Изобретение относится к области обработки металлов давлением и может быть использовано при изготовлении цилиндрических ступенчатых изделий тремя валками с клиновыми калибрами.
Целью изобретения является повышение качества стойкости инструмента.
На чертеже показан инструмент для поперечно-клиновой прокатки.
Инструмент содержит три приводных валка 1-3, каждый из которых имеет загрузочное окно 4, раскатывающий участок в виде деформирующего клина, калибрующий участок и участок резки (ножи) 5. Ножи выполнены в виде двух дуг равных окружностей, передней 6 и задней 7. Радиус этих окружностей равен межосевому расстоянию соседних валков (А). Уравнение окружностей записывается по формулам:
( Xi - А )2 + ( YI - -у Atg 30° )2 А2 ;
О)
( Х2 2 + Y2 + А ( sin 60° - - tg 30° ) 2
(2)
А2.
При этом начало координат находится на оси валка. Координатами центров окружностей соответственно являются:
для (1): Xoi у А ; Yoi у Atg 30° ; для (2): Х02 0 ; (sln60°ytg300).
Инструмент для поперечно-клиновой прокатки работает следующим образом.
В начальный момент времени валки обращены загрузочными окнами 4 в сторону оси прокатки, После подачи заготовки валки 1-3 начинают синхронно вращаться, внедряясь деформирующими клиньями в заготовку. После прохода калибрующего участка деталь сформировалась, после чего вступают в работу отрезные ножич-5, Каждый из ножей прорезает в заготовке сектор, причем передняя дуга 6 ножа начинает рез, а
задняя 7 соседнего ножа заканчивает рез в этом секторе. Так как задняя дуга проходит частично уже по отрезанному торцу, то она выполнена укороченной по сравнению с передней. После отрезки концевого отхода валки становятся в начальное положение. Деталь удаляется из них. Валки готовы к новому циклу.
Таким образом, все три ножа одновременно начинают рез и одновременно его заканчивают, находясь в каждый момент времени реза в контакте с заготовкой, усилие реза распределяется равномерно, что и обеспечивает качественный рез и повышенную стойкость ножей.
