Изобретение относится к строительной индустрии и преимущественно может быть использовано для изготовления преднапря- женных железобетонных конструкций методом непрерывного армирования.
Цель изобретения - упрощение конструкции, повышение надежности и удобства эксплуатации.
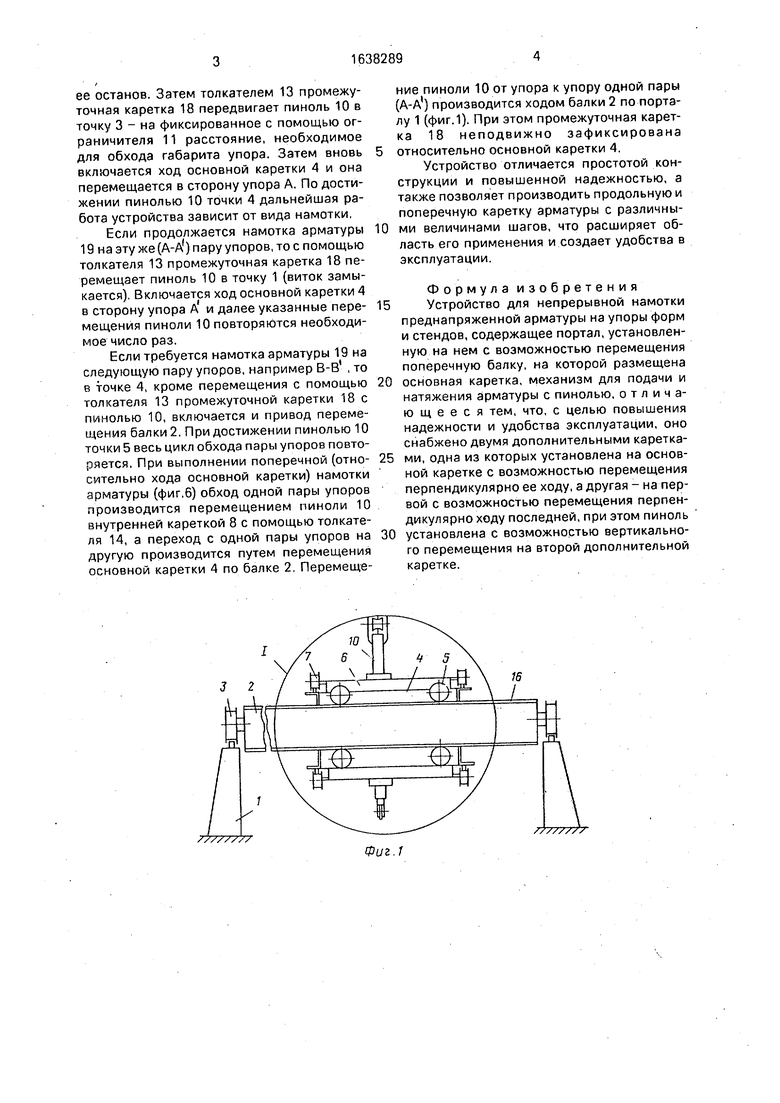
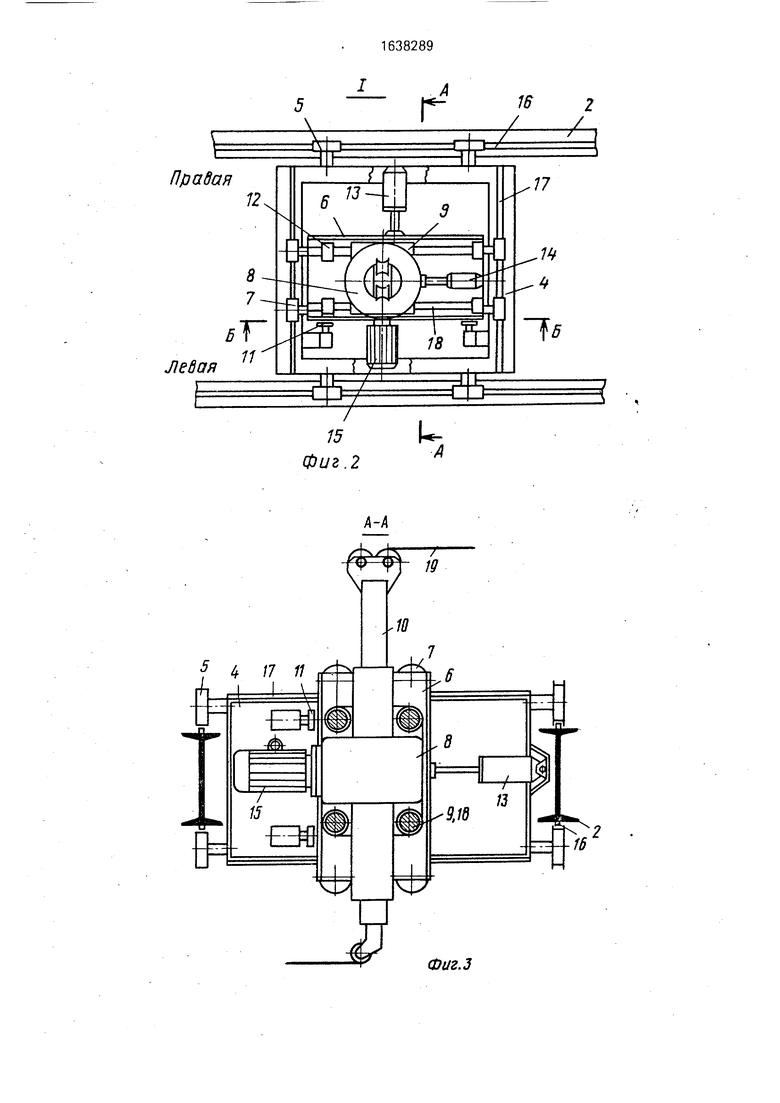
На фиг.1 дано устройство, общий вид; на фиг.2 - узел I на фиг.1; на фиг.З - разрез А-А на фиг.2; на фиг.4 - разрез В-В на фиг.2; на фиг.5 и 6-изображение собственно продольной и поперечной намотки арматуры.
