в
Изобрете1Ф1е относится к производству железобетонных изделий с пред- напряженными арматурными каркасами, изготовляемыми методом непрерывного армирования, в частности тонкостенных плит, ребер, перегородок.
Цель изобретения - обеспечение обхода пинолью упоров формы и расширение технологических возможностей агрегата.
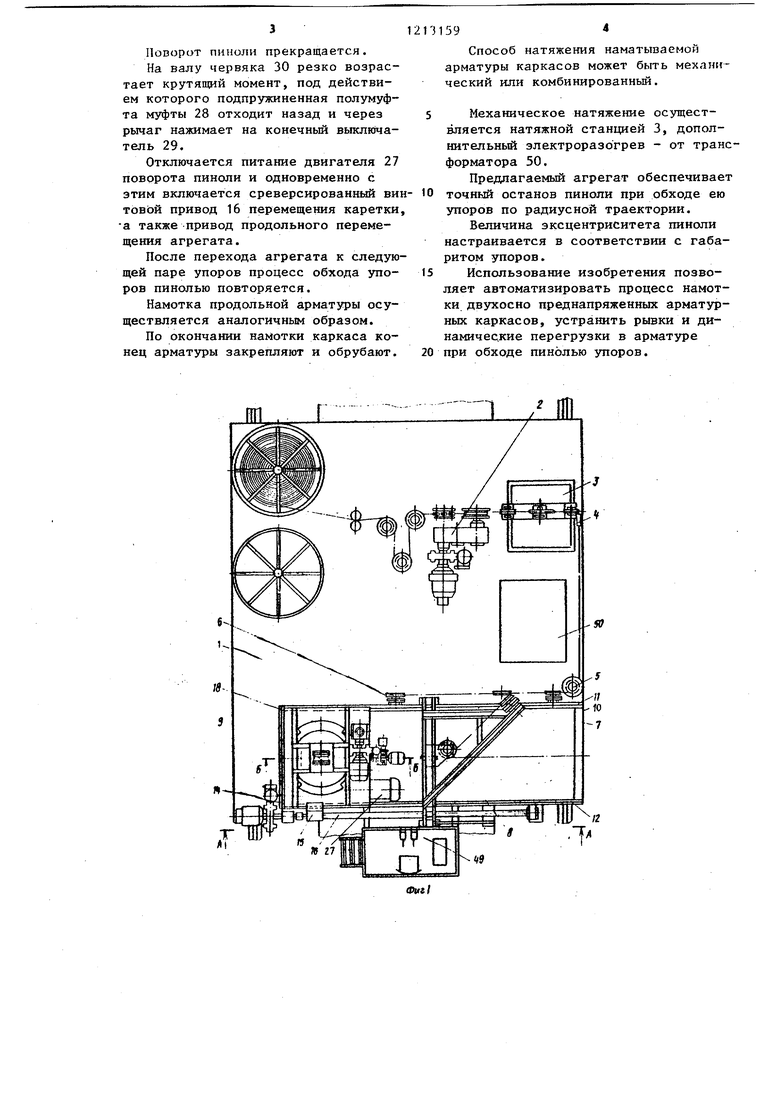
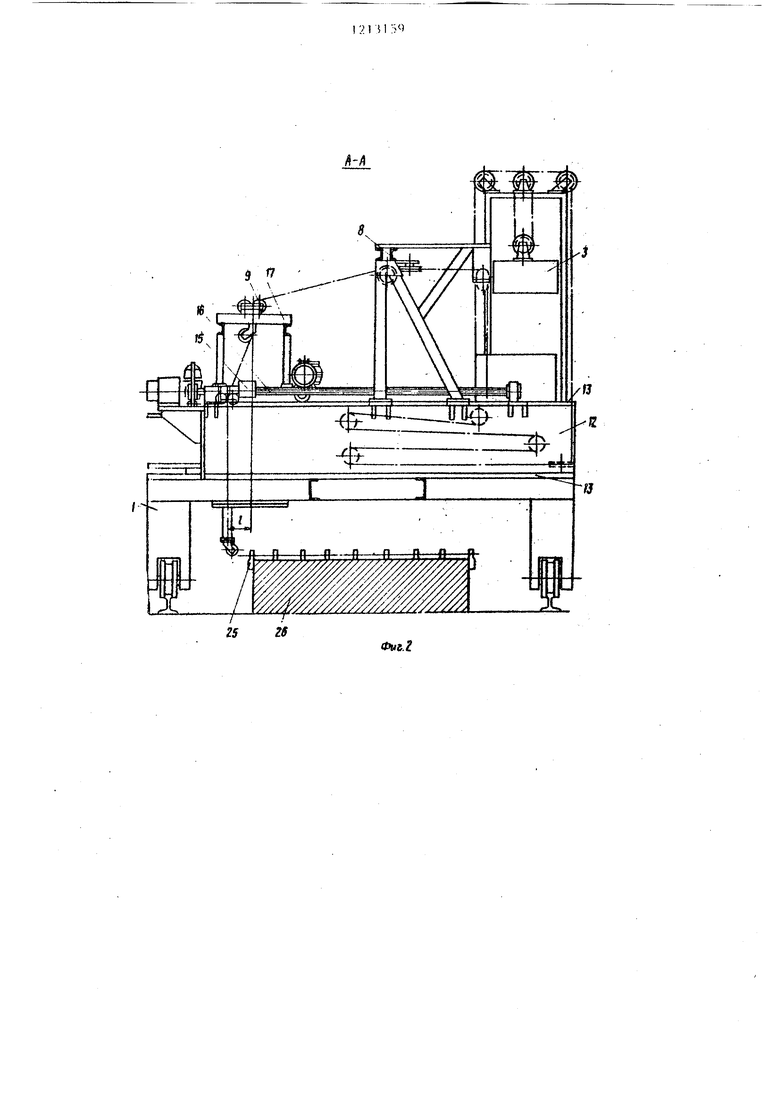
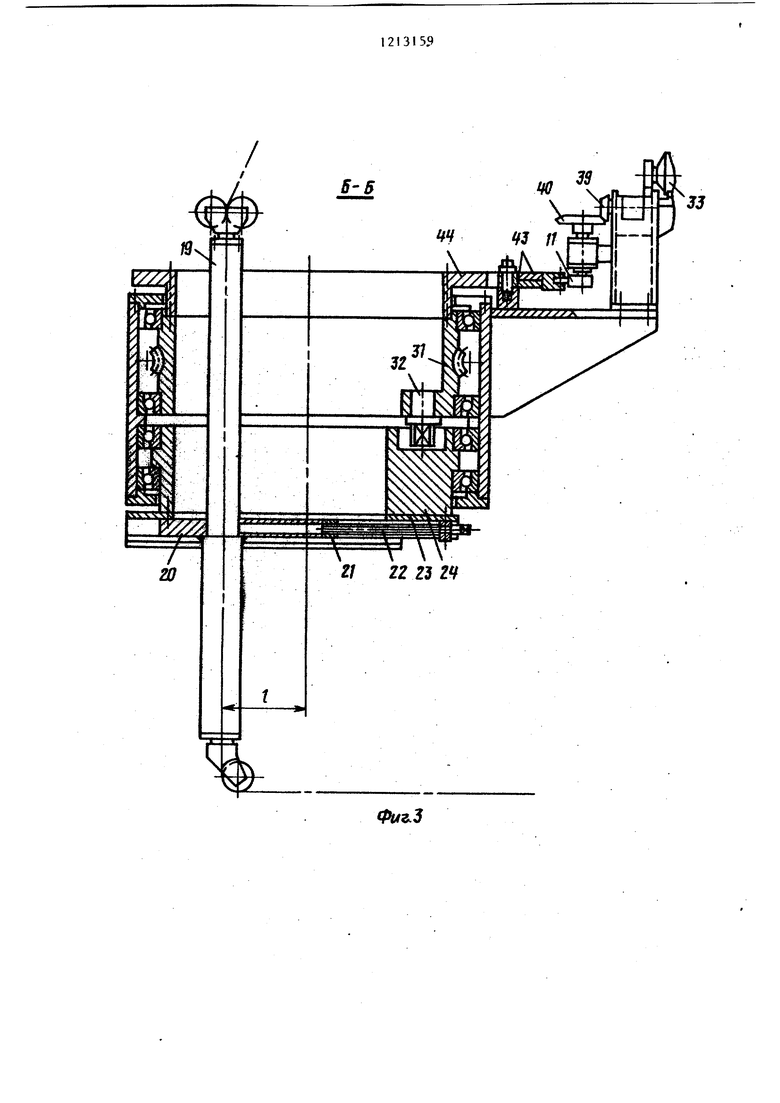
На фиг. 1 показан агрегат для намотки каркасов, вид в плане; на фиг. 2 - разрез А-А на фиг. 1; на фиг. 3 - разрез Б-Б на фиг. 1; на фиг. 4 - кинематическая схема привода поворота планшайбы с пинолью и устройство жесткой ее фиксации.
Агрегат состоит из самоходного портала 1, устройства 2 подачи арматуры, натяжной станщ1и 3, системы блоков 4-9 и поперечной балки 10, которая, в свою очередь, состоит из силовых швеллеров 11 и 12сосмон- тированнь ми на них путями 13, служащими направляющими для перемещения каретки 14.
