Изобретение относится к трубоволочильному производству и может быть использовано при изготовлении особо точных тонкостенных труб.
Целью изобретения является повышение точности труб путем снижения усилия волочения.
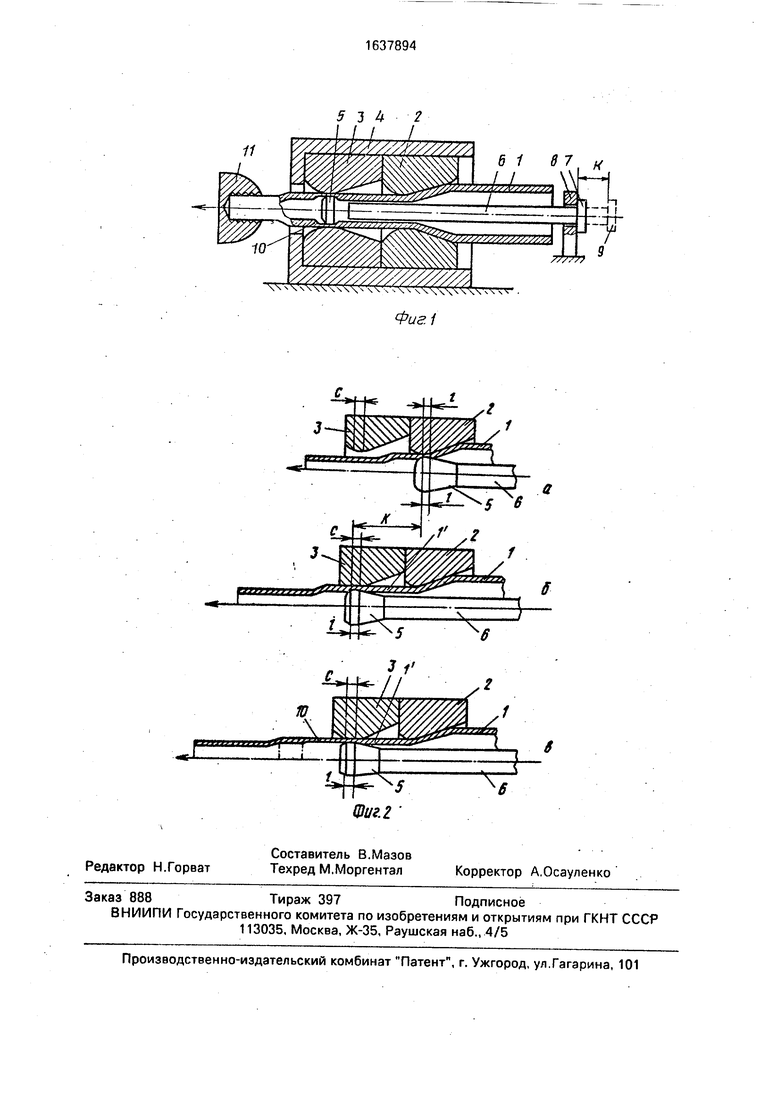
На фиг.1 представлена схема предложенного способа при установившемся процессе волочения; на фиг.2 (а, б, в) - схемы
очередности осуществления предложенного способа.
На фигурах приняты следующие обозначения: 1 - заготовка, 2 - первая по ходу волочения волока, 3 - вторая по ходу волочения волока, 4 - обойма, 5 - короткая оправка, 6 - стержень, 7 - упор стержня, 8 - фиксатор положения оправки, 9 - исходное положение упора стержня, 10 - труба с заданной толщиной стенки после обжатия ее
на оправке в волоке 3, 11 - протяжной механизм, К- расстояние, на которое перемещается оправка совместно с заготовкой при
, обжатии трубы по диаметру (редуцированию) и по стенке в начале процесса волоче- ния.
Способ волочения труб осуществляют следующим образом.
г Подготовленная к короткооправочному волочению заготовка 1 закованным кон- цом задается в волоки 2 и 3 таким образом, чтобы закованный конец выходил из волоки 3 на длину 70-100 мм для захвата его протяжным механизмом 11. Затем в заготовку 1 вводится короткая оправка 5 на стержне 6 до упора в заплечики закованного конца (во входном конусе волоки 2), протяжной механизм 11 зажимает закованный конец заготовки и осуществляется в начале процесс волочения таким образом, что в воло ке 2 заготовка редуцируется по диаметру и деформируется на оправке по стенке на участке цилиндрического пояска е короткой оправки до необходимой толщины. Затем без остановки оправка перемещается со- вместно с редуцированной частью трубы по ходу волочения и занимает положение в волоке 3 напротив ее цилиндрического участка с , стержень с помощью концевого упора 7 фиксирует положение1 оправки и осуществляется установившийся процесс обжатия заготовки по диаметру и стенке по всей длине трубы 10 непрерывно. После окончания процесса волочения цикл повторяется.
