Изобретение относится к. обработке метаплов давлением и может быть испопьвовано при изготовлении ступенчатых вапов на стенах поперечно-клиновой проката ки с числовым программным управлением,
Известно устройство поперечно-клиновой прокатки, включающее рабочую клеть с равноудаленными синхронно-чврашаемыми тремя валками 11.
Недостаток известного устройства заключается в том, что на нем в режиме работы с числовым программным управлением невозможно производить отрезку концевых отходов, так как валки при ;сближений упираются один в другой.
Известно устройство поперечной прокатки с числовым программным управлением, содержащее рабочую клеть с равноудаленными от оси прокатки тремя валкамв и отрезное приспособление, расположенное на одном ив валков 2 .
Однако в таком устройстве отреаное устройство не роапает крутящего момента, 4Tfl снижает КПД -процесса обработки изделия, кроме того, привод ножа сложен, что усложн г устройство и снижает его надежность 15 .
Целью изобретения является интенсификация процесса, упрощение устройства и повышение его надежности,
Это достигается тем, что отрезное проспособленне выполнено в виде закрепленного на торце одного из рабочих валков с возможностью поворота в плоскости, параппепьной торцу валка, двуппечого /рычага с установленным на одном из плеч отрезным ножом и механизма фиксации рычага в виде штока, установленного с возможностью возвратно-поступательного перемещения в направлении, перпендикулярном .оси рабочего валка, и закрепленного на штоке ролика, имеющего возмож ность взаимодействия с другим плечом рычага, причем последнее выполнено с цилиндрической поверхностью, обращенной к ролику.
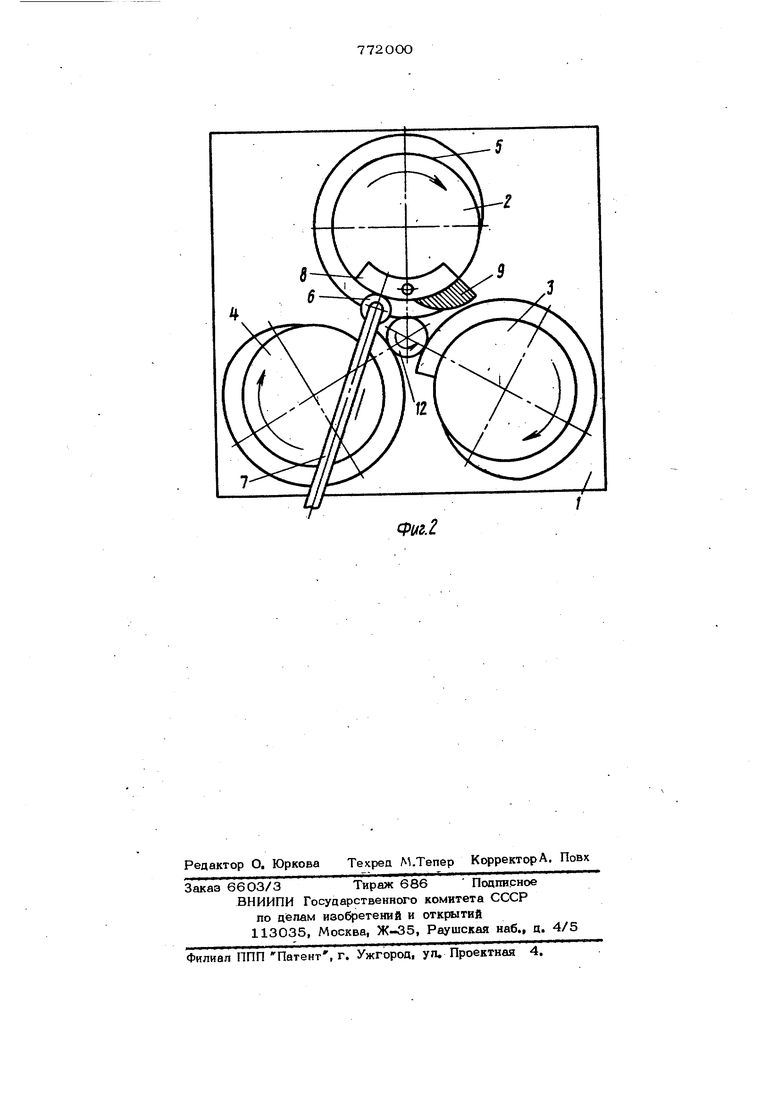
На . 1 показан продольный разрез предложенного устройства; на фиг. 2 - то же, вва сбоку.
