Изобретение относится к металлообработке и может быть использовано при обработке труб.
Целью изобретения является упрощение конструкции устройства и расширение технологических возможностей за счет обработки криволинейных отверстий с переменным радиусом кривизны в нескольких плоскостях.
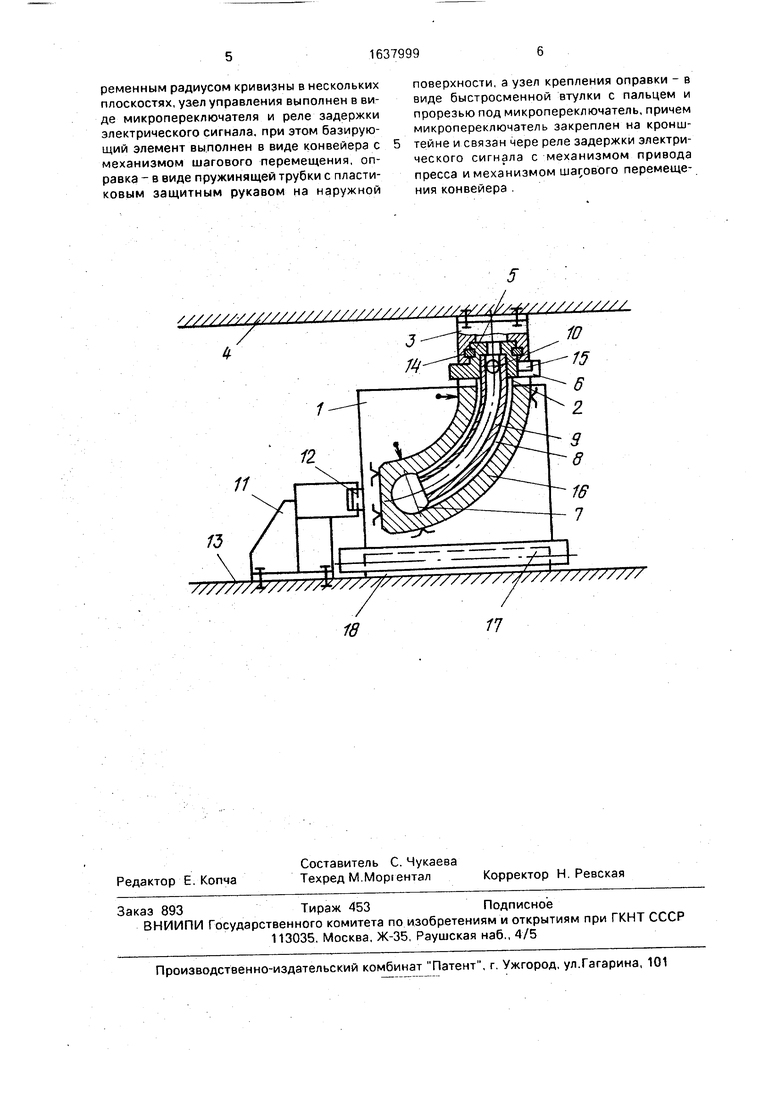
На чертеже схематически изображено предлагаемое устройство.
Устройство для дорнования состоит из приспособления 1, которое может иметь ручной или механизированный привод раскрытия его половин для установки трубной заготовки и снабжено узлом осевого подпора заднего конца трубы и упором 2 для опоры переднего торца трубы, кронштейна 3, закрепленного на верхней подвижной плите пресса 4, быстросменной втулки 5 с прорезью в буртике 6, дорна 7, закрепленного на оправке 8, которая выполнена в виде пружинящей трубы, покрытой сверху пластиковым защитным рукавом 9, пальца 10, устанавливаемого в отверстии втулки 5 и оправки 8 дорна, Рукав 9 служит для защиты оправки 8 дорна и отверстия трубы от механических повреждений.
о
СА VI Ю Ю
ю
Кроме того, устройство Снабжено упором 11 с роликами 12, контактирующими с боковой поверхностью приспособления с целью восприятия горизонтальной составляющей усилия дорнования Упор 11 закреплен жестко на нижней опорной плите 13 пресса.
Крепление втулок 5 в крэнштейне 3 может осуществляться быстросъемной скобой 14, имеющей форму камертона.
В кронштейне 3 закреплен микропереключатель 15, который размещен в прорези буртика 6 втулки 5 и контактирует с верхней поверхностью упора для опоры переднего торца трубы. Микропереключатель связан через реле задержки электрического сигнала с механизмом привода плиты пресса и механизмом шагового перемещения конвейера.
Кроме того, на чертеже изображены трубная заготовка 16, шаговый конвейер 17, несущий приспособления 1 и рамки 18 конвейера 17, опирающиеся на нижнюю плиту пресса 13 для предотвращения износа конвейера от вертикальных составляющих усилия дорнования.
Устройство работает следующим образом
Вначале осуществляется наладка устройства на требуемый типоразмер обрабатываемой трубной заготовки 16 и подготовка к работе. Для этого в кронштейн 3 с помощью скобы 14 устанавливается нужного типоразмера втулки 5, а с помощью пальца 10 крепится нужного типоразмера оправка 8 дорна 7. Диаметр и толщина стенки упругой пружинящей оправки 8 выбраны в зависимости от диаметра, припуска на до- рнование и других параметров такими, чтобы трубка оправки под действием усилия дорнования не сломалась и не имела большого изгиба (допускается изгиб в пределах упругой деформации), и вместе с тем упругая пружинящая трубка оправки должна позволять дорну 7 копировать все изменения от дорнируемого отверстия, т е. быть плавающей,
На конвейер 17 устанавливаются приспособления 1 под требуемый типоразмер трубной заготовки 16, в несколько приспособлений 1 устанавливаются трубные заготовки 16, смазываются технологической смазкой подлежащие дорнованию отверстия. Первое приспособление 1 с трубой 16 устанавливается под дорном 7 таким образом, чтобы дорнирующий элемент располагался над отверстием трубы 16.
