ГО ОЭ
Изобретение относится к металлообработке и может быть использовано при обработке отверстий труб.
Цель изобретения - расширение технологических возможностей устройства за счет расширения диапазона обраба- тываемых дорнованием отверстий с кри волинейными осями постоякиой и переменной кривизны как глухих, так и сквозных.
На фиг, 1 представлено устройство, общий вид; на фиг. 2 - сечение А-А на фиг. 1; на фиг. 3 - вид В на фиг. 1; на фиг, 4-6 - варианты копирных устройств.
Предложенное устройство для Дорно- вания отверстий содержит основание 1 (фиг. I), выполненное разъемным из двух половин 2 и 3 (фиг. 2)s на верхней части одной из половин 3 выполнено копирное устройство, предстагв 1ляющее собой щ-шиндрическое отвер- :Стие или отверстия 4 (частичный слу- 1чай) или пазы.5 криволинейной или прямолинейной конфигурации (в зави- iCHMOCTH от кривизны оси трубы), в ко- |торых установлена ось 6 водила 7, на |которой шарнирно установлен толка- |тель 8, закрепленный шарнирно с помо|по ю оси 9 в кронштейне 10, установ- шенном на ползуне пресса 11.
I Водило 7 вьтолнено составным из двух половин 12 и 13 (фиг. 3) в ко- тсрых имеется внутренняя сфера 14 для крепления сферической головки дор на 15 со сферической дорнирутощей поверхностью 16. При нежестком закреп- ении сферической головки Дорна 15 устанавливается прокладка 17. На хвостовике 18 водила 7 шарнирно установлен толкатель 19, связанный с помощью шарнира 20 с кронштейном 2, закрепленным на ползуне пресса 11. В основания имеется.отверстие 22 для установки трубной заготовки 23, На основании закреплены узел 24 осевого подпора заднего конца трубы с отверстием 25 для выталкивания обработанной детали и быстроотводной упор 26 для опоры переднего конца трубы при обратном ходе дорна 15, Основание 1, представляющее собой фактически матрицу для установки трубной заготовки, крепится к нижней плите пресса 27 с помощью болтовых соединений 28.
Устройство работает следующим образом.
. Дорнование трубной заготовки с отверстием, ось которого имеет посто- янньй радиус кривизны. Трубная заготовка 23 устанавливается в отверстие 22 основания 1 с упором заднего торца трубы в узел 24 осевого подпора, быстроотводной упор 26 поворачивается и фиксирует заготовку в отверстии основания.
Сферическая головка, дорна 15 закрепляется жестко (без прокладки 17) в сферическом отверстии водила 7. Ось 6 водила 7 установлена в цилиндрическом отверстии 4 копирной части основания 1 таким образом, чтобы было выдержано расстояние от оси отверстия 22 до оси отверстия 4, равное радиусу кривизны детали. Тяга 8 отсоединена и снята с устройства.
После нанесения технологической смазки на заготовку включают пресс. Ползун пресса 11, перемещаясь вниз, через кронйтейн 21 и толкатель 19 пе ремещает хвостовик водила 7 по дуге радиусом R на угол с до упора дорни- рующей поверхностью 16 в торец отверстия заготовки (или в крайнее положение для сквозных отверстий). Для предотвращения поломки устройства применяется концевой выключатель (не показан) ,
После окончания процесса дорнова кия включают ход ползуна пресса 11 вверх и вьшодят дорн из обработанной .заготовки5 отводят в сторону упор 26 и через отверстие 25 выталкивают заготовку 23 из отверстия 22 в основании 1. Для предотвращения заклинивания заготовки ее диаметр после дор- нования не должен быть больше диаметра отверстия 22.
2. Дорнование трубной заготовки, ось которой имеет переменный радиус фнвизны, причем разница между наибольшим и наименьшим радиусами кривизны небольшая. В этом случае рабо та устройства аналогична рассмотренной.
Стл1гчаготся условия закрепления сферической головки дорна 15 в сферическом отверстии 14 водила 7. Установка производится с помощью прокладки 17. Головка дорна в этом случае,имеет свободу вращения и благодаря сферическому шарнирному соединению дорн 15 становится плавающим и самоустанавливается по предварительно обработанному отверстию заготовки, копируя
изменения кривизны заготовки. Выведение дорна из заготовки осуществляется аналогично.
3; Дорнование трубной заготовки, ось которой имеет перемеЯный радиус кривизны, причем разница между наибольшим и наименьшим радиусами кривизны значительна.
Установка дорна 15 осуществляется как в случае работы устройства по п. 2, т.е . головка дорна устанавливается свободно. Тяга 8 устанавливается как показано на фиг. 1. Ось 6 водила 7 устанавливается в паз 5 копирного устройства, конфигурация которого соответствует изменению радиуса, кривизны в обрабатьшаемой заготовке. Плавание дорна в этом случае еще больше, чем в случае 2, за счет дополни- тельного перемещения водила с дерном по рассчитанному закону движения (в соответствии с изменением радиуса кривиэшл детали). Дорн копирует имеющуюся кривизну оси детали. В остальном процесс дорнования аналогичен рассмотренному в случае 1.
Предложенное устройство для дорнования отверстий имеет расширенные технологические возможности по срав-
11
/ / / / / / / /у //у /JtLTf f ////7 /7
I
23
Л
15 22 28
фие. i
27
нениЛ) с известными устройствами - кроме деталей с прямолинейными осями отверстий позволяет обрабатывать дор- нованием и детали с криволинейными осями отверстий как глухих, так и сквозных.