Предложенное устройство для поперечно-клиновой прокатки с числовым программным управлением включает рабочую клеть 1 с равноудаленными синхронно вращаемыми валками 2, 3, 4. На валках установлен клиновой инструмент 5. В клети 1 у становлен с возможностью перемещения к валку 2 ролик 6, закрепленный на штоке 7. На периферии торцевой поверхности валка 2 посредством оси установлен двуплечий рычаг 8, на одном плече которого закреплен отрезной ножЭ а второе плечо снабжено цилиндрической поверхностью 10 для обкатки роликом 6. Для взаимного сведения и разведения валков они установлены в поворотных буксах 11с эксцентриковыми отверстиями.,
Работа предложенного устройства осуществляется следукицим образом.
Между валками 2.3,4 помещают заготовку 12. Валки вращают в одном направлении, клиновые инструменты 5 внедряются в заготовку, вызывая ее вращение. При этом заготовка уменьшается в диаметре и увеличивается в длину. После одного оборота валков заготовку перемещают вдоль ее оси на О1феделенный шаг, при необходимости изменяют расстояние между валками за счет синхронного вращения букс 11с эксцентриковыми отверстиями. Затем вновь деформируют заготовку, образуя на ней втфую ступень, и снова перемещают ее на шаг. После прокатки послед, ней ступени перемещают шток 7 по не правлению к вапку 2 до тех пор, пока ролик 6 не коснется иилиндрической по верхности 1О двуплечего рычага 8. Теперь при вращении валков нож 9 внедряетря в заготовку 12 и отрезает от нее концевой отход. Распорное усилие отрезки воспринимают оси двуплечего рычага и ролик. Управление движением рабочих частей устройства производят при помсяци известных механизмов с использованием числового программного управления.
Таким образом, предложенное устройство позволяет расширить технологические возможности устройства за счет осуествления отрезки концевых отходов.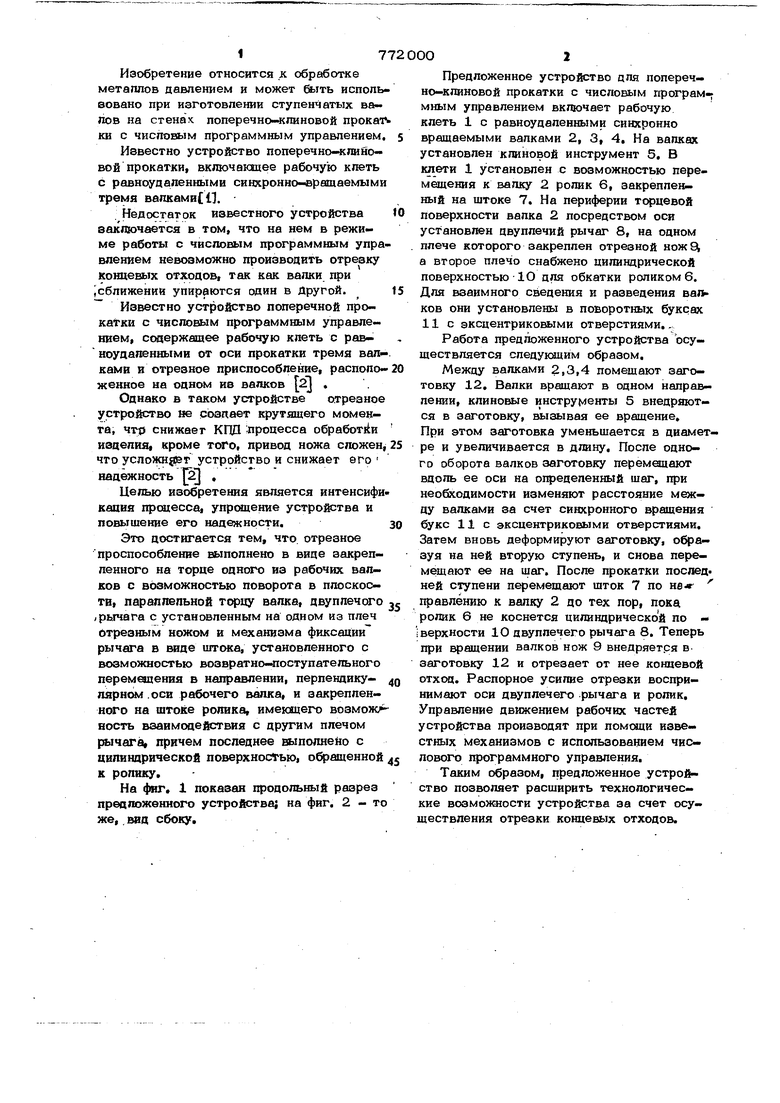
| название | год | авторы | номер документа |
|---|---|---|---|
