/luHue зачистки
Лини9 сварки и снятия грата
сварочный рольгана
wy
.
Tt нг Т йп
.и
сд со
00
ел
00
| название | год | авторы | номер документа |
|---|---|---|---|
| Трубоукладочная баржа с трубосварочным комплексом | 1984 |
|
SU1327403A1 |
| Установка для стыковой контактной сварки трубопроводов | 1989 |
|
SU1708561A1 |
| Установка для контактной сварки труб | 1988 |
|
SU1574398A1 |
| Автоматизированная поточная линия | 1976 |
|
SU727384A1 |
| Самоходная установка для стыковой электроконтактной сварки трубопроводов | 1975 |
|
SU541615A1 |
| Сварочный комплекс | 1983 |
|
SU1696210A1 |
| Механизированная поточная линия для контактной стыковой сварки | 1991 |
|
SU1816599A1 |
| Машина для контактной стыковой сварки полос оплавлением | 1984 |
|
SU1146163A1 |
| Способ удаления грата с поверхности цилиндрических изделий | 1987 |
|
SU1466889A1 |
| УСТАНОВКА СВАРОЧНАЯ ОПЛАВЛЕНИЕМ | 2007 |
|
RU2323074C1 |
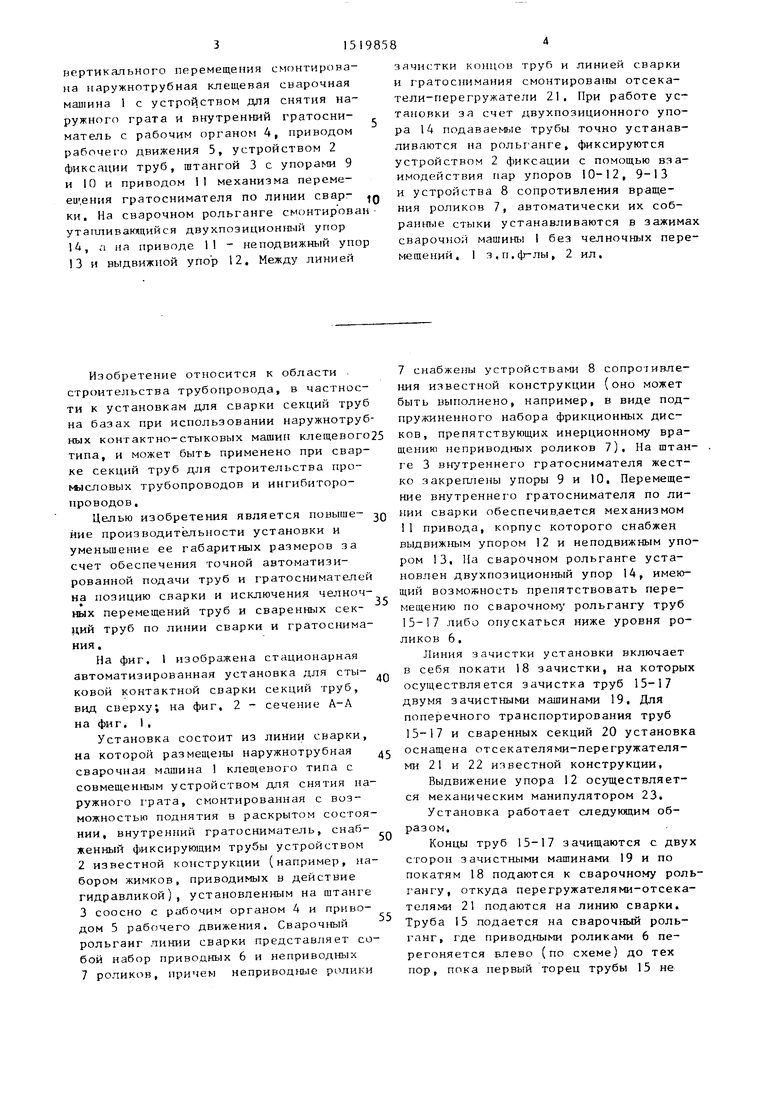
Изобретение относится к строительству трубопроводов, а более конкретно - к установкам для сварки секций труб на базах при использовании наружнотрубных контактно-стыковых машин клещевого типа, и может быть применено при сварке секций труб для строительства промысловых трубопроводов и ингибиторопроводов. Цель изобретения - повышение производительности установки и уменьшение ее габаритных размеров за счет обеспечения точной