Формула изобретения Устройство для дорнования отверстий трубы, содержащее оправку с дор- ном, механизм его перемещения, узел осевого подпора заднего конца труейл . н упор для опоры переднего конца трубы, отличающееся тем, что, с целью расширения технологичес- ,ких возможностей устройства за счет обработки криволинейных сггверстий с постоянным и переменным радиусами кривизны, оно снабжено толкателями, водилом с внутренней сферой для установки и закрепления справки дорна, осью и копирным механизмом, имеющим отверстия и пазы, при зтон толкатель шарнирно соединен с механизмом перемещения дорна и водилом, ось установлена с возможностью взаимодействия с отверстием или пазом копирного устройства, причем оправка дорна выполнена со сферш еской головкой.
у //у /JtLTf f ////7 /7
Л
15 22 28
фие. i
27
Фиг. 2
Вид В
« Л
L/
§
/3
т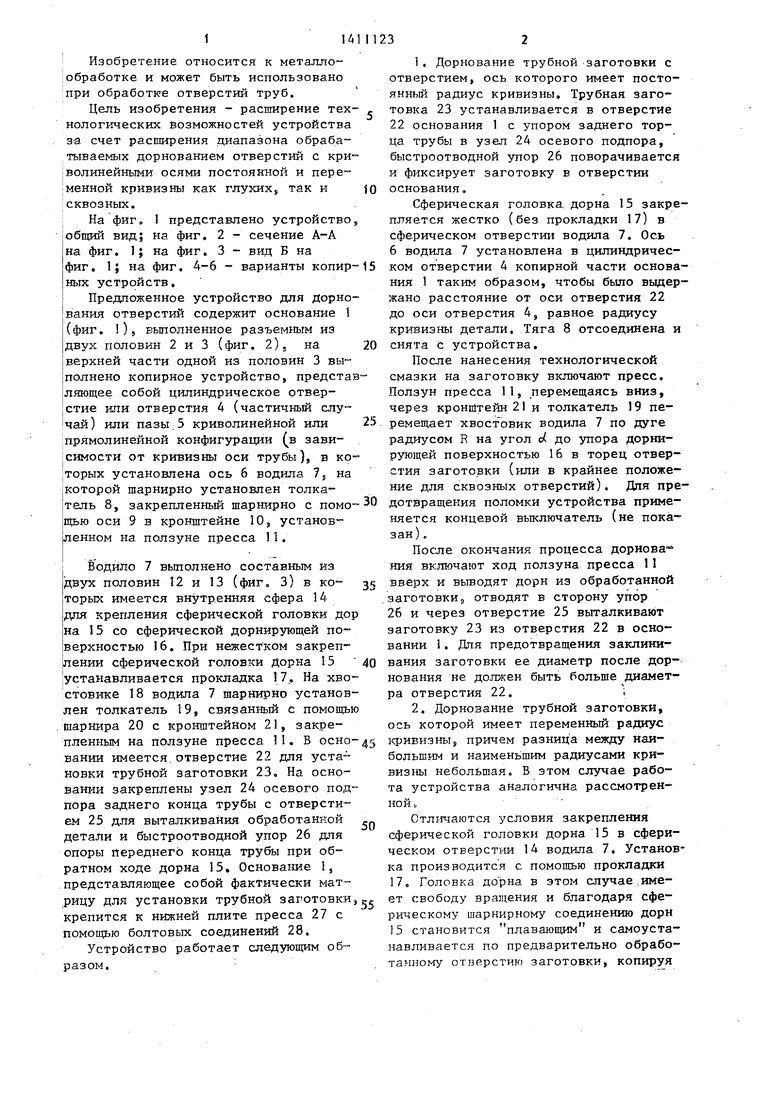
| название | год | авторы | номер документа |
|---|---|---|---|
| Устройство для дорнования отверстий труб | 1988 |
|
SU1586896A1 |
| Устройство для формования отверстий труб | 1988 |
|
SU1637999A1 |
| Устройство для дорнования отверстий трубы | 1988 |
|
SU1602711A1 |
| Устройство для дорнования трубных заготовок | 1990 |
|
SU1756127A1 |
| Устройство для дорнования отверстий труб | 1990 |
|
SU1731611A1 |
| Устройство для дорнования отверстий | 1989 |
|
SU1779561A1 |
| Устройство для дорнования отверстий труб | 1990 |
|
SU1738616A1 |
| Штамп для дорнования трубчатых деталей | 1982 |
|
SU1072959A1 |
| Устройство для дорнования отверстия трубы | 1990 |
|
SU1706847A1 |
| Станок для гибки труб | 1991 |
|
SU1817719A3 |

Изобретение относится к металлообработке и может быть использовано при обработке отверстий. Цель - расширение технологических возможностей устройства. Устройство снабжено дополнительным толкателем, шарнирно связанным с осью водила и копирным устройством с отверстиями или пазами для оси водила. Устройство для дорнования отверстий состоит из двух половин основания, копирного устройства в виде цилиндрических отверстий или пазов, в которых установлена ось водила, толкателя, шарнирно закреп ленного с помощью оси в кронштейне, установленном на ползуне пресса. Ползун пресса, перемещаясь вниз, через кронштейн и толкатель перемещает хвостовик водила по дуге на угол до упора дорнирующей поверхностью в торец отверстия заготовки. Дорн копирует детали, имеющие кривизну оси, что no-i зволяет обрабатывать детали с криволинейными осями. 6 ил.
If&lf
Фиг. 5
Фи8,3
Фиг, 6
| Устройство для раздачи труб | 1981 |
|
SU965562A1 |
| Выбрасывающий ячеистый аппарат для рядовых сеялок | 1922 |
|
SU21A1 |
