Изобретение относится к технике транспортирования и передачи длинномерных изделий с одного конвейера на другой, в частности для транспортирования и передачи с одного рольганга на другой профильного и листового проката в судостроении., и является усовершенствованием устройства по авт. св. № 1137035.
Цель изобретения - расширение технологических возможностей путем увеличения количества передаюш их позиций.
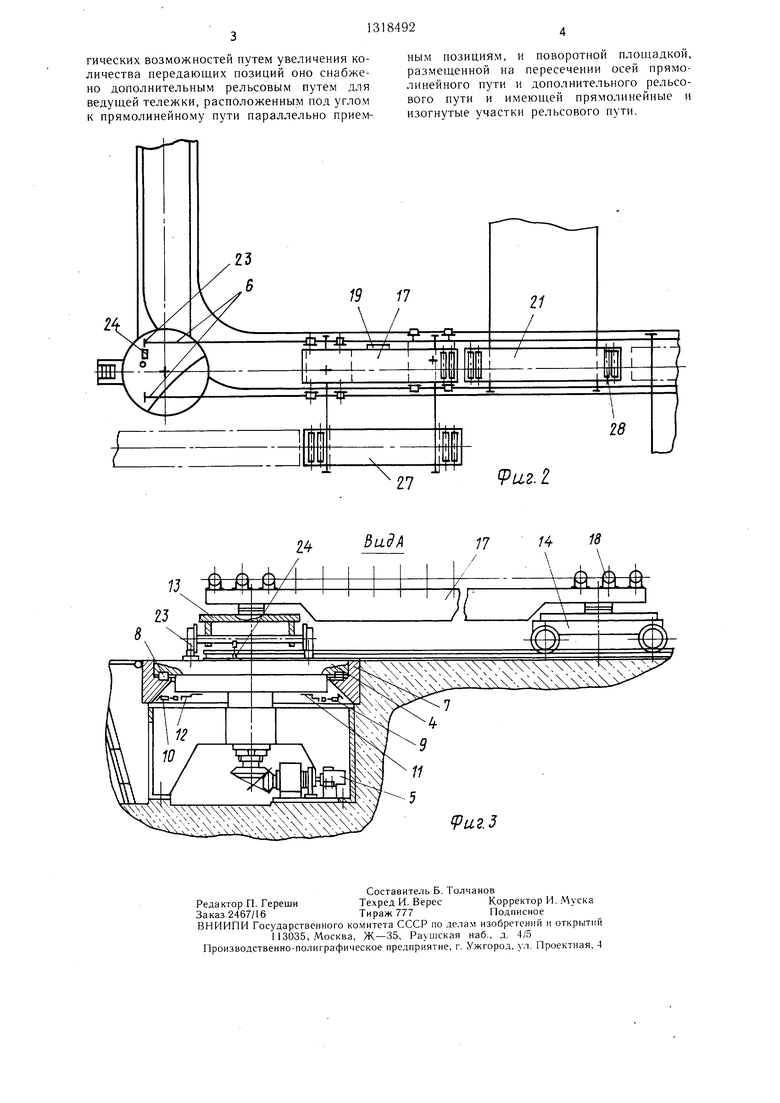
На фиг. 1 изображено предлагаемое устройство, обш.ий вид; на фиг. 2 - то же, с повернутой на угол передачи поворотной площадкой; на фиг. 3 - вид А на фиг. 1.
Устройство состоит из прямолинейного рельсового пути 1 и изогнутого по радиусу R рельсового пути 2, смеш.енных относительно друг друга, а также дополнительного рельсового пути 3, установленного под углом к рельсовому пути 1. На пересечении осей рельсовых путей 1 и 3 смонтирована поворотная площадка 4 с приводом 5 поворота площадки, с участком изогнутого рельсового пути 2 и участком прямолинейного рельсового пути 6. Поворотная площадка смонтирована на опорной раме 7 и установлена на роликовой дорожке 8. На опорной раме установлены концевые выключатели 9 и 10, а на поворотной площадке - флажки 11 и 12, контролирующие положение поворотной площадки.
На рельсовые пути 1 и 2 соответственно установлены ведущая тележка 13 и ведомая тележка 14 с ходовыми колесами 15 и вертикальными осями 16 вращения, на которых щарнирно смонтирована платформа 17 с приводными роликами 18. Вертикальные оси 16 вращения ведущей и ведомой тележек выполнены симметрично ходовым колесам каждой из тележек.