Качество поверхности труб повышается в результате снижения усилия волочения в начальный момент, так как обжатие по стенке осуществляется при протягивании трубы совместно с короткой оправкой. Кроме того, непрерывный процесс волочения начинается с уже обжатой стенкой на участке цилиндрического пояска короткой оправки, что приводит к плавному нарастанию усилия волочения и исключению нанесения дефек- тов на внутреннюю поверхность трубы типа рисок, налипания на оправку, задиров и др. При этом устраняется вибрация, обрыв концов труб и упрощается настройка процесса волочения на короткой оправке. Снижение усилия волочения в начальный момент позволяет повысить степень деформации и стойкость инструмента. Этому способству ет также и осевое натяжение металла трубы от первой волоки.
Обрыв концов труб исключается потому, что в начальный момент процесса усилие почти в полтора раза меньше, чем при установившемся процессе (в известном процессе наоборот - в начале в полтора раза больше, чем при установившемся процессе).
Вибрация исключается потому, что исключается упругое растяжение стержня, на котором крепится оправка, так как оправка воспринимает только усилия, деформирующие трубу по толщине стенки.
Волочение труб через две волоки с одинаковыми диаметрами выходного отверстия первой и рабочего отверстия второй снижает остаточные напряжения, уменьшает силы трения и износ второй волоки, что повышает точность и качество труб.
Настройка процесса упрощается, так как заранее известна величина К, на которую перемещается оправка совместно с напрессованной на нее трубой. Поэтому незахват оправки трубой исключается.
Исключение перечисленных факторов позволяет повысить точность труб (снижение усилия волочения, отсутствие вибрации) и значительно снизить расходный коэффициент металла (повышение качества, исключение незахвата оправки трубой и обрыва концов) и добиться экономической эффективности процесса волочения на короткой оправке.
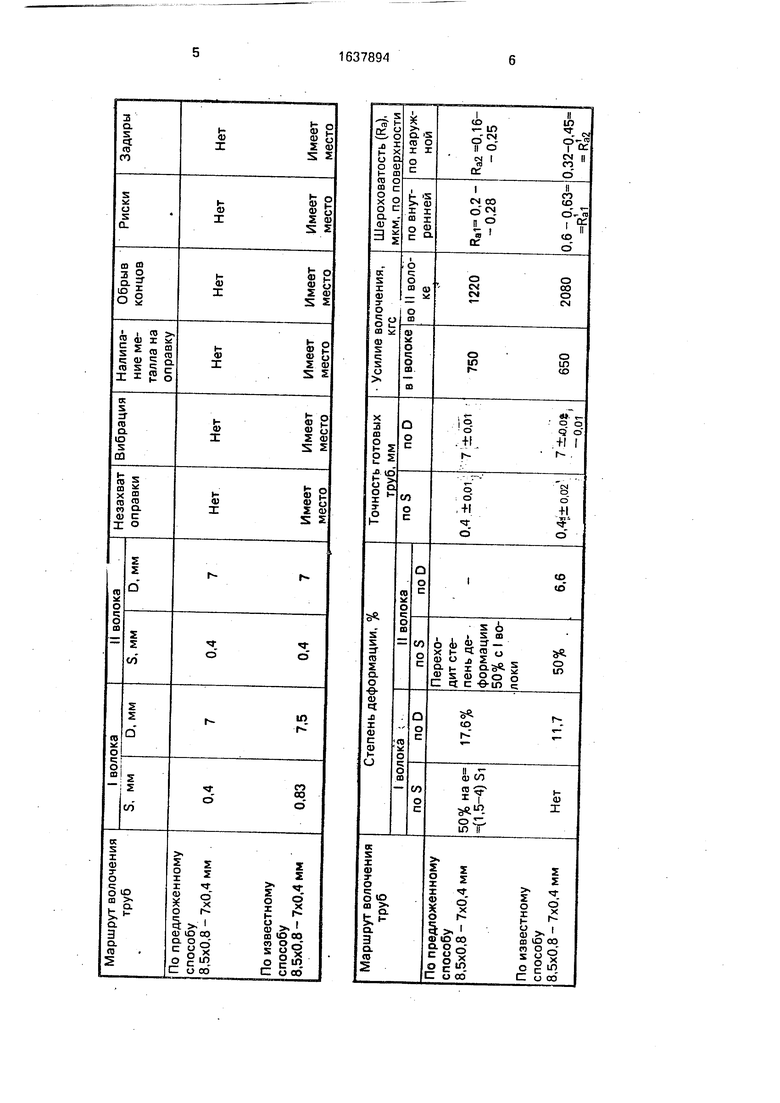
Результаты испытаний предложенного и известного способов волочения труб приведены в таблице.
