Изобретение относится к дробеметной очистке деталей и может быть использовано для очистки от окалины, ржавчины длинномерных профилей, проката в заготовительных цехах машиностроительных заводов, в корпусообрабатывающих цехах судостроительных заводов и т.д.
Цель изобретения - расширение технологических возможностей и повышение производительности.
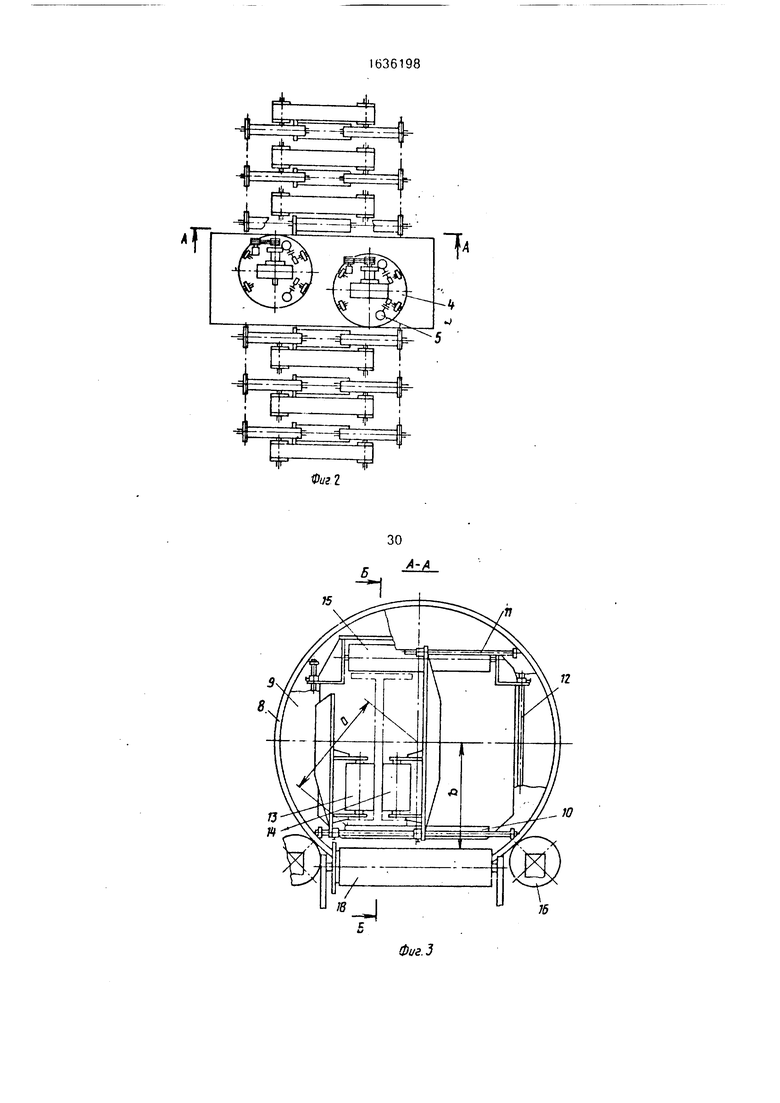
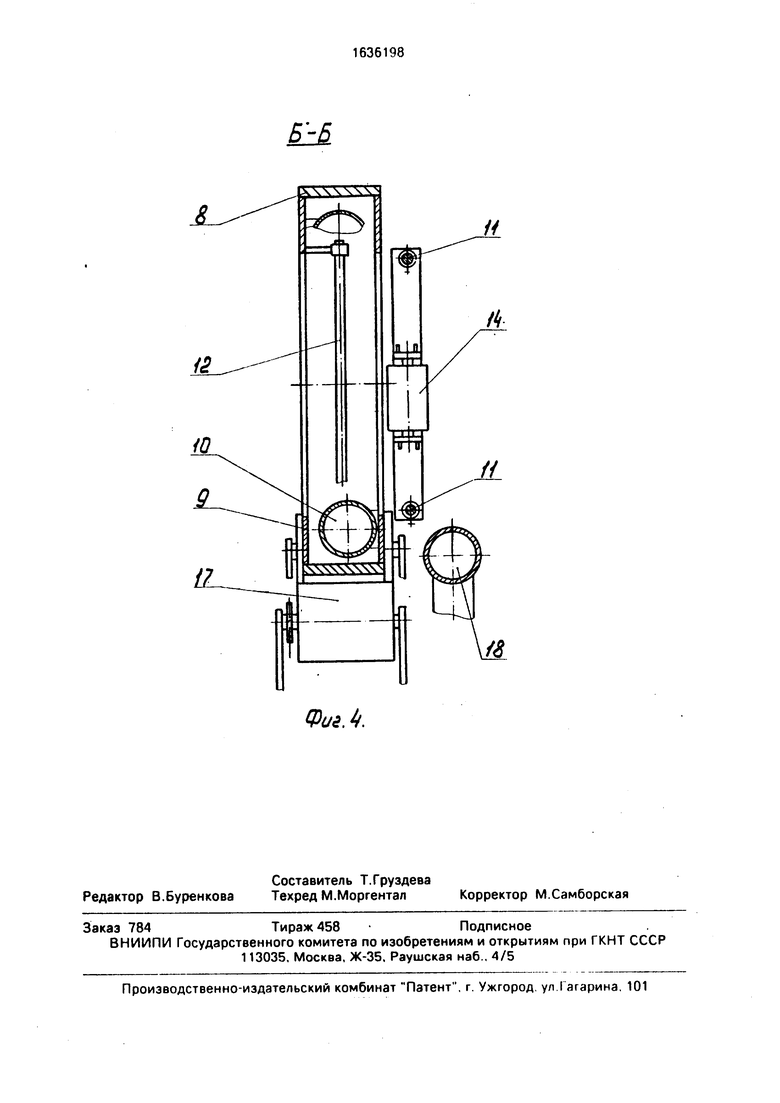
На фиг.1 показано устройство, общий вид; на фиг.2 - то же, вид сверху: на фиг.З - разрез А-А на фиг.2; на фиг.4 - разрез Б-Б на фиг.З.
Устройство для дробеметной очистки длинномерных деталей содержит рабочую камеру 1, на которой установлены дробе- метные аппараты 2 и 3. Дробеметные аппараты 2 установлены на поворотных плитах 4, имеющих приврды 5. До и после камеры установлены дополнительные рольганги, состоящие из приводных роликовых дорожек 6 и 7.-Между роликовыми дорожками и ниже их оси установлены не менее трех механизмов поворота, каждый из которых состоит из цилиндра 8, имеющего торцовые планки 9. На торцовых планках закреплены стационарный ролик 10 и направляющие 11 и 12, по которым могут перемещаться ролики 13-15. Цилиндр 8 установлен на двух опорных роликах 16 и одном приводном ролике 17. Перед цилиндром 8 установлен приводной ролик 18, транспортирующий детали из профильного проката 19. По роликовым дорожкам 6 и 7 транспортируются детали 20 из листового проката.
Устройство для дробеметной очистки длинномерных деталей работает следующим образом.