Управление движением ведущей тележки 13, приводом поворотной площадки 4 и приводными роликами 18 осуществляется с переносного пульта 19 управления. Платформа
17имеет ряд передающих позиций 20-22. На поворотной площадке на участке прямолинейного рельсового пути 6 установлены ограничивающие перемещение фиводной тележки 13 упоры 23 и концевой выключатель 24. Положение платформы на передающих позициях 21 и 22 обеспечивается концевыми выключателями 25 и 26. Передающие позиции 20-22 обслуживаются соответственно тележками 27-29.
Устройство работает следующим образом.
Профильный или листовой прокат поступает с подающего конвейера параллельно рельсовым путям 1 на приводные ролики
18платформы 17. После загрузки платформы привод роликов отключается и включается привод ведущей тележки 13. При этом ведущая тележка движется по прямолинейному пути 1, а ведомая тележка 14 - по изогнутому рельсовому пути 2. При повороте
платформа 17 вращается на вертикальных осях 16 тележек 13 и 14. Совмещение продольной оси платформы с осью приемных позиций 20-22 фиксируется упорами 23,
5 установленными на поворотной площадке 4. Одновременно с этим по команде концевого выключателя 24 отключается привод ведущей тележки 13. При этом дальнейщая работа устройства может осуществляться дву,, мя путями.
При необходимости транспортировки и передачи проката с разгрузочных позиций
21или 22 с целью передачи проката на тележки 28 или 29 с пульта 19 включается привод 5 поворотной площадки 4, осущест5 вляющий проворот ведущей тележки по часовой стрелке. Поворот происходит до совмещения участков прямолинейного рельсового пути 6 поворотной площадки 4 с дог1олни- тельным рельсовым путем 3. Остановка производится по команде концевого выключа0 теля 9, после чего платформа с прокатом следует на позицию разгрузки, а по достижении соответствующего выключателя 25 или 26 привод ведущей тележки выключается. С пульта 19 включаются приводные
5 ролики 18 и прокат поступает на соответствующие тележки 28 или 29, которые после приема проката следуют на места назначения (на фиг. 1 показано стрелками).
При необходимости передачи проката с позиции 20, а с нее на тележку 27 привод 5
0 поворотной площадки 4 не включается, а включается привод роликов 18. Прокат поступает на тележку 27, которая после загрузки следует на исходную позицию (фиг. 1). Возврат платформы 17 с позиций 21 и
22разгрузки происходит следующим об- 5 разом.
Включается привод ведущей тележки. По достижении последней упоров 23 и воздей-. ствии ею на концевой выключатель 24 привод выключается. Включается привод 5 поворотной площадки 4, осуществляющий поворот ведущей тележки против часовой стрелки. Поворот происходит до совмещения участка прямолинейного рельсового пути 6 поворотной площадки с рельсовым путем 1. Остановка производится по команде конце5 вого выключателя 10, после чего включается привод ведущей тележки и разгруженная платформа следует в исходное положение. С тележек 27-29, расположенных в местах их назначения, или с платформы 17, расположенной в конце дополнительного рель0 сового пути, изделие поступает на приемные конвейеры.
Формула изобретения
Устройство для транспортирования и 5 передачи изделий с одного конвейера на другой, расположенных под углом друг к другу, по авт. св. № 1137035, отличающееся тем, что, с целью расширения технологических возможностей путем увеличения количества передающих позиций оно снабжено дополнительным рельсовым путем для ведущей тележки, расположенным под углом к прямолинейному пути параллельно приемным позициям, и поворотной площадкой, размещенной на пересечении осей прямолинейного пути и дополнительного рельсового пути и имеющей прямолинейные и изогнутые участки рельсового пути.
