2 5
(Л
С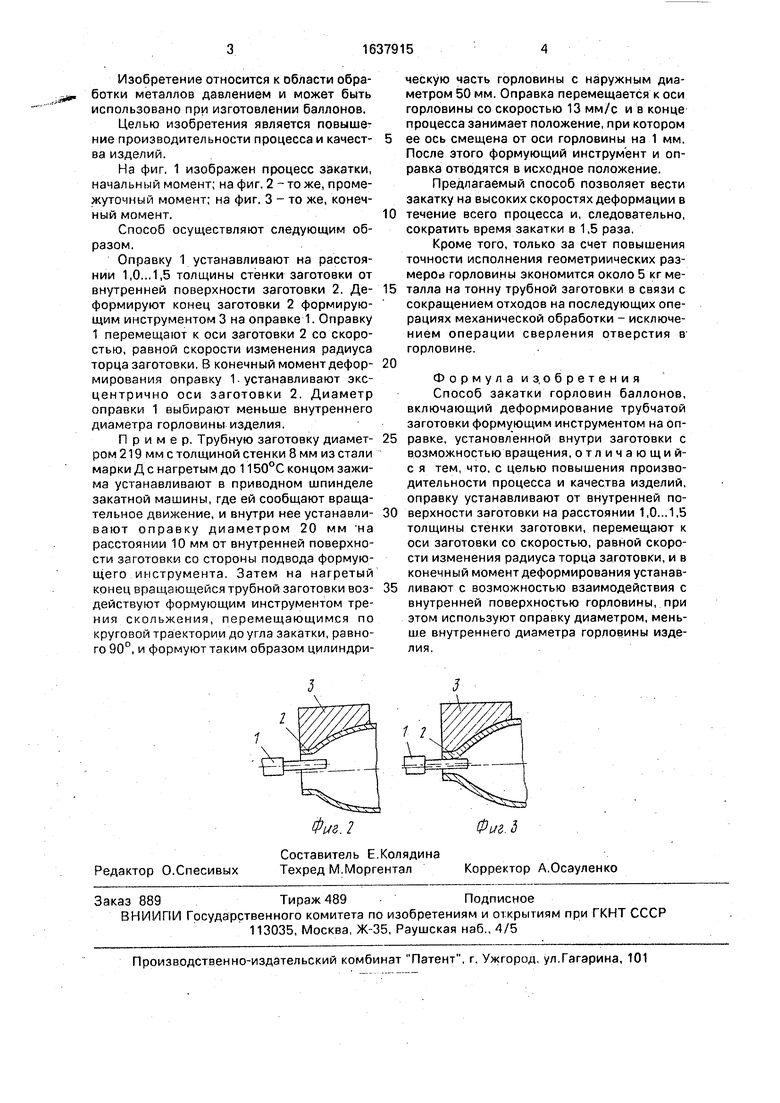
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ ИЗГОТОВЛЕНИЯ ТОНКОСТЕННЫХ СОСУДОВ ВЫСОКОГО ДАВЛЕНИЯ И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 2011 |
|
RU2465090C1 |
| Способ закатки горловины баллона и устройство для его осуществления | 1990 |
|
SU1754295A1 |
| СПОСОБ РОТАЦИОННОЙ ВЫТЯЖКИ ОБОЛОЧЕК ИЗ ТРУБНЫХ ЗАГОТОВОК И ТРУБНАЯ ЗАГОТОВКА ДЛЯ ИЗГОТОВЛЕНИЯ ОБОЛОЧЕК РОТАЦИОННОЙ ВЫТЯЖКОЙ | 2009 |
|
RU2405646C1 |
| СПОСОБ ФОРМОВАНИЯ ПОЛОГО ТЕЛА ПЕРЕМЕННОГО СЕЧЕНИЯ, СПОСОБ ИЗГОТОВЛЕНИЯ МЕТАЛЛИЧЕСКОГО ЛЕЙНЕРА ВЫСОКОГО ДАВЛЕНИЯ И УСТРОЙСТВО ДЛЯ ФОРМОВАНИЯ ПОЛОГО ТЕЛА ПЕРЕМЕННОГО СЕЧЕНИЯ | 2003 |
|
RU2263001C2 |
| ПОЛУКОРПУС ШАРОВОГО КРАНА И СПОСОБ ЕГО ИЗГОТОВЛЕНИЯ | 2014 |
|
RU2597852C2 |
| Способ изготовления тонкостенных оболочек периодического профиля из алюминиевых сплавов | 2016 |
|
RU2623203C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ СТАЛЬНЫХ ПРОФИЛЬНЫХ ОБОЛОЧЕК | 2007 |
|
RU2356675C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ПАТРУБКА НА ПОЛОМ ЦИЛИНДРИЧЕСКОМ ИЗДЕЛИИ | 1994 |
|
RU2096109C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ПОЛЫХ МЕТАЛЛИЧЕСКИХ ЗАПОРНЫХ ЭЛЕМЕНТОВ ДЛЯ ШАРОВЫХ КРАНОВ | 2021 |
|
RU2757334C1 |
| Баллон | 1990 |
|
SU1838712A3 |
Изобретение относится к обработке металлов давлением и может быть использовано при изготолвении баллонов. Цель изобретения - повышение производительности процесса и качества изделий. Оправку 1 устанавливают внутри трубчатой заготовки 2 на расстоянии от ее внутренней поверхности, равном 1,0...1,5 толщины стенки заготовки. Деформируют конец заготовки 2 формующим инструментом 3 При этом оправку перемещают к оси заготовки со скоростью, равной скорости изменения радиуса торца заготовки. В конечный момент деформирования оправку устанавливают с возможностью взаимодействия с внутренней поверхностью горловины. Диаметр оправки выбирают меньше внутреннего диаметра горловины изделия 3 ил.