автоматизированной подачи труб и гратоснимателей на позицию сварки и исключения челночных перемещений труб и сваренных секций труб по линии сварки и гратоснимания. Установка содержит линию зачистки концов труб и линию сварки и гратоснимания, состоящую из сварочного рольганга с приводными роликами 6 и холостыми роликами 7 с устройствами 8 сопротивления их вращения. На сварочном рольганге с возможностью вертикального перемещения смонтирована наружнотрубная клещевая сварочная машина 1 с устройством для снятия наружного грата и внутренний гратосниматель с рабочим органом 4, приводом рабочего движения 5, устройством 2 фиксации труб, штангой 3 с упорами 9 и 10 и приводом 11 механизма перемещения гратоснимателя по линии сварки. На сварочном рольганге смонтирован утапливающийся двухпозиционный упор 14, а на приводе 11 - неподвижный упор 13 и выдвижной упор 12. Между линией зачистки концов труб и линией сварки и гратоснимания смонтированы отсекатели-перегружатели 21. При работе установки за счет двухпозиционного упора 14 подаваемые трубы точно устанавливаются на рольганге, фиксируются устройством 2 фиксации с помощью взаимодействия пар упоров 10-12, 9-13 и устройства 8 сопротивления вращения роликов 7, автоматически их собранные стыки устанавливаются в зажимах сварочной машины 1 без челночных перемещений. 1 з.п. ф-лы, 2 ил.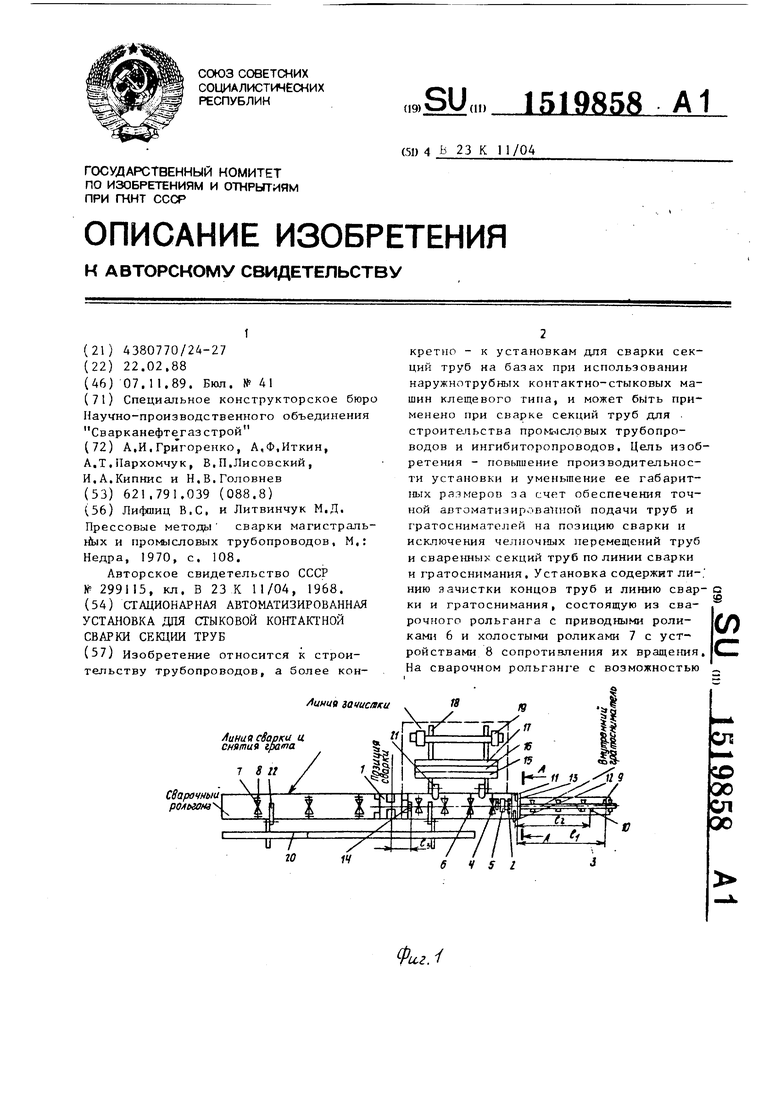
Фссг.