| Устройство для поперечно-клиновой прокатки прутковой заготовки | 1987 |
|
SU1465161A1 |
| Стан поперечно-клиновой прокатки | 1990 |
|
SU1722670A1 |
| Автоматическая линия для производства изделий переменного сечения | 1988 |
|
SU1540914A1 |
| Стан поперечно-клиновой прокатки изделий типа ступенчатых валов | 1988 |
|
SU1574338A1 |
| УСТРОЙСТВО ДЛЯ РЕЗКИ ДВИЖУЩЕГОСЯ ПРОКАТА | 1999 |
|
RU2166413C2 |
| Устройство для прокатки изделий из прутка | 1988 |
|
SU1662732A1 |
| Вальцы для поперечно-клиновой вальцовки деталей | 1972 |
|
SU441082A1 |
| УСТРОЙСТВО ДЛЯ ПРОКАТКИ ИЗДЕЛИЙ С ПЕРЕМЕННЫМ ПРОФИЛЕМ | 1992 |
|
RU2042464C1 |
| ПРОФИЛЕГИБОЧНЫЙ СТАН ДЛЯ ИЗГОТОВЛЕНИЯ ТРУБ С ФАЛЬЦЕВЫМ ШВОМ | 2000 |
|
RU2181313C2 |
| УСТРОЙСТВО ДЛЯ ПОДАЧИ ДЛИННОМЕРНОГО МАТЕРИАЛА В ЗОНУ ОБРАБОТКИ | 1990 |
|
RU2028855C1 |
УСТР(ЭЙСТВО ДЛЯ ПОПЕРЕЧНО-КЛИНОВОЙ ПРОКАТКИ с числовым программным управлением, содержащее рабочую кпеть с равноудаленными от оси прокатки тремя валками и отрезное приспособление, расположенное на одном из валков, оличающееся тем, что, с целью интенсификации процесса, упрощения устройства н повышения его надежности, отрезное приспособление вы. полнено в виде закрепленного на торце одного из рабочих валков с возможное-тью поворота в плоскости, параллельной торцу валка, двуппечехх) рычага с уста-, новленным на одном из плеч отрезным нoжo и механизма фиксации рычага в виде штока, установленного с возможно стью возвратно-поступательного перемещения в направлении перпендикулярном оси рабочего валка, и закрепленного на штоке ролика, имеющего возможность взаимодействия с другим ппечом рычага, причем последнее выполнено с цилиндричес(Л кой поверхностью, обращенной к ропаку. to
| Печь для непрерывного получения сернистого натрия | 1921 |
|
SU1A1 |
| Способ приготовления строительного изолирующего материала | 1923 |
|
SU137A1 |
| РАБОЧАЯ КЛЕТЬ СТАНА ПОПЕРЕЧНОЙ ПРОКАТКИ КОНЦОВТРУБ И ВАЛОВ | 1972 |
|
SU415075A1 |