Устройство содержит подвижный либо стационарный портал 1, балку 2 с катками 3, основную каретку 4 с катками 5, промежуточную каретку 6 с катками 7, внутреннюю каретку 8 с втулками скольжения 9, пиноль 10, регулируемые ограничители хода 11 и 12 промежуточной и внутренней кареток, приводы перемещения-гидротолкатели 13 и 14 соотвественно промежуточной и внутренней кареток, привод вертикального перемещения пиноли 15, направляющие перемещения 16. 17 и 18 соответственно основой, промежуточной и внутренней кареток, арматурную проволоку 19.
Устройство для непрерывной намотки преднапряженной арматуры на упоры форм и стендов работает следующим образом.
При продольной (по направлению хода основной каретки) намотке арматуры (фиг.5) основная каретка 4 с пинолью 10 находится с левой стороны балки 2, т.е. у упоров А,В,С поддона. При этом промежуточная каретка 18 находится у правой (фиг.2) направляющей балки 2. Внутренняя каретка 8 при продольной намотке неподвижно зафиксирована относительно промежуточной каретки 18.
Ходом балки 2 основная каретка 4 подает пиноль 10 с арматурой 19 к точке 1 за упором А. По достижении пинолью 10 точки включается ход основной каретки 4 в направлении упора Айв точке 2 происходит
О
ы
00 hO 00
ю
ее останов. Затем толкателем 13 промежуточная каретка 18 передвигает пиноль 10 в точку 3 - на фиксированное с помощью ограничителя 11 расстояние, необходимое для обхода габарита упора. Затем вновь включается ход основной каретки 4 и она перемещается в сторону упора А. По достижении пинолью 10 точки 4 дальнейшая работа устройства зависит от вида намотки,
Если продолжается намотка арматуры 19 на эту же (А-А1) пару упоров, то с помощью толкателя 13 промежуточная каретка 18 перемещает пиноль 10 в точку 1 (виток замыкается), Включается ход основной каретки 4 в сторону упора А и далее указанные пере- мещения пиноли 10 повторяются необходимое число раз.
Если требуется намотка арматуры 19 на следующую пару упоров, например В-В , то в точке 4, кроме перемещения с помощью толкателя 13 промежуточной каретки 18 с пинолью 10, включается и привод перемещения балки 2. При достижении пинолью 10 точки 5 весь цикл обхода пары упоров повторяется, При выполнении поперечной (отно- сительно хода основной каретки) намотки арматуры (фиг,6) обход одной пары упоров производится перемещением пиноли 10 внутренней кареткой 8 с помощью толкателя 14, а переход с одной пары упоров на другую производится путем перемещения основной каретки 4 по балке 2, Перемещение пиноли 10 от упора к упору одной пары (А-А) производится ходом балки 2 по порталу 1 (фиг.1). При этом промежуточная каретка 18 неподвижно зафиксирована относительно основной каретки 4.
Устройство отличается простотой конструкции и повышенной надежностью, а также позволяет производить продольную и поперечную каретку арматуры с различными величинами шагов, что расширяет область его применения и создает удобства в эксплуатации.