вертикального перемещения смонтирована наружнотрубная клещевая сыарочная машина 1 с устройством для снятия наружного грата и внутренний гратосни- матель с рабочим органом 4, приводом рабочего движения 5, устройством 2 фиксации труб, штангой 3 с упорами 9 и 10 и приводом 11 механизма переме- еш.ения гратоснимателя по линии свар- д ки. На сварочном рольганге смонтирован утаттливакяцийся двухпозиционный упор 14, п на приводе 11 - неподвижный упор 13 и выдвижной упор 12. Между линией
Изобретение относится к области . строительства трубопровода, в частности к установкам для сварки секций труб на базах при использовании наружнотруб ных контактно-стыковых машин клещевого типа, и может быть применено при сварке секций труб для строительства промысловых трубопроводов и ингибнторо- нроводов,
Целью изобретения является повыше- йие производительности установки и уменьшение ее габаритных размеров за счет обеспечения точной автоматизированной подачи труб и гратоснимателей на позицию сварки и исключения челноч
ных перемещений труб и сваренных секций труб по линии сварки и гратоснима- ния,
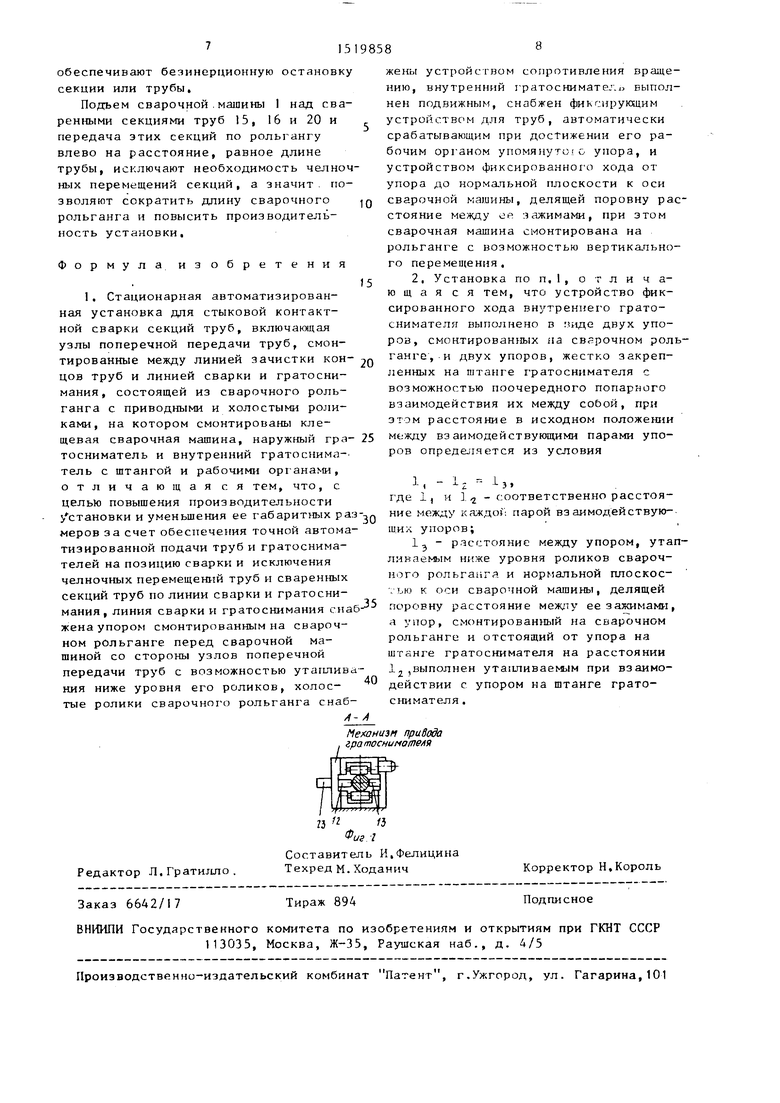
На фиг, 1 изображена стационарная автоматизированная установка для стыковой контактной сварки секций труб, вид сверху; на фиг, 2 - сечение А-А на фиг, 1,
Установка состоит из линии сварки, на которой размещены наружнотрубная сварочная машина 1 клеа1,евого типа с совмещенным устройством для снятия наружного г рата, смонтированная с возможностью поднятия в раскрытом состоя
НИИ, внутренний гратосниматель, снабженный фиксирующим трубы устройством
2известной конструкции (например, набором жимков, приводимых в действие гидравликой), установленным на штанге
