П 5
(Л
Фиг.1
кальиых пластин 10 н жестко соединенных с последними ограничительных линеек 1I. Фрезерный суппорт 7 выполнен с возможностью перемещения в вертикальной плоскости. Загружают пакет заго- :товок на приводной рольганг 5 и вы- ;равнивают концы заготовок с помощью ;базовой линейки 2, Зажимным механиз- :мом 4 фиксируют пакет, перемещают его JK пильному 6, а затем фрезерному 7 суппортам. Конечный выключатель 19
подает команду на разжим зажимного механизма 4 и одновременно на подъем фрезерного суппорта 7 на полшага вверх. Пакет перемещают влево. Стол 9 возвращают в исходное положение, поднимают и разворачивают на , а затем опускают и перемещают его для торцовки, фрезерования и намазки щипов клеем других концов заго- товок. Стол 9 останавливают конечным выключателем 20. 4 ил.
| название | год | авторы | номер документа |
|---|---|---|---|
| Линия изготовления комбинированных балок | 1988 |
|
SU1558676A1 |
| СТАНОК ШИПОРЕЗНЫЙ | 2002 |
|
RU2221693C1 |
| Установка для нарезания шипов на пакете пиломатериалов | 1988 |
|
SU1585157A1 |
| Устройство для базирования и подачи листовых материалов в раскроечный станок | 1985 |
|
SU1305036A1 |
| Станок для резки длинномерного материала | 1987 |
|
SU1696177A1 |
| ПРЕСС СРАЩИВАНИЯ ДРЕВЕСИНЫ ПО ДЛИНЕ | 2001 |
|
RU2181662C1 |
| Шипорезный станок | 1973 |
|
SU476160A1 |
| СТАНОК ШИПОРЕЗНЫЙ | 2002 |
|
RU2200087C1 |
| Станок универсальный малогабаритный | 2017 |
|
RU2644017C1 |
| Шипорезный станок | 1982 |
|
SU1079435A1 |


Изобретение относится к деревообрабатывающей промышленности и может быть использовано в линиях для склеивания заготовок по длине на зубчатые щипы. Цель изобретения - упрощение устройства и снижение энергоемкости. Стол 9 устройства снабжен приводом вертикального перемещения и выполнен в виде размещенных между роликами приводного рольганга 5 верти
Изобретение относится к деревообрабатывающей промышленности, в частности к устройствам для прдготовки заготовок к склеиванию по длине на |зубчатые шипы.
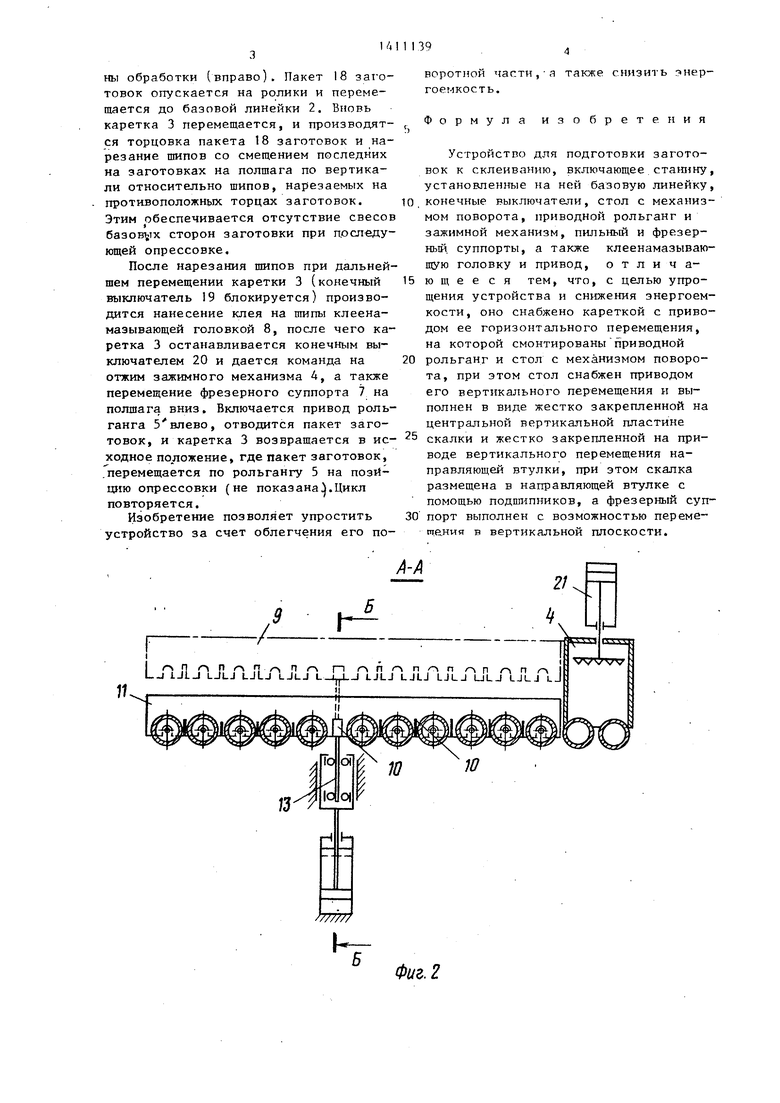