К верхней плите каретки 14 закреплена гайка 15, предназначенная для передачи усилия на перемещение каретки по путям балки от винтового привода 16.
На этой же плите закреплена надстройка 17 и привод 18 подъема и опускания пиноли 19, жестко закрепленной на ползушке 20, которая для обхода упоров разных габаритов имеет возможность перемещения под действием винтовой пары гайки 21 и винта 22 в направляющих планшайбы 23.
Планшайба закреплена к корпусу 24 имеющему возможность вращения в подшипниках.
Для поворота пиноли при обходе ею упоров 25 стенда 26 в агрегате имеется специальный привод, состоящий из двигателя 27, самовыключающейся кулачковой муфты 28 с конечным выключателем 29, червяка 30, червячного колеса 31 и шпонки 32,
Устройство жесткой фиксации пиноли состоит из двигателя 33, понижающей зубча той передачи 34-37, одно- . оборотной муфты 38, депительной зубчатой передачи 39-40, кулачка 41, рычага .42, фиксаторов 43, закрепленного к червячному колесу поворотного диска 44 с пазами 45, конечного выключателя 46 и флажков 47.
59 .
Электромагнит 48 предназначен для включения однооборотной муфты 38.
Пульт 49 служит для управления агрегатом.
Величина натяжения наматываемой арматуры может быть увеличена за счет электротермического ее разогрева с помощью трансформатора 50.
Агрегат работает следующим образом.
Закрепляется свободный конец арматуры и включается привод 16 перемещения каретки 14. Вместе с двигателем привода 16 перемещения каретки запи- тывается двигатель 33 устройства жесткой фиксации пиноли.
Как только каретка подойдет к крайнему положению, центр вращения планшайбы установится над упором, по команде, вьщаваемой конечным выключателем (не показан), винтовой привод 16 перемещения каретки отключается и включается электромагнит 48 однооборотной муфты 38.
Крутящий момент от двигателя 33 через зубчатые передачи 34-37, муфту 38 и зубчатую передачу 39-40 передается на кулачок 41.
Муфта 38 сообщает зубчатому коле- су 39 один оборот и размыкает кине- ма1 ическую цепь. При зтом кулачок 41, насаженный на одном валу с зубчатым колесом 40, поворачивается на 180 . Нажимая на ролик рычага 42, кулачок 41 выводит фиксаторы 43 из пазов 45 диска 44.
По мере отвода фиксаторов включается двигатель 27 привода поворота пиноли. Направление обхода утторов, а также величина угла разворота пи- ноли задается с пульта управления оператора.
В конце разворота один из флаж ков 47 проходит через паз бесконтрольного конечного выключателя 46, и последний выдает команду на срабатывание электромагнита 48.
Включается муфта 38, и кулачок 41 вновь поворачивается на 180, отпуская фиксаторы 43.
Под действием пруткин фиксаторы . прижимаются к периферии диска 44 и
начинают по ней скользить. В зависимости от направления обхода пинолью упора один из фиксаторов 43 оказывается над пазом 45 диска 44 и заттлд;1ет в него.
5
Поворот пннолн прекращается.
На валу червяка 30 резко возрастает крутящий момент, под действием которого подпружиненная полумуфта муфты 28 отходит назад и через рьиаг нажимает на конечньй выключатель 29.
Отключается питание двигателя 27 поворота пиноли и одновременно с этим включается среверсированный ви товой привод 16 перемещения каретки а также привод продольного перемещения агрегата.
После перехода агрегата к следующей паре упоров процесс обхода упо- ров пинолью повторяется.
Намотка продольной арматуры осу ществляется аналогичным образом.
По окончании намотки каркаса конец арматзгры закрепляют и обрубают.
1594
Способ натяжения наматываемой арматуры каркасов может быть механический или комбинированный.
Механическое натяжение осуществляется натяжной станцией 3, дополнительный электроразо грев - от транформатора 50.
Предпагаемый агрегат обеспечивае точный останов пиноли при обходе ею упоров по радиусной траектории.
Величина эксцентриситета пиноли настраивается в соответствии с габаритом упоров.