3соосно с рабочим органом 4 и приводом 5 рабочего движения. Сварочный рольганг линии сварки представляет собой набор приводных 6 и неприводных
7 роликов, причем неприводные ролики
зачистки концов труб и линией сварки и гратос}шмания смонтированы отсека- тели-перегружатели 21. При работе установки за счет двухпозиционного упора 14 подаваемые трубы точно устанавливаются на рольг анге, фиксируются устройством 2 фиксации с помощью взаимодействия пар упоров 10-12, 9-13 и устройства В сопротивления вращения роликов 7, автоматически их соб- раннТ)1е стыки устанавливаются в зажимах сварочной машины I без челночных перемещений, 1 з,п,4г-лы, 2 ил.
5
Q
5
0
0
5
7 снабжены устройствами 8 сопротивле- 11ия известной конструкции (оно может быть выполнено, например, в виде подпружиненного набора фрикционных дисков, препятствующих инерционному вращению неприводных роликов 7), На штанге 3 внутреннего гратоснимателя жестко закреплены упоры 9 и 10, Перемещение внутреннего гратоснимателя но линии сварки обеспечив.ается механизмом 11 привода, корпус которого снабжен выдвижным упором 12 и неподвижным упором 13, На сварочном рольганге установлен двухпозиционный упор 14, имеющий возможность препятствовать перемещению по сварочном рольгангу труб 15-17 либо опускаться ниже уровня роликов 6,
Линня зачистки установки включает в себя покати 18 зачистки, на которых осуществляется зачистка труб 15-17 двумя зачистными машинами 19, Для поперечного транспортирования труб 15-17 и сваренных секций 20 установка оснащена отсекателями-перегружателя- ми 21 и 22 известной конструкции,
Выдвижение упора 12 осуществляется механическим манипулятором 23.
Установка работает следующим образом.
