Изобретение относится к обработке металлов давлением и может быть использова- но для развальцовки труб в отверстиях трубной решетки теплообменного аппарата.
Цель изобретения - повышение производительности процесса развальцовки.
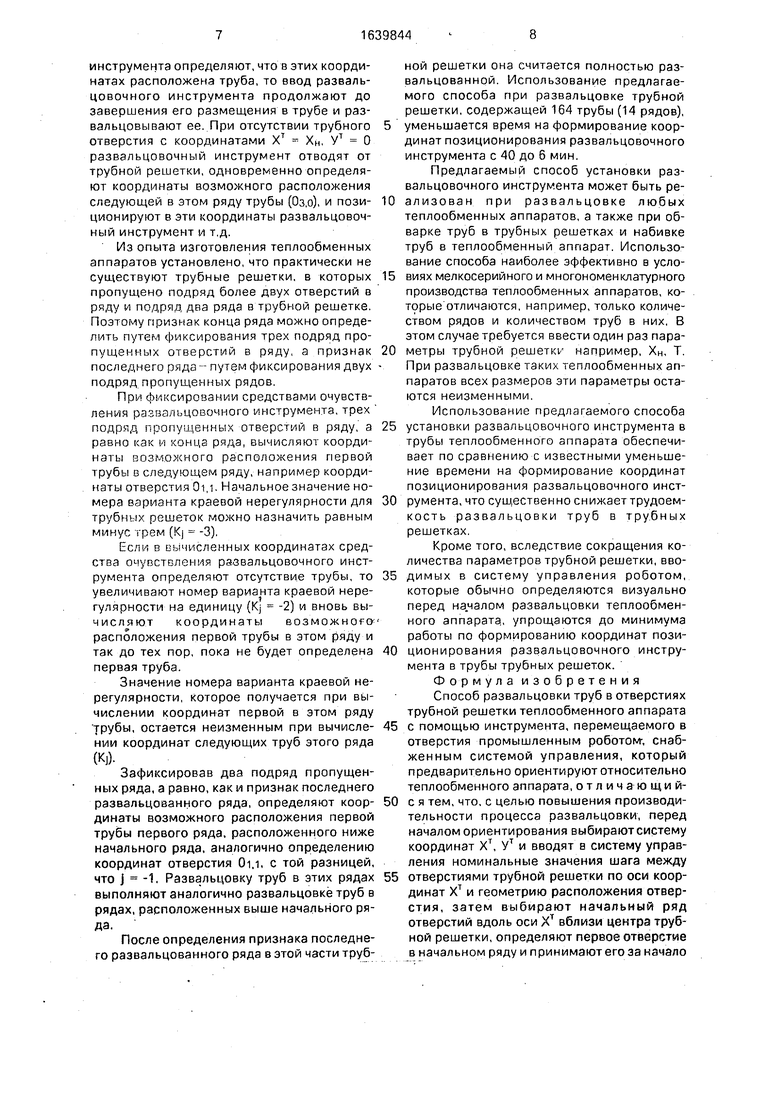
На фиг.1 изображена схема осуществления способа развальцовки труб в отверстиях трубной решетки теплообменного аппарата; на фиг.2 - схема определения варианта краевой нерегулярности расположения отверстий в рядах трубной решетки.
Способ осуществляют следующим образом.
После завершения взаимной ориентации робота и теплообменного аппарата раз- вальцовочный инструмент позиционируют в ручном режиме в первую трубу, подлежащую развальцовке. Выбор первой трубы, с которой связывают начало координат осей отверстий в трубной решетке, производят исходя из следующих предпосылок.
С одной стороны система координат
(Хт, Ут) привязывается к расположению отверстий в трубной решетке так, чтобы получить наиболее простые уравнения осей труб и чтобы вычисленные по ним координаты возможно было отработать роботом без дополнительных преобразований. С другой стороны, выбор первой трубы производится с учетом возможности однозначного и несложного ее назначения на реальных трубных решетках.
Учитывая приведенные доводы, систему координат располагают так, чтобы оси трубных отверстий решетки находились в 1-м и 4-м квадрантах. Ось абсцисс Хт направляют вдоль осей трубных отверстий, расположенных в одном ряду, наиболее близким к середине трубной решетки, а начало координат (т. От) выбирают в точке, сов- падающей с осью крайнего левого отверстия этого ряда.