Формула изобретения Устройство для непрерывной намотки преднапряженной арматуры на упоры форм и стендов, содержащее портал, установленную на нем с возможностью перемещения поперечную балку, на которой размещена основная каретка, механизм для подачи и натяжения арматуры с пинолью, отличающееся тем, что, с целью повышения надежности и удобства эксплуатации, оно снабжено двумя дополнительными каретками, одна из которых установлена на основной каретке с возможностью перемещения перпендикулярно ее ходу, а другая - на первой с возможностью перемещения перпендикулярно ходу последней, при этом пиноль установлена с возможностью вертикального перемещения на второй дополнительной каретке.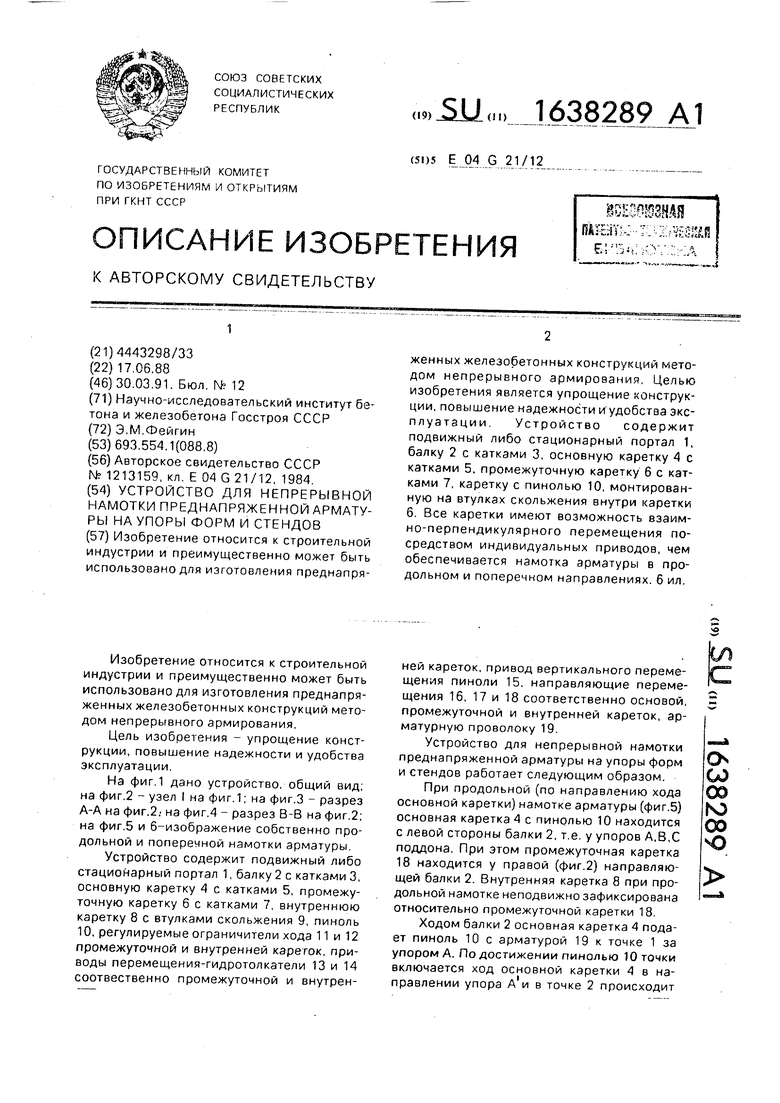
| название | год | авторы | номер документа |
|---|---|---|---|
| Агрегат для непрерывной намотки на упоры форм преднапряженной арматуры | 1984 |
|
SU1213159A1 |
| УСТАНОВКА ДЛЯ ФОРМОВАНИЯ ПРЕДНАПРЯЖЕННЫХ ЖЕЛЕЗОБЕТОННЫХ ИЗДЕЛИЙ | 1992 |
|
RU2037409C1 |
| Станок для сборки и сварки полотнищ с поперечными ребрами | 1976 |
|
SU662302A1 |
| Устройство для навивки арматуры на упоры форм | 1985 |
|
SU1310500A1 |
| Устройство для сборки и сварки балок | 1977 |
|
SU659336A1 |
| СТАНОК ДЛЯ НАМОТКИ ИЗДЕЛИЙ ИЗ СЛОИСТЫХ ПЛАСТИКОВ | 1992 |
|
RU2060923C1 |
| Устройство для навивки арматурной проволоки на упоры | 1983 |
|
SU1137169A1 |
| Устройство для навивки арматуры на упоры форм и стендов | 1989 |
|
SU1645419A1 |
| УСТРОЙСТВО ДЛЯ КОНТУРНОГО ПРЕССОВАНИЯ ДЕТАЛЕЙ ИЗ ДРЕВЕСИНЫ | 1995 |
|
RU2054992C1 |
| Устройство для загрузки и разгрузки стеллажей | 1988 |
|
SU1576451A1 |
изобретение относится к строительной индустрии и преимущественно может быть использовано для изготовления преднапряженных железобетонных конструкций методом непрерывного армирования. Целью изобретения является упрощение конструкции, повышение надежности и удобства экс- плуатации. Устройство содержит подвижный либо стационарный портал 1, балку 2 с катками 3, основную каретку 4 с катками 5, промежуточную каретку 6 с катками 7, каретку с пинолью 10, монтированную на втулках скольжения внутри каретки 6. Все каретки имеют возможность взаимно-перпендикулярного перемещения посредством индивидуальных приводов, чем обеспечивается намотка арматуры в продольном и поперечном направлениях, б ил.
J 2
16
//S///SS
Правая
Левая
5, 4 17 11
I
/ 15
/ W
ини
-9,16
13
16
Фиг.З
1638289
5-5
Направление лереыщи/дя
Щиг4
| Агрегат для непрерывной намотки на упоры форм преднапряженной арматуры | 1984 |
|
SU1213159A1 |
| Очаг для массовой варки пищи, выпечки хлеба и кипячения воды | 1921 |
|
SU4A1 |