Концы труб 15-17 зачищаются с двух сторон зачистными машинами 19 и по покатям 18 подаются к сварочному рольгангу, откуда перегружателями-отсека- телями 21 подаются на линию сварки. Труба 15 подается на сварочный рольганг, где приводными роликами 6 перегоняется влево (по схеме) до тех пор, пока первый торец трубы 15 не
остановится между позицией сварки и двухлозиционным упором 1А,
При этом напичие устройств. 8 сопротивления вращению на неприводных роликах 7, на которых будет находиться часть трубы 15 в момент остановки вращения привод 1ых роликов 6, обеспечит безинерционную остановку транспортируемой трубы 15 за счет значительной потери инерции трубы 15 на преодоление сопротивления вращению в устройствах 8,
Причем двухпозиционный упор 14 в это время находится в положении ниже уровня роликов 6 и 7 и не препятствует прохождению трубы 15, После остановки трубы 15 в описанном положении упор 14 занимает верхнее положение,
т,е, положение, при котором прохожде- 20 но осуществляется расфикса ;ия устройние трубы над упором 14 невозможно. Далее, на сварочный рольганг от- секателями-перегружателями 21 подается труба 16, которая перегоняется приводными роликами 6 до взаимодействия левого (по схеме) торца трубы 16 с упором 14,
После полной остановки трубы 16 на упоре 14 последний убирается в нижнее положение механическим манипулятором, аналогичным ма1{ипулятору 23 выдвижного упора 12, Одновремегаш с этим внутренний гратосниматедь подается при ПОМО1ЦИ привода 1 1 механизма перемещения в трубу 16 и перемещается в ней до тех пор, пока рабочий орган 4-не выйдет из левого торца трубы 16 и не займет рабочее положение по отношению к упомянутому торцу. Фиксацию этого положе шя обеспечивает выбор расстояния 1, т,е. при наезде упором 10 на выдвижной упор
12автоматически срабатывает фиксирующее устройство 2 внутреннего гратоснимателя и труба 16 оказывается зафиксированной на внутреннем гратоснимате ле, Далее упор 12 убирается механическим манипулятором 23 и внутренний гра тосниматель механизмом I1 привода подается дальше в сторону позиции сварки, но уже с зафиксированной на нем трубой 16, Перемещаясь, внутренний гратосниматель с трубой 16 перемещает трубу 15, находящуюся на сварочном рольганге, первый торец которой находится в зоне между позицией сварки
и упором 14, За счет выбора хода при наезде упором 9 на неподвижный упор
13обеспечивается автоматическое раз-
мещение собранного стыка с расположенным внутри внутренним гратоснима- телем на позиции сварки. При этом труба 15, подталкиваемая трубой 16,. обладая значительной инерционностью, старается разорвать стык, но этому препятствуют неприводные ролики 7 с устройствами 8 сопротивления вращению,
0 на которых располагается труба 15,
тем самым обеспечивается безинерцион- ная остановка трубы 15 после остановки внутреннего гратоснимателя и трубы 16, Далее собранные трубы зажимаются
5 в сварочной машине 1, свариваются, на сваренном стыке производят удаление наружного и внутреннего грата, сварочная машина 1 освобождает сваренную секцию труб 15 и 16, одновремен0
ства 2 внутреннего гратоснимателя и вывод его из трубы 16 на исходную позицию, а секция перемещается влево (по схеме) до тех пор, пока правый конец 5 сваренной секции труб 15 и 16 не окажется между 1 озицией сварки и упором 14, который после пропуска секцш займет верхнее положение и на сварочный рольганг отсекателями-перег- ружателями 21 подадут трубу 17, после довательность сварки которой с секцией труб 15 и 16 аналогична последовательности сварки труб 16 и 15,
После сварки внутренний гратосниматель выводится из сваренной секции труб 15-17, сварочная ма1пйна I расфик- сирует сваренную секцию, разжмется, поднимется над ней и сваренная секция 20 отсекателями-перегружателями 22 подается на склад готовой продукции. Далее с линии зачистки на линию сварки подаются очередные трубы и процесс повторяется.
При этом подвижный внутренний грае тосниматель, фиксирующее трубы 16 и 17 устройство 2 которого срабатывает при нахождении торцов труб 16 и 17 на упор 14 и наезде упора 10штанги 3 внутреннего гратоснимателя на упор 12 с пос- ледуюшлм занятием упора 14 нижнего положения и дальнейшего перемещения внутреннего гратоснимателя с зафиксированной им трубой 16 или 17 до наезда упором 9 на упор 13, обеспечивает автоматическую подачу стыка собранных труб 15-17 на позицию сварки независимо от длин свариваемых труб и их начального положения. Устройства 8 сопротивления вращению при этом
5
0
0
5
обеспечивают безннерционную остановку секции или трубы.
