вакуумной печи при 1200°С и выдержке 30 мин при толщине порошкового материала 0,8-1,2 мм. Давление сжатия обеспечивалось массой стального образца и составляло 0,004 МПа. Пористость материала 42-54 %, при этом модуль нормальной упругости 4,5-11,5 ГПа. Прочность свар ного соединения 5,7-8,1 МПа. Порошки на сое; диняемую поверхность можно наносить в виде пасты на органической связи. Порошковый материал был использован при сварке стальной обоймы с графитовым уплотнителем. 3 табл. W ё
Таблица 2
Таблица 3
| Радиоприемник | 1929 |
|
SU16274A1 |
| Приспособление для подъема рамы бороны | 1923 |
|
SU823A1 |