Деталь 20 транспортируется роликовыми дорожками 6 и 7 в рабочую камеру 1. Во время этого перемещения автоматически включаются приводы 5 поворотных плит 4, для ориентации факелов дроби, выбрасываемой дробеметными аппаратами 2, под определенным углом к направлению перемещения детали в зависимости от ее ширины. В рабочей камере 1 деталь 20 очищается дробью, выбрасываемой на ее поверхность дробеметными аппаратами 2 и 3. После чего роликовые дорожки 6 и 7, установленные после камеры 1, транспортируют очищенную деталь 20 к месту складирования.
Перед очисткой детали из профильного проката 19 необходимо ролики 13 и 14 перемещать вручную по направляющим 11 до тех пор, пока расстояние от центра вращения цилиндра 8 до наиболее удаленной точки детали 19 будет больше расстояния от центра вращечия цилиндра 8 до верхней поверхности ролика 18 не менее чем на
5 мм, т.е. а Ь+5 (фиг.З). Ролик 15 перемещают по направляющим 12 так, что зазор между роликом и очищаемым профилем составляет не менее 10 мм. Затем деталь 19 подается на ролики 10 механизмов поворота, расположенных до камеры 1. После чего включаются приводы роликов 17 и 18 тех же механизмов поворота. Деталь 19, вращаясь и периодически перемещаясь, толкаемая роликами 18, поступает в камеру 1, где очищается дробью, выбрасываемой дробеметными аппаратами. Во время траспортировки автоматически включаются приводы 5 поворотных плит 4 для ориентации факелов дроби, выбрасываемой аппаратами 2, под определенным углом к направлению перемещения детали 19 в зависимости от ее ширины.
Механизмы поворота, установленные после камеры 1, перемещают очищенную
деталь 19 к месту складирования.