Подъем сварочной.машины I над сваренными секциями труб 15, 16 и 20 и передача этих секций по рольгангу влево на расстояние, равное длине трубы, исключают необходимость челночных перемещений секций, а значит , позволяют сократить длину сварочного рольганга и повысить производительность установки.
Формула изобретения
1, Стационарная автоматизированная установка для стыковой контактной сварки секций труб, включаюцая узлы поперечной передачи труб, смонтированные между линией зачистки кон- 2о нге, и двух упоров, жестко закрепцов труб и линией сварки и гратосни- мания, состоящей из сварочного рольганга с приводными и холостыми роликами, на котором смонтированы клещевая сварочная машина, наружный гра- 25 тосниматель и внутренний гратоснима- тель с штангой и рабочими органами, отличающая с я тем, что, с целью повышения производительности
ленных на штанге гратоснимателя с возможностью поочередного попарного взаимодействия их между собой, при этом расстояние в исходном положении между взаимодействующими парами упоров определяется из условия
1
1
( - г 3 где 1, и 1-1- соответственно расстоя/становки и уменьшения ее габаритных ние между каждо : парой взаимодействуюмеров за счет обеспечения точной автома тизированной подачи труб и гратоснима- телей на позицию сварки и исключения челночных перемещений труб и сваренных секций труб по линии сварки и гратосни- мания, линия сварки и гратоснимания сиаб жена упором смонтированным на сварочном рольганге перед сварочной машиной со стороны узлов поперечной передачи труб с возможностью утагшива кия ниже уровня его роликов, холостые ролики сварочного рольганга снаб -
Ме аиизн привода гра тоснима/пе/1Я
Редактор Л,Гратилло.
Составитель И,Фелицина Техред М. Ходанич
Заказ 6642/17
Тираж 894
ВНИИПИ Государственного комитета по изобретениям и открытиям при ГКНТ СССР 113035, Москва, Ж-35, Раушская наб., д. 4/5
жены устройством сопротивления вращению, внутренний гратосниматв- -.и выполнен подвижным, снабжен фиксирующим устройством для труб, автоматически срабатывающим при дoctижeнии его рабочим органом упомя}1уто. с упора, и устройством фиксированного хода от упора до нормальной плоскости к оси
сварочной машины, делящей поровну расстояние между ее зажимами, при этом сварочная машина смонтирована на рольганге с возможностью вертика.пьно- го перемещения,
2, Установка по п, I, о т л и ч аю щ а я с я тем, что устройство фиксированного хода внутрениег о грато- снимателя выполнено в т.ище двух упоров, смонтированных на свярочном рольленных на штанге гратоснимателя с возможностью поочередного попарного взаимодействия их между собой, при этом расстояние в исходном положении между взаимодействующими парами упоров определяется из условия
1
1
( - г 3 где 1, и 1-1- соответственно расстоя
ш.Ил упоров;
1 - расстояние между упором, утапливаемым ниже уровня роликов сварочного рольганга и нормальной плоскос- съю к оси сварочной машины, делящей поровну расстояние межпу ее зажимами, а упор, смонтированный на сварочном рольганге и отстоящий от упора на штанге гратоснимателя на расстоянии 1 (Выполнен утапливаемым при взаимодействии с упором на штанге гратоснимателя ,
Корректор Н,Король
Подписное
| Лифшиц B.C | |||
| и Литвинчук М.Д | |||
| Прессовые методы сварки магистраль- ffcix и промысловых трубопроводов | |||
| М.: Недра, 1970, с | |||
| Приспособление для останова мюля Dobson аnd Barlow при отработке съема | 1919 |
|
SU108A1 |
| Авторское свидетельство СССР № 299115, кл | |||
| Прибор для равномерного смешения зерна и одновременного отбирания нескольких одинаковых по объему проб | 1921 |
|
SU23A1 |