Для вывода уравнений линий, на которых расположены оси отверстий труб в трубных решетках, используют номинальное значение шага расположения отверстий в трубной решетке и геометрию их расположения (расположение отверстий по вершинам равностороннего треугольниика или по вершинам квадрата). Наиболее часто применяется расположение труб по вершинам равностороннего треугольника и с точки зрения вычислений оно более сложное, чем вычисление координат трубы, расположенных по вершинам квадрата.
Номинальная трубная решетка представляет собой регулярное расположение отверстий без припусков рядов и отверстий
в рядах и без ограничения длины их в трубной решетке. Координаты осей отверстий в номинальной трубной решетке с расположением их по вершинам равностороннего треугольника и шагом, равным Хн, определяются как точки пересечения линий (осей рядов отверстий) уравнения которых имеют вид
У2 гд60° Х-(1-1)Х„.
Значения координат осей отверстий в номинальной трубной решетке определяются следующими выражениями:
15
хн ( + i - 1;,
О)
,
(2) У„ XH-j-sinGOP (3)
где I 1-2,3п - числовое значение
номера отверстия в ряду трубной решетки при счете слева направо;
j - 0 ±1, ±2 .... ± m - числовое значение номера ряда отверстий при счете вверх
(+) и W вниз от оси координат;
Хн - номинальное значение шага расположения трубных отверстий в решетке.
Средствами очувствления развальцо- вочного инструмента определяют два положения инструмента относительно трубы, подлежащей развальцовке: первое - раз- вальцовочный инструмент упирается в трубную решетку (фиксируют отсутствие трубы), второе - инструмент размещается в трубе
(такое положение инструмента регистрируют как наличие трубы).
Признак конца ряда трубных отверстий задают как несколько подряд пропущенных отверстий в ряду, которые регистрируют
средствами очувствления развальцовочно- го инструмента; признак последнего ряда - как несколько подряд пропущенных рядов в трубной решетке. Численные значения этих признаков устанавливают из расположения
отверстий в рядах, а рядов - в трубных решетках. Значения этих признаков остаются неизменными для всех размеров теплооб- менных аппаратов.
В реальных трубных решетках имеет место нерегулярное расположение крайних отверстий, а счет их осуществляют от крайнего отверстия без учета этой нерегулярности перед ним. Поэтому для вычисления координат возможного расположения труб
с учетом краевой нерегулярности отверстий, используется откорректированная формула
xr,xH( + i-1+Ki);
(4)
где KJ - число, выбираемое из целого ряда чисел, являющихся номером краевой нерегулярности расположения отверстий в ряду.
Определение номера варианта краевой нерегулярности выполняют путем сравнения расположения первого отверстия в ряду реальной трубной решетки, зафиксированного с помощью средств очувствления раз- вальцовочного инструмента с расположением первого отверстия в номинальной трубной решетке (ось первых отверстий в номинальной трубкой решетке, изображенная контурной линией).
Числовое значение номера варианта для ряда, в котором первое отверстие расположено слева от оси первых отверстий в номинальной трубной решетке, равно количеству отверстий, расположенных слева от этой оси, - со знаком минус. Для ряда, первое трубное отверстие которого расположено справа от указанной оси, значение номера варианта определяют копичеством недостающих отверстий до конфигурации, соответствующей номинальной трубной решетке.
После развальцовки первого соединения 01,0 и одновременного вычисления по формулам (4), (3) и (2) координат возможного расположения оси второй трубы в начальном ряду осуществляют ввод развальцовоч- ного инструмента в трубу соответственно вычисленным координатам, при этом средствами очувствления развальцовочного инструмента регистрируют наличие трубы или пропуск трубного отверстия. Если пропущено отверстие в ряду, то позиционируют развальцовочный инструмент в следующую трубу и т.д. до фиксирования признака конца ряда. Наличие несоосности между осью трубы и осью развальцовочного инструмента компенсируется известным механизмом компенсации несоосности.
