Изобретение относится к сварке и может быть использовано при разработке конструкций стационарных баз и передвижных комплексов для сварки трубопроводов различными методами, например, контактной стыковой сваркой оплавлением.
Цель изобретения - повышение производительности и расширение технологических возможностей.
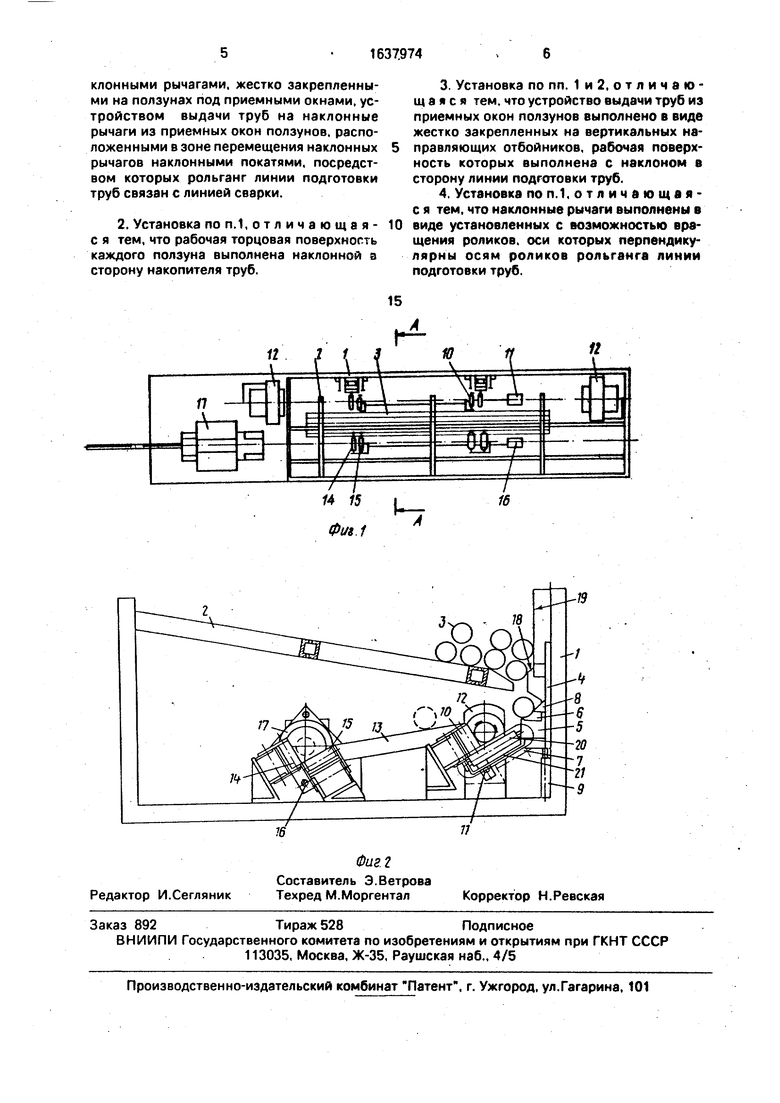
На фиг.1 изображена установка для сварки трубопроводов, план; на фиг.2 - сечение А-А на фиг. 1 (повернуто).
Установка состоит из рамы 1, на которой размещено все оборудование. Накопитель 2 труб 3 представляет собой наклонные покати, закрепленные на раме 1. Устройство поперечной передачи труб 3 представляет собой синхронно перемещающиеся по вертикальным направляющим 4 ползуны 5, каждый из которых снабжен приемным окном 6 для трубы 3, под которым закреплен наклонный рычаг 7. Устройство выдачи трубы 3 из приемных окон 6 представляет собой отбойник 8, жестко закрепленный на направляющих 4. Перемещение ползунов 5 осуществляется под действием гидроцилиндров 9. В зоне перемещения наклонных рычагов 7 ползунов 5 размещен рольганг линии подготовки труб 3, состоящий из ряда роликов 10 с приводами 11 их вращения. Соосно с рольгангом линии подготовки труб установлены станки 12 обработки концов труб 3. Линия подготовки труб связана с линией сварки наклонной покатью 13. Линия сварки представляет собой рольганг, состоящий из двух рядов роликов 14 и 15 с приводами 16 их вращения. Сварка труб 3 осуществляется сварочной головкой 17. установленной соосно с рольгангом линии сварки.