Использование предлагаемого устройства по сравнению с известным позволяет расширить технологические возможности по очистке листового и профильного проката и повысить производительность.
Формула изобретения Устройство для дробеметной очистки длинномерных деталей, включающее рабочую камеру с дробеметными аппаратами, установленные на опорных и приводном роликах механизмы поворота обрабатываемых деталей, выполненные в виде полых цилиндров, на торцовых стенках которых
укреплены опоры в виде нижнего стационарного и боковых, установленных с возможностью перемещения, роликов, и рольган, отличающееся тем, что, с цель расширения технологических возможностей путем обеспечения одновременной или последовательной обработки листового и профильного проката, устройство снабжено дополнительным рольгангом, выполненным в виде двух параллельных приводных
роликовых дорожек, при этом ниже оси и между дорожками установлены механизмы поворота, верхние торцовые стенки которых снабжены подвижными в вертикальной плоскости роликами, а дробеметные аппараты на верхней плоскости камеры установлены на введенные в устройство поворотные плиты.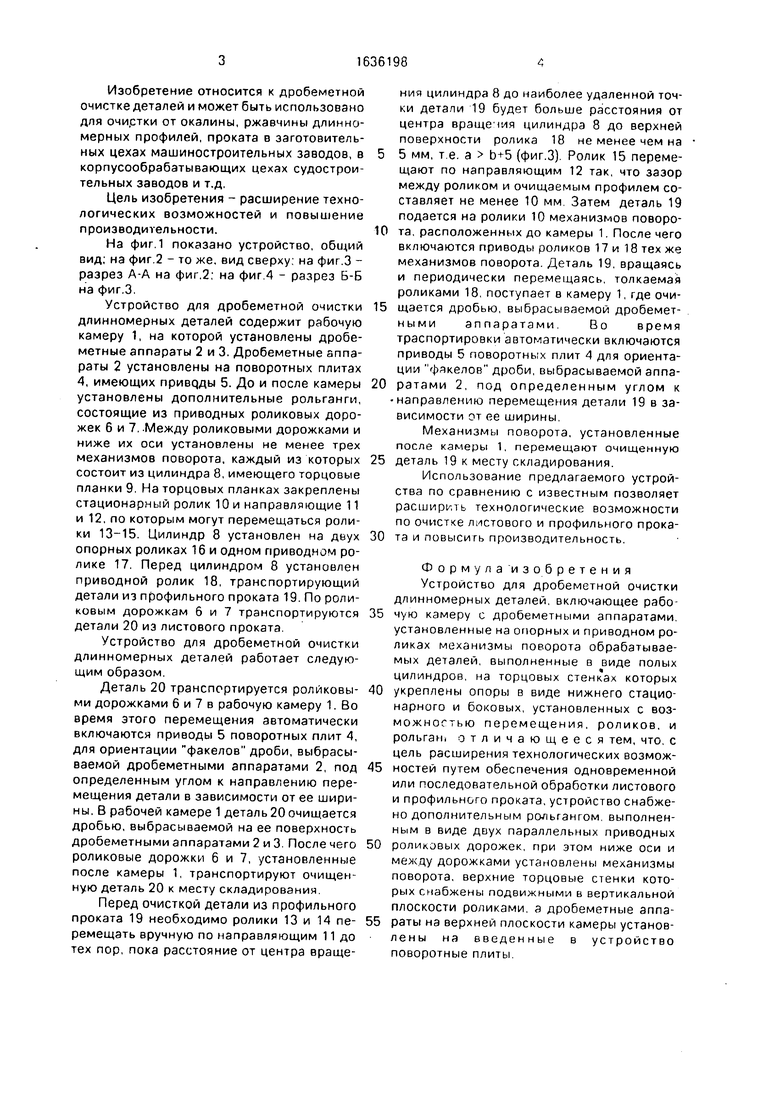
| название | год | авторы | номер документа |
|---|---|---|---|
| Поточная линия для очистки и грунтовки изделий | 1980 |
|
SU933390A1 |
| Участок обезжиривания, очистки и грунтовки тонколистового и гофрированного проката | 1985 |
|
SU1329859A1 |
| Линия металлизации проката | 1982 |
|
SU1047991A1 |
| Установка для обработки деталей дробью | 1986 |
|
SU1511094A1 |
| Установка для дробеметной очистки наружных поверхностей цилиндрических деталей | 1984 |
|
SU1229024A1 |