При развальцовке следующего ряда труб позиционируют вальцовку в координаты возможного расположения оси первого отверстия в этом ряду. Для всех рядов трубных решеток присваивают одинаковое начальное значение номера варианта краевой
нерегулярности К j , причем отрицательное значение его выбирают из расчета, чтобы не пропустить крайнее в ряду отверстие. Если определяют при позиционировании раз- вальцовочного инструмента, что в этих координатах нет трубы, то увеличивают
значение К1) на единицу, вновь определяют координаты и позиционируют развальцовочный инструмент и так до тех пор, пока не введут развальцовочный инструмент в первую трубу. Полученное при этом значение KJ
остается неизменным для вычисления координат следующих труб этого ряда.
Затем развальцовывают первую трубу и так последовательно развальцовывают все
трубы в ряду, а ряд - за рядом. По мере фиксирования пропущенных в начале ряда отверстий в трубной решетке увеличивают значение номера варианта краевой нерегулярности. При равенстве значения Kj сумме
0 начального значения KJH максимального количества подряд пропущенных в ряду трубных отверстий считают, что этот ряд в реальной трубной решетке пропущен. Далее позиционируют развальцовочный инст5 румент в следующий ряд, и если вновь фиксируется аналогичным методом пропущенный ряд. то такая ситуация расценивается как признак последнего ряда в трубной решетке.
0Предлагаемый способ установки развальцовочного аппарата посредством промышленного робота реализуют следующим образом.
Позиционирование развальцовочного
5 инструмента выполняют с помощью робота по единой для всех исполнений теплооб- менчых аппаратов последовательности обхода труб в трубных решетках.
Перед началом развальцовки теплооб0 менного аппарата системе управления роботом сообщают два параметра трубной решетки номинальное значение шага расположения отверстий (Хп) и геометрию их расположения в трубной решетке. Обычно
5 их определяют визуально или с помощью измерительной линейки.
Например, трубы расположены по вершинам равностороннего треугольника с шагом Хн. После ввода этих параметров в
0 систему управления робота и выполнения взаимной ориентации робота и геплообмен- ного аппарата выбирают визуально начальный ряд, наиболее близкий к середине трубной решетки и крайнее левое отверстие
5 в этом ряду, которое принимают за начальное отверстие. В трубу, лежащую в начальном отверстии, позиционируют развальцовочный инструмент в ручном режиме. Этим осуществляется привязка сис0 темы координат к расположению отверстий в трубной решетке. Во время развальцовки начального соединения (трубы с трубной решеткой) по формулам (4), (2) и (3) вычисляются координаты возможного расположений
5 второй трубы в этом ряду, которые равны: X
хп, УТ о.
После развальцовки начального соединения развальцовочный инструмент позиционируют во вторую трубу (О2.о), Если средства очувствления развальцовочного
инструмента определяют, что в этих координатах расположена труба, то ввод разваль- цовочного инструмента продолжают до завершения его размещения в трубе и развальцовывают ее. При отсутствии трубного отверстия с координатами Хт - Хц, Ут О развальцовочный инструмент отводят от трубной решетки, одновременно определяют координаты возможного расположения следующей в этом ряду трубы (Оз.о), и позиционируют в эти координаты развальцовочный инструмент и т.д.
Из опыта изготовления теплообменных аппаратов установлено, что практически не существуют трубные решетки, в которых пропущено подряд более двух отверстий в ряду и подряд два ряда в трубной решетке. Поэтому признак конца ряда можно определить путем фиксирования трех подряд пропущенных отверстий в ряду, а признак последнего ряда- путем фиксирования двух подряд пропущенных рядов.
При фиксировании средствами очувствления развальцовочного инструмента, трех подряд пропущенных отверстий в ряду, а равно как и конца ряда, вычисляют координаты возможного расположения первой трубы в следующем ряду, например координаты отверстия Qi,i. Начальноезначение номера варианта краевой нерегулярности для трубных решеток можно назначить равным минус трем (Kj -3).
Если в вычисленных координатах средства очувствления развальцовочного инструмента определяют отсутствие трубы, то увеличивают номер варианта краевой нерегулярности на единицу (Kj -2) и вновь вычисляют координаты возможно-то расположения первой трубы в этом ряду и так до тех пор, пока не будет определена первая труба.