Л
W/W//,
уХУхУ-ул ХУ Д
Фм.1
о
OJ VI
ю
СП
Изобретение относится к области обработки металлов давлением и может быть использовано при изготовлении баллонов.
Целью изобретения является повышение производительности процесса и качест- ва изделий.
На фиг. 1 изображен процесс закатки, начальный момент; на фиг. 2 -тоже, промежуточный момент; на фиг. 3 - то же, конечный момент.
Способ осуществляют следующим образом.
Оправку 1 устанавливают на расстоянии 1,0...1,5 толщины стенки заготовки от внутренней поверхности заготовки 2. Де- формируют конец заготовки 2 формирующим инструментом 3 на оправке 1. Оправку 1 перемещают к оси заготовки 2 со скоростью, равной скорости изменения радиуса торца заготовки. 8 конечный момент дефор- мирования оправку 1 устанавливают эксцентрично оси заготовки 2. Диаметр оправки 1 выбирают меньше внутреннего диаметра горловины изделия.
Пример. Трубную заготовку диамет- ром 219 мм с толщиной стенки 8 мм из стали марки Д с нагретым до 1150°С концом зажима устанавливают в приводном шпинделе закатной машины, где ей сообщают вращательное движение, и внутри нее устанавли- вают оправку диаметром 20 мм -на расстоянии 10 мм от внутренней поверхности заготовки со стороны подвода формующего инструмента. Затем на нагретый конец вращающейся трубной заготовки воз- действуют формующим инструментом трения скольжения, перемещающимся по круговой траектории до угла закатки, равного 90°, и формуют таким образом цилиндриФиг 2
ческую часть горловины с наружным диаметром 50 мм. Оправка перемещается к оси горловины со скоростью 13 мм/с и в конце процесса занимает положение, при котором ее ось смещена от оси горловины на 1 мм. После этого формующий инструмент и оправка отводятся в исходное положение.
Предлагаемый способ позволяет вести закатку на высоких скоростях деформации в течение всего процесса и, следовательно, сократить время закатки в 1,5 раза,
Кроме того, только за счет повышения точности исполнения геометриических размеров горловины экономится около 5 кг металла на тонну трубной заготовки в связи с сокращением отходов на последующих операциях механической обработки - исключением операции сверления отверстия в горловине.
Формула изобретения Способ закатки горловин баллонов, включающий деформирование трубчатой заготовки формующим инструментом на оправке, установленной внутри заготовки с возможностью вращения, отличающий- с я тем, что, с целью повышения производительности процесса и качества изделий, оправку устанавливают от внутренней поверхности заготовки на расстоянии 1,0...1,5 толщины стенки заготовки, перемещают к оси заготовки со скоростью, равной скорости изменения радиуса торца заготовки, и в конечный момент деформирования устанавливают с возможностью взаимодействия с внутренней поверхностью горловины, при этом используют оправку диаметром, меньше внутреннего диаметра горловины изделия.
| Капорович В.Г | |||
| Обкатка металлоизделий в производстве | |||
| М.: Машиностроение, 1973, с | |||
| Приспособление для соединения пучка кисти с трубкою или втулкою, служащей для прикрепления ручки | 1915 |
|
SU66A1 |