| Защитное устройство для дробеметной установки | 1984 |
|
SU1296389A1 |
| Дробеметная установка для упрочнения деталей | 1988 |
|
SU1801729A1 |
| Устройство для очистки длинномерных деталей | 1976 |
|
SU636072A1 |
| Устройство для дробеударного формообразования и зачистки крупногабаритных деталей | 2020 |
|
RU2739054C1 |
| Устройство для транспортирования и передачи изделий с одного конвейера на другой,расположенных под углом друг к другу | 1986 |
|
SU1318492A2 |
Изобретение может быть использовано при очистке от окалины, ржавчины длинномерных профилей, проката. Цель изобретения - расширение технологических возможностей устройства путем обеспечения одновременной или последовательной обработки листового и профильного проката. Устройство содержит рабочую камеру 1, на которой установлены дробеметные аппараты 2 и 3, смонтированные на поворотных плитах 4. Устройство содержит также дополнительный рольганг, состоящий из приводных роликовых дорожек 6 и 7. Между роликовыми дорожками и ниже их оси установлено не менее трех механизмов поворота, каждый из которых имеет цилиндр 8 с торцовыми планками 9, На этих планках закреплены стационарный ролик и подвижные ролики 13-15. Цилиндр 8 установлен на двух опорных роликах 16 и приводном ролике 17. Перед цилиндром 8 установлен приводной ролик 18, транспортирующий детали из профильного проката, а по роликовым дорожкам 6 и 7 транспортируются детали из листового проката. 4 ил. со с Os со о 4D 00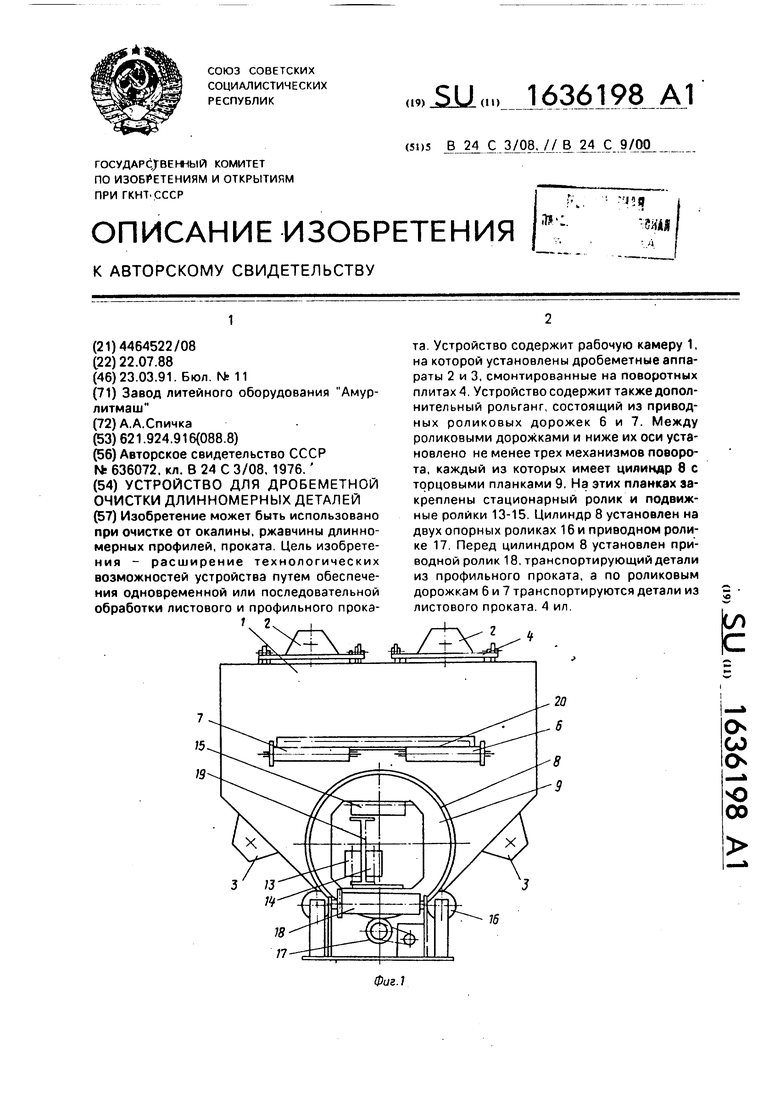
№
.4i4
П
15
ЈhЈ
jL/z
0w. 4.
| Устройство для очистки длинномерных деталей | 1976 |
|
SU636072A1 |
| кл | |||
| Пишущая машина для тюркско-арабского шрифта | 1922 |
|
SU24A1 |