Шаг конвейера равен расстоянию между осями отверстий труб 16 в соседних приспособлениях 1. Установку труб 16 и зажим
приспособления может осуществлять оператор или промышленный робот.
Далее устройство работат следующим образом,
Верхняя плита пресса 4 с кронштейном
3, втулкой 5 и дорном 7 перемещается вниз до положения, изображенного на чертеже. Оправка 8 дорна изгибается в пределах деформации упругости и копирует все изменения кривизны оси дорнируемого отверстия трубы 16 в различных плоскостях. Дорнирующий элемент дорна 7 является таким образом плавающим. После утапливания кнопки микропереключателя 15 в конце рабочего хода при контакте с поверхностью упора 2 происходит выключение подачи верхней плиты 4 вниз и включается подача ее вверх, При подаче плиты 4 вверх дорнирующий элемент дорна 7 выводится из отверстия трубы 16 и осуществляется остановка плиты 4 в верхнем положении.
Упор 11с роликами 12 при рабочем ходе вниз воспринимал горизонтальную составляющую от усилия дорнования,
Затем поступивший через реле задержки электрический сигнал на механизм шагового перемещения конвейера 17 приводите действие указанный механизм и на позицию дорнования подается следующее приспособление 1 с трубной заготовкой 16 и указанная последовательность операций процесса дорнования повторяется автоматически,
Предлагаемое устройство для дорнования имеет упрощенную конструкцию и расширенные технологические возможности за счет расширения диапазона типоразмеров обрабатываемых заготовок с кривизной оси отверстия в нескольких плоскостях и автоматизацией процесса дорнования.
Упрощение конструкции устройства достигается за счет выполенния оправок до- рнов в виде пружинящих трубок, что позволяет обойтись без сложного механизма перемещения дорнов.
Формула изобретения
Устройство для формования отверстий труб, содержащее пресс с механизмом привода, базирующим элементом и узлом управления, приспособление с узлом осевого подпора заднего конца обрабатываемой трубы и упором для опоры переднего конца трубы, а также оправку с дорном и кронштейн с узлом ее крепления, отличающееся тем, что, с целью упрощения конструкции устройства и расширения технологических возможностей за счет обеспечения обработки криволинейных отверстий с переменным радиусом кривизны в нескольких плоскостях, узел управления выполнен в виде микропереключателя и реле задержки электрического сигнала, при этом базирующий элемент выполнен в виде конвейера с механизмом шагового перемещения, оправка - в виде пружинящей трубки с пластиковым защитным рукавом на наружной
поверхности, а узел крепления оправки - в виде быстросменной втулки с пальцем и прорезью под микропереключатель, причем микропереключатель закреплен на кронштейне и связан чере реле задержки электрического сигнала с механизмом привода пресса и механизмом шагового перемещения конвейера

| название | год | авторы | номер документа |
|---|---|---|---|
| Устройство для дорнования отверстий труб | 1988 |
|
SU1586896A1 |
| Устройство для дорнования отверстий труб | 1990 |
|
SU1738616A1 |
| Устройство для дорнования отверстий трубы | 1988 |
|
SU1602711A1 |
| Устройство для дорнования отверстий | 1985 |
|
SU1411123A1 |
| Устройство для дорнования трубных заготовок | 1990 |
|
SU1756127A1 |
| Устройство для дорнования отверстия трубы | 1990 |
|
SU1706847A1 |
| Устройство для дорнования отверстий труб | 1990 |
|
SU1731611A1 |
| Устройство для дорнования отверстий | 1989 |
|
SU1779561A1 |
| Устройство для дорнования деталей | 1986 |
|
SU1366372A1 |
| УСТРОЙСТВО ДЛЯ СТАТИКО-ИМПУЛЬСНОГО ДОРНОВАНИЯ ПРУЖИНЯЩИМ ДОРНОМ | 2010 |
|
RU2462339C2 |
Изобретение относится к металлообработке и может быть использовано при обработке глухих и сквозных трубчатых заготовок со сложными криволинейными отверстиями, имеющими изгиб в нескольких плоскостях. Цель изобретения - упрощение конструкции устройства и расширение технологических возможностей за счет обработки криволинейных отверстий с переменным радиусом кривизны в нескольких плоскостях Устройство содержит пресс с механизмом привода, конвейер с механизмом шагового перемещения, приспособление для закрепления обрабатываемой трубы и кронштейн с узлом крепления оправки дорна, а также узел управления Этот узел выполнен в виде быстросменной втулки с пальцем, а оправка дорна - в виде пружинящей трубки с пластиковым защитным рукавом Узел управления состоит из реле задержки электрического сигнала и микропереключателя связанного через реле с механизмами привода пресса и шагового перемещения конвейера. Микропереключатель закреплен на кронштейне в прорези быстросменной втулки При обработке пружинящая оправка дорна изгибается, копируя изменения положения оси трубы в различных плоскостях, что позволяет обрабатывать трубы с переменной кривизной в нескольких плоскостях без специального механизма копирования. 1 ил Ё IV-
| Устройство для дорнования отверстий | 1985 |
|
SU1411123A1 |
| Пишущая машина для тюркско-арабского шрифта | 1922 |
|
SU24A1 |