Значение номера варианта краевой нерегулярности, которое получается при вычислении координат первой в этом ряду трубы, остается неизменным при вычислении координат следующих труб этого ряда
(Kj).
Зафиксировав два подряд пропущенных ряда, а равно, как и признак последнего развальцованного ряда, определяют координаты возможного расположения первой трубы первого ряда, расположенного ниже начального ряда, аналогично определению координат отверстия Oi.i, с той разницей, что j -1. Развальцовку труб в этих рядах выполняют аналогично развальцовке труб в рядах, расположенных выше начального ряда.
После определения признака последнего развальцованного ряда в этой части трубной решетки она считается полностью развальцованной. Использование предлагаемого способа при развальцовке трубной решетки, содержащей 164 трубы (14 рядов),
уменьшается время на формирование координат позиционирования развальцовочного инструмента с 40 до 6 мин.
Предлагаемый способ установки раз- вальцовочного инструмента может быть ре0 ализован при развальцовке любых теплообменных аппаратов, а также при обварке труб в трубных решетках и набивке труб в теплообменный аппарат. Использование способа наиболее эффективно в усло5 виях мелкосерийного и многономенклатурного производства теплообменных аппаратов, которые отличаются, например, только количеством рядов и количеством труб в них, В этом случае требуется ввести один раз пара0 метры трубной решетки например, Хн, Т. При развальцовке таких теплообменных аппаратов всех размеров эти параметры остаются неизменными.
Использование предлагаемого способа
5 установки развальцовочного инструмента в трубы теплообменного аппарата обеспечивает по сравнению с известными уменьшение времени на формирование координат позиционирования развальцовочного инст0 румента, что существенно снижает трудоем- кость развальцовки труб в трубных решетках.
Кроме того, вследствие сокращения количества параметров трубной решетки, вво5 димых в систему управления роботом, которые обычно определяются визуально перед на.чалом развальцовки теплообменного аппарата, упрощаются до минимума работы по формированию координат пози0 ционирования развальцовочного инструмента в трубы трубных решеток. Формула изобретения Способ развальцовки труб в отверстиях трубной решетки теплообменного аппарата
5 с помощью инструмента, перемещаемого в отверстия промышленным роботом-, снабженным системой управления, который предварительно ориентируют относительно теплообменного аппарата, отличающий0 с я тем, что, с целью повышения производительности процесса развальцовки, перед началом ориентирования выбирают систему координат Хт, Ут и вводят в систему управления номинальные значения шага между
5 отверстиями трубной решетки по оси координат Хт и геометрию расположения отверстия, затем выбирают начальный ряд отверстий вдоль оси Хт вблизи центра трубной решетки, определяют первое отверстие в начальном ряду и принимают его за качало
координат ХТУТ, вводят вручную в это отверстие инструмент и осуществляют развальцовку трубы, одновременно определяют координаты XTIJ, YTIJ второго отверстия в начальном ряду по формуле
( + 1-1 + К|);
YjT Хн j sin 60° ,
где Хн - номинальное значение шага между отверстиями рядов вдоль оси Хт трубной решетки;
I - номер отверстия в ряду вдоль оси Хт трубной решетки;
j - номер ряда отверстий вдоль оси Ун трубной решетки;
KJ - число, выбираемое из целого ряда чисел, являющихся номером краевой нерегулярности расположения отверстий в ряду, затем промышленным роботом захватывают инструмент, выводят инструмент из первого отверстия и вводят его во второе отверстие, опеределяют наличие трубы во втором отверстии и при,ее отсутствии отводят инструмент от вторЪго отверстия, определяют координаты третьего отверстия начального ряда, вводят инструмент в третье отверстие и при определении наличия в нем трубы производят ее развальцовку, затем последовательно определяют координаты последующих отверстий и осуществляют развальцовку находящихся в них труб, при отсутствии труб не менее чем в
трех вычисленных координатах отверстий начального ряда назначают значения KJ, вычисляют координаты возможного расположения первого отверстия второго ряда, находящегося в первом квадранте, определяют наличие трубы в этом отверстии и при ее отсутствии увеличивают значение KJ, вновь вычисляют координаты возможного расположения первого отверстия второго ряда, при наличии трубы в нем производят
ее развальцовку, затем последовательно определяют координаты последующих отверстий второго ряда и при отсутствии труб в трех подряд отверстиях данного ряда определяют координаты первого отверстия
следующего ряда при выбранном KJ, последовательно осуществляют развальцовку в следующих рядах и при отсутствии труб в первых отверстиях трех последующих рядов осуществляют определение координат первых отверстий рядов при выбранном KJ четвертого квадранта и развальцовку труб в отверстиях этих рядов.