О
СА SJ О
2
Торцовые поверхности каждого из ползунов 5 выполнены с наклонной в сторону накопителя 2 труб 3 торцовой поверхностью 18, что обуславливает ее работу в качестве ворошителя труб 3. От заскакивания труб 3 на нерабочую поверхность ползуна 5 страхуют скобы 19, жестко закрепленные на раме 1.
Наклонные рычаги 7 выполнены в виде вращающихся роликов 20, закрепленных в кронштейнах 21 ползунов 5, в нижнем положении ползунов 5 ролики 20 являются частью рольганга линии подготовки труб.
Установка работает следующим образом.
Трубы 3 подаются на покати 2 накопителя, по которым скатываются в сторону передающих устройств. Ползуны 5 осуществляют синхронное перемещение вверх, до занятия опорной площадкой приемных окон 6 положения, когда опорные площадки становятся продолжением покатей 2 накопителя. При этом, наклонными площадками ворошителей 18 ползуны 5 воздействуют на скопившиеся возле передающих устройств между покатями 2 и скобами 19 трубы 3, чем создают условия для беспрепятственного попадания труб 3 в приемные окна 6 ползунов 5. После попадения трубы 3 в приемные окна 6 ползунов 5, ползуны 5 под действием гидроцилиндров 9 синхронно перемещаются вниз. Перемещаясь в приемных окнах 6, труба 3 натыкается на наклонную поверхность отбойника 8 и выталкивается из приемных окон 6 на наклонные рычаги 7. Одновременно с этим ползуны 5 занимают крайнее нижнее положение, при котором вращающиеся ролики 20, закрепленные в кронштейнах 21 ползунов 5 являются частью рольганга зачистки. Труба 3, вытолкнутая из приемных окон б ползунов 5, по роликам 20 попадает на рольганг зачистки. При включении привода 11 осуществляется вращение роликов 10 и труба 3 по рольгангу, образованному роликами 10 и 20, подается в станок 12 обработки концов труб 3. После окончания операции обработки конца трубы 3 включением реверса привода 11 осуществляется передача трубы 3 в противоположный станок 12 и обработка другого конца трубы 3, после чего труба 3 приводом 11 рольганга зачистки выкатывается из станка 12. Подготовленная к сварке труба 3 подается на сварочный рольганг. Для этого, выдвижением штоков цилиндров 9 ползуны 5 подаются вверх. При этом, труба 3 с рольганга зачистки, увлекаемая наклонными рычагами 7 по роликам 10, подается на наклонную покать 13, по которой труба 3 скатывается на рольганг сварки, образованный роликами 14 и 15.
Ползуны 5 продолжают движение вверх, до занятия опорными площадками
приемных окон 6 положения продолжения покатей 2 накопителя, в описанной последовательности подают ее на рольганг зачистки, где процесс обработки концов труб 3 повторяется.
Одновременно с этим, приводом 16 рольганга сварки, ранее поданная труба 3 перегоняется до занятия ее торцом (ближним к нам на фиг.2) положения на позиции сварки в сварочной головке 17.
5 На освободившийся сварочный рольганг подается подготовленная к сварке труба 3. находящаяся на рольганге подготовки труб, при следующем вертикальном ходе ползунов 5, увлекаемая наклонными рыча0 гами 7 по роликам 10 и наклонной покати 13. Вновь поданная труба 3 стыкуется в сварочной головке 17с помощью привода 16 роликов 14 и 15 с ранее поданной, осуществляется сварка труб 3 в трубную сек5 цию и переезд установки на длину вновь поданной приваренной трубы 3. После переезда, на освободившийся сварочный рольганг подается новая подготовленная к сварке труба 3 с обработанными концами,
0 поданная на сварочный рольганг при третьем (с начала цикла) двойном ходе ползунов 5, и процесс повторяется.