Использование изобретения позволяет автоматизировать процесс намотки двухосно преднапряженных арматурных каркасов, устранить рывки и ди- намичес.кие перегрузки в арматуре при обходе пинолью упоров.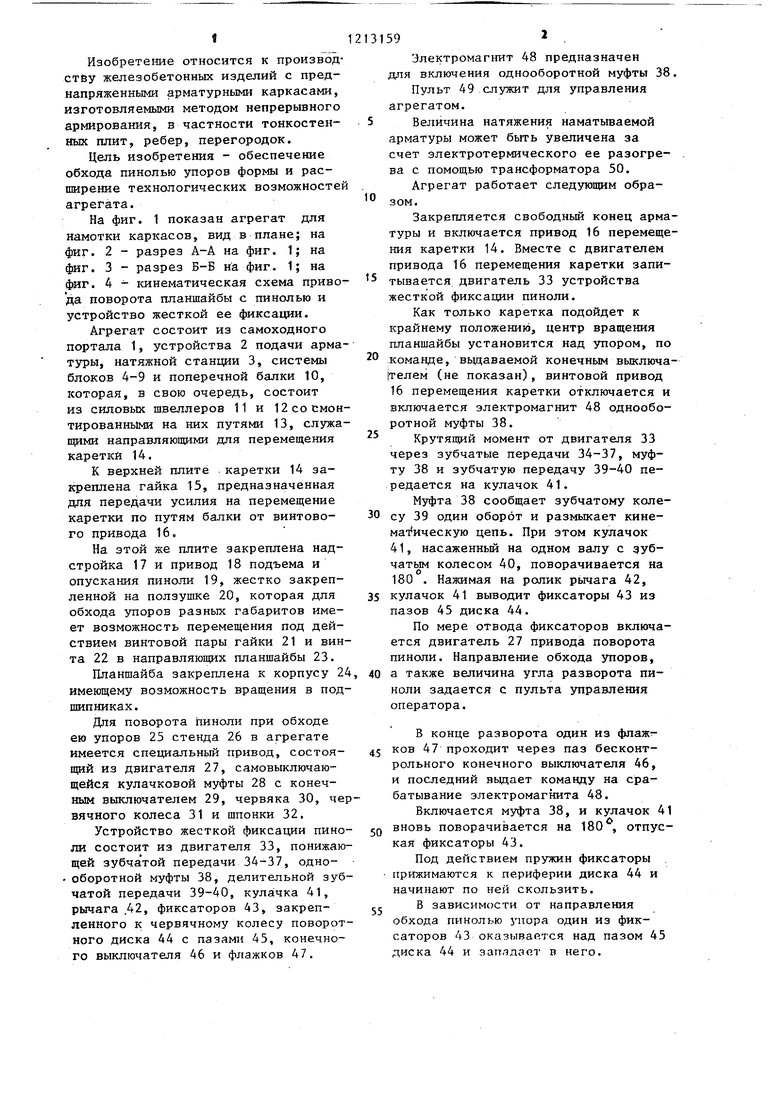
| название | год | авторы | номер документа |
|---|---|---|---|
| Станок для намотки катушек электрических машин на ребро | 1985 |
|
SU1310957A1 |
| Печатающий аппарат, например, к автоматической машине для измерения площади и толщины кож | 1961 |
|
SU151042A1 |
| Станок для намотки обмоток электрических катушек | 1980 |
|
SU1023418A1 |
| Полуавтоматическое устройство для сборки подвижной системы громкоговорителей | 1970 |
|
SU376036A1 |
| Копировально-фрезерный станок | 1976 |
|
SU650809A1 |
| Автомат для изготовления электрических катушек | 1977 |
|
SU728175A1 |
| Устройство для непрерывной намотки на катушки нитеобразных материалов | 1972 |
|
SU448903A1 |
| Устройство для изготовления гиперболоидных контактных узлов Карташева В.В. | 1987 |
|
SU1554058A1 |
| УСТРОЙСТВО ДЛЯ подгонки СОПРОТИВЛЕНИЯ ПЛЕНОЧНЫХ РЕЗИСТОРОВ под НОМИНАЛ | 1970 |
|
SU268537A1 |
| АВТОМАТИЧЕСКАЯ УСТАНОВКА ДЛЯ ПРОИЗВОДСТВА ДРЕНАЖНЫХ ТРУБ | 1970 |
|
SU271358A1 |

25 гв
Фиъ.1
Фиг.3
J.
45
6
45
Составитель Ю.Мабо Редактор И.Николайчук Техред О.Ващишина Корректор д.Зимокосов
Заказ 758/42Тираж 729Подписное
ВНИИПИ Государственного комитета СССР
по делам изобретений и открытий 113035, Москва, Ж-35, Раушская наб., д.4/5
Филиал ШШ Патент, г.Ужгород, ул.Проектная,4
Фиг.Ц
| Гершберг О.А.Технология бетонных и железобетонных изделий | |||
| - М., 1971, с.235-237 | |||
| И. И. Бергер, К. И. Шмелева, В. В. Лютылев, i'. И. Сафронов и В. Г. КислицынНаучно-исследовательский институт бетона и железобетонаи Всесоюзный государственный проектно-конструкторскийинститут «Гипростроммаш»МАШИНА ДJi^l КЕНРЕРЫВНОй | 0 |
|
SU242018A1 |
| Очаг для массовой варки пищи, выпечки хлеба и кипячения воды | 1921 |
|
SU4A1 |