| название | год | авторы | номер документа |
|---|---|---|---|
| Устройство для крепления труб в трубных решетках | 1986 |
|
SU1505637A1 |
| Способ развальцовки труб в отверстиях трубной решетки | 1980 |
|
SU1031591A1 |
| Способ соединени труб с трубными решетками | 1977 |
|
SU700245A1 |
| Способ закрепления труб вТРубНОй РЕшЕТКЕ | 1979 |
|
SU804106A1 |
| Способ крепления труб в отверстиях трубных решеток | 1980 |
|
SU940944A1 |
| Способ крепления труб в теплообменных аппаратах с двойными трубными решетками | 1985 |
|
SU1232338A1 |
| Устройство для развальцовки труб в трубных решетках | 1983 |
|
SU1110517A1 |
| Устройство для развальцовки труб в трубных решетках | 1990 |
|
SU1779444A1 |
| Устройство для контроля степени развальцовки труб | 1983 |
|
SU1139543A1 |
| Устройство для развальцовки труб | 1980 |
|
SU952403A2 |

Изобретение относится к обработке металлов давлением и может быть использовано для развальцовки труб в отверстиях трубной решетки теплообменного аппарата. Цель изобретения - повышение производительности процесса развальцовки. Развальцовку осуществляют инструментом. Инструмент перемещается промышленным роботом, снабженным системой управления. Перед началом развальцовки выбирают систему координат Хт, Ут вводят в систему управления значения шага Хн между отверстиями рядов вдоль оси Хт и геометрию расположения отверстий в решетке. Выбирают начальный ряд отверстий вдоль оси Хт вблизи центра трубной решетки. Определяют первое отверстие в начальном ряду и принимают его за начало координат ХТУТ. Вручную вводят в это ртверстие инструмент и развальцовывают находящуюся в нем трубу. Затем захватывают инструмент промышленным роботом и определяют координаты XTi,j. yTij последующих отверстий в начальном ряду по формуле ХГ.)Х„(ф + 1-1 +Kj); J sin60°lv где i - номер отверстия в рядах вдоль оси X ; j - номер ряда отверстий вдоль оси Ут; К) - число, выбираемое из целого ряда чисел, являющихся номером краевой нерегулярности расположения отверстий в ряду. Осуществляют развальцовку труб в отверстиях. Концом каждого ряда считают отсутствие труб в трех последовательных отверстиях. Процесс развальцовки прекращают при отсутствии рядов, определяемых как отсутствие труб в первых отверстиях трех последовательных рядов. 2 ил. сл о W ю 00 4 Јь
ш шш иш И
Фа. 1
/
Ц)иг.г
| Автоматическая установка для трехваль ной развальцовки, торцовки и двухвальной сварки труб в трубной решетке ACEWM 3232, Каталог фирмы Sugino Machine dfd, Япония, ЫАД 2/149-1, Токио, 03.02.84, заказчик В/О Станкоимпорт, Станкопресс | |||
| , Патент ГДР №215709, А1 3/51/В 21 D 39/10 | |||
| Трансформатор для ртутных ламп | 1924 |
|
SU1400A1 |
| Каталог фирмы KIESERLING, № 9 ФРГ, г | |||
| Солинген, Каталог № 64-6/51210-117, 25.05.84, заказчик В/О Станкоимпорт, Станкопресс | |||
| Устройство для набора радиаторных трубок в магазины | 1973 |
|
SU473550A1 |
| Выбрасывающий ячеистый аппарат для рядовых сеялок | 1922 |
|
SU21A1 |
| vv | |||