27
9 иг..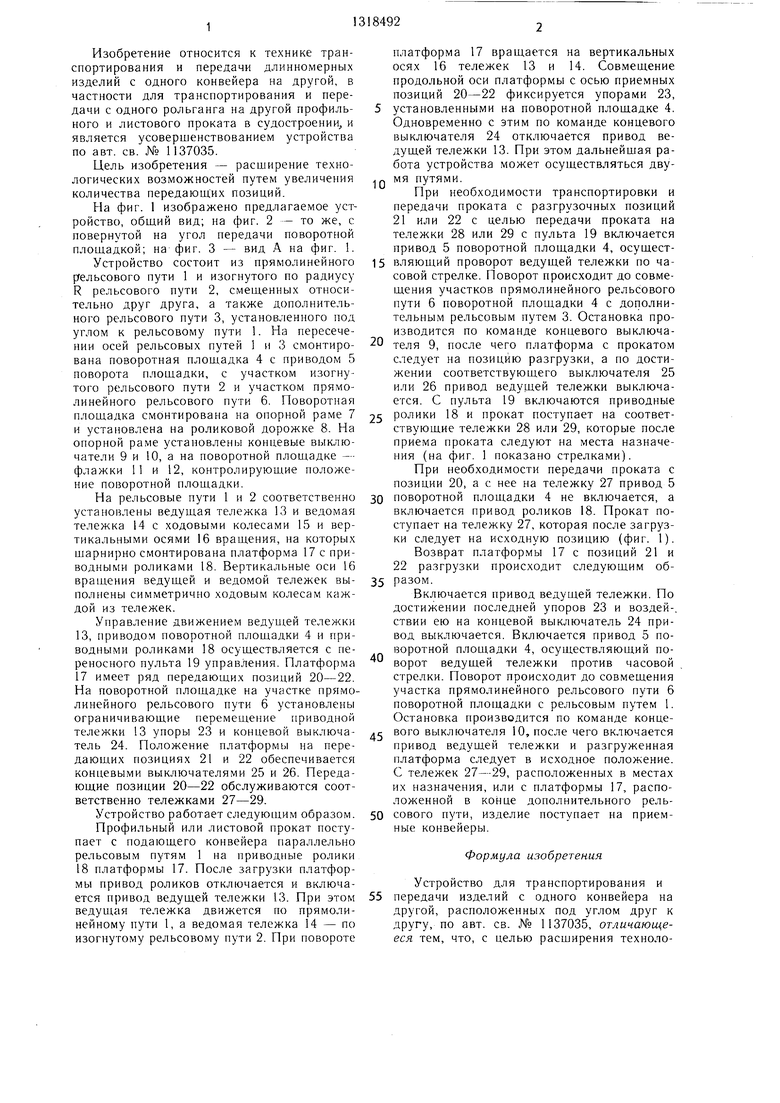
Изобретение относится к технике транспортирования и передачи длинномерных изделий с одного конвейера на другой и иозволяет расширить технологические возможности путем увеличения количества передающих позиций (ПП). Устр-во состоит из прямолинейного рельсового пути (РП) 1 и изогнутого по радиусу R РП 2, смещенных относительно друг друга. На РП 1 и 2 соответственно установлены ведущая и ведомая тележки (Т), на которых смонтирована платформа с приводными роликами. Г1од углом к РП 1 параллельно ПП 20-22 расположен дополнительный РП 3 для ведущей Т. На пересечении осей РП 1 и 3 размещена поворотная площадка 4, имеющая прямолинейные и изогнутые участки РП. Профильный прокат поступает с подающего конвейера параллельно РП I на приводные ролики платформы. После загрузки платформы привод роликов отключается и включается привод ведущей Т. При этом ведущая Т движется по РП 1, а ведомая Т - по РП 2. Совмещение продольной оси платформы с осью ПП 20-22 фиксируется упором 23, установленным на площадке 4. С целью передачи проката на Т 28 и 29 включается привод площадки 4, осуществляющий поворот ведущей Т до совмещения участков прямолинейного РП площадки 4 с РП 3. 3 ил. S сл йсо 00 4 ;о 60 fsj ФигЛ
13
ВадА
/4 18
Риг 5
Составитель Б. Толчанов
Редактор П. ГерешиТехред И. ВересКорректор И. Муска
Заказ 2467/16Тираж 777Подписиое
ВНИИПИ Государственного комитета СССР по делам изобретений и открытий
113035, Москва, Ж-35, Раушская наб., д. 4/5 Производственно-полиграфическое предприятие, г. Ужгород, ул. Проектная, 4
| Устройство для транспортирования и передачи изделий с одного конвейера на другой,расположенных под углом друг к другу | 1983 |
|
SU1137035A2 |
| Разборное приспособление для накатки на рельсы сошедших с них колес подвижного состава | 1920 |
|
SU65A1 |