Формула изобретения Инструмент для поперечно-клиновой прокатки, содержащий равномерно установленные по окружности три приводных валка, на одном из которых установлен в конце калибрующего участка рабочего профиля профильный отрезной нож, отличающийся тем, что, с целью повышения качества изделий и стойкости инструмента, он снабжен двумя дополнительными отрезными ножами, установленными на двух остальных валках в конце их калибрующих участков, при этом профиль кадого из трех ножей выполнен в виде двух дуг окружностей равного радиуса, центры которых отно- сительно осей координат с началами, размещенными на осях соответствующих валков, определяются из соотношений
0
5
0
5
1
xoi -j-A: Y01 у Atg 30°;
Хо2 0 ; Yo2 А ( sin 60° у tg 30°
)
где Xoi; Yoi - координаты центра первой окружности,
Хо2. Yo2 - координаты центра второй окружности:
А - расстояние между осями соседних валков, при этом точка пересечения трех ножей расположена на оси прокатки.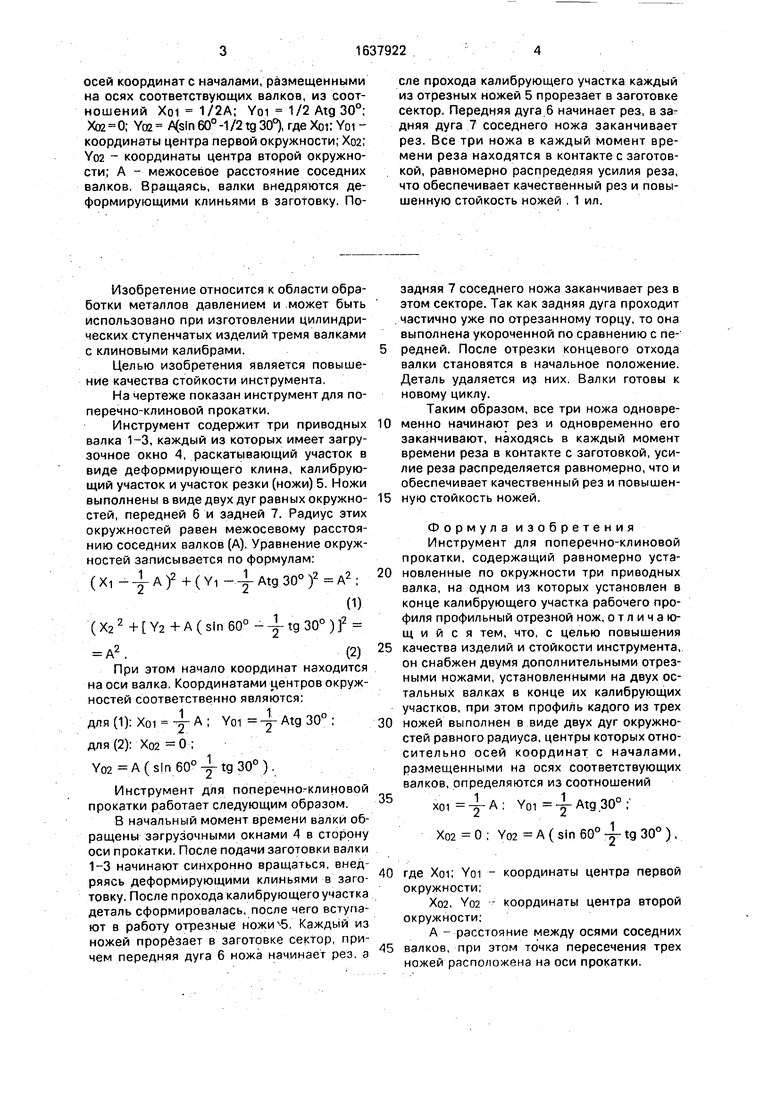
| название | год | авторы | номер документа |
|---|---|---|---|
| Способ поперечно-клиновой прокатки ступенчатых изделий | 1987 |
|
SU1593764A1 |
| Инструмент для поперечно-клиновой прокатки двух изделий типа ступенчатых валиков | 1987 |
|
SU1562051A1 |
| Способ изготовления поверхности зеркальной антенны | 1990 |
|
SU1774408A1 |
| Инструмент для поперечно-клиновой прокатки полых ступенчатых изделий | 1983 |
|
SU1143505A1 |
| Устройство для поперечно-клиновой прокатки ступенчатых изделий | 1987 |
|
SU1479187A1 |
| Стан поперечно-клиновой прокатки | 1990 |
|
SU1722670A1 |
| Устройство для получения цилиндрических заготовок | 1985 |
|
SU1243871A1 |
| Инструмент для поперечно-клиновой прокатки полых ступенчатых изделий | 1981 |
|
SU1002075A2 |
| Устройство для поперечно-клиновой прокатки | 1980 |
|
SU927394A1 |
| Инструмент для поперечно-клиновой прокатки | 1989 |
|
SU1639853A1 |
Изобретение относится к обработке металлов давлением и может быть использова- но при изготовлении цилиндрических ступенчатых изделий. Цель изобретения - повышение качества изделий, увеличение стойкости инструмента. Инструмент содержит три приводных валка 1,2,3, на каждом из которых установлены в конце калибрующего участка отрезные ножи. Последние выполнены в виде двух пересекающихся в точке, расположенной на оси прокатки, дуг равных окружностей - передней 6 и задней 7, Радиус окружностей равен межосевому расстоянию соседних валков. Центры окружностей определяются относительно
| Устройство для поперечно-клиновой прокатки | 1978 |
|
SU772000A1 |
| Выбрасывающий ячеистый аппарат для рядовых сеялок | 1922 |
|
SU21A1 |