Предлагаемая установка по сравнению с известными позволяет повысить произво5 дительность за счет обеспечения автоматизированной передачи труб за каждый двойной ход ползунов. Кроме этого, выполнение наклонных рычагов в виде вращающихся роликов улучшает условия передачи
0 труб малого диаметра, что расширяет технологические возможности установки.
Формула изобретения
51. Установка для сварки трубопроводов,
включающая выполненный в виде покатей накопитель труб, линию подготовки труб, состоящую из рольганга и станков обработки концов труб, линию сварки, содержащую
0 сварочную головку и устройство поперечной передачи труб, отличающаяся тем, что, с целью повышения производительности и расширения технологических возможностей, установка снабжена по крайней
5 мере двумя вертикальными направляющими, смонтированными с возможностью синхрон но го возвратно-поступательного перемещения по вертикальным направляющим ползунами, причем на каждом ползуне выполнены приемные окна для труб, наклонными рычагами, жестко закрепленными на ползунах под приемными окнами, устройством выдачи труб на наклонные рычаги из приемных окон ползунов, расположенными в зоне перемещения наклонных рычагов наклонными покатями, посредством которых рольганг линии подготовки труб связан с линией сварки.
2. Установка поп.1,отличающая- с я тем, что рабочая торцовая поверхность каждого ползуна выполнена наклонной в сторону накопителя труб.
0
3.Установка по пп. 1 и 2, отличающая с я тем, что устройство выдачи труб из приемных окон ползунов выполнено в виде жестко закрепленных на вертикальных направляющих отбойников, рабочая поверхность которых выполнена с наклоном в сторону линии подготовки труб.
4.Установка поп.1.отличающая- с я тем, что наклонные рычаги выполнены в виде установленных с возможностью вращения роликов, оси которых перпендикулярны осям роликов рольганга линии подготовки труб.
| название | год | авторы | номер документа |
|---|---|---|---|
| БАЗА ТРУБОСВАРОЧНАЯ | 2015 |
|
RU2629412C2 |
| Установка для сборки и сварки трубных секций | 1990 |
|
SU1810265A1 |
| Трубоукладочная баржа с трубосварочным комплексом | 1984 |
|
SU1327403A1 |
| Линия резки труб | 1984 |
|
SU1220235A1 |
| Способ изготовления теплообменников и стан для его осуществления. Устройство для передачи длинномерных изделий на обработку. Трубогибочная машина | 1981 |
|
SU1011322A1 |
| Способ и поточно-механизированная линия для изготовления спиралей из труб | 1981 |
|
SU984777A1 |
| Стационарная автоматизированная установка для стыковой контактной сварки секций труб | 1988 |
|
SU1519858A1 |
| Устройство для сварки кольцевых швов цилиндрических изделий | 1985 |
|
SU1291347A1 |
| Автоматизированная поточная линия | 1976 |
|
SU727384A1 |
| СВАРКИ ТРУБ В СЕКЦИИ ТРУБОПРОВОДА | 1972 |
|
SU348338A1 |
Изобретение относится к сварке и может быть использовано при разработке конструкций стационарных баз и передвижных комплексов для сварки трубопроводов различными методами, например, контактной стыковой сварки оплавлением. Цель изобретения - повышение производительности и расширение технологических возможностей. Устройство поперечной передачи труб выполнено в виде двух синхронно перемещающихся по вертикальным направляющим 4 ползунов 5, на которых жестко закреплены наклонные рычаги 7, выполненные в виде вращающихся роликов, установленных на кронштейнах. При перемещении ползунов 5 вверх труба 3 увлекается наклонными рычагами 7 и по роликам 10 подается на покать 13. Далее труба скатывается на рольганг сварки, образованный роликами 14 и 15. При дальнейшем движении ползунов 5 вверх на опорные площадки приемных окон 6 с накопителя 2 подается следующая труба. 3 з.п. ф-лы, 2 ил. w Ё
77
| Авторское свидетельство СССР N;299115, кл | |||
| Прибор для равномерного смешения зерна и одновременного отбирания нескольких одинаковых по объему проб | 1921 |
|
SU23A1 |