Формула изобретения
Способ волочения труб на короткой оправке, включающий редуцирование по диаметру в первой по ходу волочения волоке и обжатие по стенке на короткой зафиксированной оправке во второй волоке в установившийся период процесса, отличающийся тем, что, с целью повышения точности труб путем снижения усилия волочения, редуцирование осуществляют в воло- ке, диаметр выходного отверстия которой равен диаметру рабочего отверстия второй волоки, при этом при задаче переднего конца трубы в первую волоку производят его обжатие по стенке на короткой оправке со степенью деформации 35-50% на участке протяженностью 1,5-4 толщины стенки трубы, затем перемещают обжатый конец трубы вместе с оправкой во вторую волоку и оправку в ней фиксируют.
//
Л ч ч Г XX
К
| название | год | авторы | номер документа |
|---|---|---|---|
| УСТРОЙСТВО ДЛЯ ВОЛОЧЕНИЯ ТРУБ НА ЗАКРЕПЛЕННОЙ ОПРАВКЕ | 2008 |
|
RU2391164C2 |
| Способ периодического волочения труб | 1987 |
|
SU1560348A1 |
| СПОСОБ ВОЛОЧЕНИЯ ТРУБ | 1992 |
|
RU2030941C1 |
| СПОСОБ ПЕРИОДИЧЕСКОГО ВОЛОЧЕНИЯ ТРУБ | 2001 |
|
RU2188090C1 |
| СПОСОБ ВОЛОЧЕНИЯ ТРУБ НА КОНИЧЕСКОЙ ОПРАВКЕ | 1992 |
|
RU2014925C1 |
| ТЕХНОЛОГИЧЕСКИЙ ИНСТРУМЕНТ ДЛЯ ВОЛОЧЕНИЯ ТРУБ | 2000 |
|
RU2168381C1 |
| Оправка для волочения труб | 1986 |
|
SU1424903A1 |
| СПОСОБ ВОЛОЧЕНИЯ ТРУБ НА ЦИЛИНДРИЧЕСКОЙ ОПРАВКЕ | 1992 |
|
RU2014924C1 |
| СПОСОБ ПРОКАТКИ ТРУБ НА РЕДУКЦИОННО-РАСТЯЖНОМ СТАНЕ | 2013 |
|
RU2532610C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ТРУБ | 1994 |
|
RU2066577C1 |
Изобретение относится к трубоволочильному производству и может быть использовано при изготовлении остаточных тонкостенных труб. Цель изобретения - повышение точности труб путем снижения усилия волочения. Волочение осуществляют через две волоки одинакового диаметра выходного отверстия на короткой оправке. Подготовленная к волочению заготовка 1 подается закованным концом в волоки 2 и 3, чтобы он мог быть захвачен протяжным механизмом 11. Затем в заготовку вводится короткая оправка 5 на стержне 6 до упора в заплечики закованного конца. В начале процесса осуществляется волочение в первой волоке, при этом заготовка редуцируется по диаметру и обжимается по стенке со степенью деформации 35-50% на короткой оправке с участком обжатия протяженностью 1,5-4 толщины стенки. Затем оправку совместно с редуцированной частью трубы перемещают по ходу волочения, фиксируют ее положение с помощью упора 7 и осуществляют установившийся процесс при редуцировании заготовки в первой волоке по диаметру и обжатииi по стенке во второй- волоке по всей длине трубы непрерывно. Поскольку в начале процесса волочения первой волоке осуществляется предварительная деформация по стенке, усилие волочения при переходе к установившемуся процессу плавно нарастает, исключая образование дефектов на внутренней поверхности трубы, повышая точность, устраняя обрывы закованных концов и вибрацию заготовок. 2 ил, 1 табл. СО с ON CJ 00 О J
&UФиг1
S 6
/ /
/
Ч
5 31
V
| СПОСОБ ДЕФОРМАЦИИ ТРУБ ОДНОВРЕМЕННО ЧЕРЕЗ ДВА ОЧАГА ДЕФОРМАЦИИ | 0 |
|
SU290780A1 |
| Выбрасывающий ячеистый аппарат для рядовых сеялок | 1922 |
|
SU21A1 |
| СПОСОБ ВОЛОЧЕНИЯ ТРУБ | 0 |
|
SU253009A1 |
| Выбрасывающий ячеистый аппарат для рядовых сеялок | 1922 |
|
SU21A1 |
| Патент США № 3292407, кл | |||
| Термосно-паровая кухня | 1921 |
|
SU72A1 |