I Цель изобретения - упрощение уст- |ройства и снижение энергоемкости, I На фиг. 1 изображено предлагаемое 1устройство, общий вид на фиг, 2 - |разрез Л-А на фиг. 1; на фиг 3 - |разрез Б-Б на фиг. 2j на фиг. 4 - Iсхема обработки пакета заготовок, 1 Устройство содержит станину 1, iбазовую линейку 2, каретку 3 с зажимным механизмом 4 и приводным рольгангом 5, пильный 6 и фрезерный 7 суппорты и клеенамазыва ощую головку 8, стол 9, выполненный в виде вертикальных пластин 10, размещенных между роликами приводного рольганга 5 и жестко соединенных своими краями с ограничительными линейками 11 с окнами под оси роликов. На центральной вертикальной пластине 10, таюке жестко соединенной своими краями с ограничительными линейками 11, закреплена скалка 12 механизма 13 поворота стола 9, размещенная на подшипниках 14, , внутри на1травляющей втулки 15 установ ленной в корпусе 16 каретки 3. Направляющая втулка 15 жесткс связана с приводом 17 -вертикального перемещения стола 9. Привод 17 смонтирован в корпусе 16 каретки 3, Заготовки обрабатывают в пакетах 18,
На стагшне-последовательно установлены конечные выключатели 19 и 20, каж,цьш ил которых электрически связан Q
с зажимным механизмом 4 и механизмом вертикального перемещения (не показан) фрезерного суппорта 7. При поднятом фрезерном суппорте 7 конечный выключатель 19 не срабатывает. В устройстве имеется привод 21 зажимного механизма 4,
Устройство работает следующим об- разомо .
Загружают пакет 18 заготовок на гфиводной рольганг 5 каретки 3 так, что торцы заготовок прижаты к базовой линейке 2. Затем включают зажимной механизм 4 и производят зажим пакета заготовок. Далее каретка 3 перемещается и производятся торцовка заготовок пилой пильного суппорта 6 и нарезание шипов фрезой фрезерного суппорта 7. Недоходя до кле енамазывающей головки 8, каретка 3 останавливается по команде от конечного выключателя 19 и дается команда на отжим зажимного устройства 4 и перемещение фрезерного суппорта 7 на полщага вверх. Включается привод рольганга 5, и пакет 18 заготовок перемещается от зоны обработки (влево). Затем дается команда на возврат каретки 3 в исходное положение.
В исходном положении включается привод 17 вертикального перемещения, и стол 9 с пакетом заготовок поднимается над роликами приводного рольганга 5..Затем стол 9 разворачивается оператором на 180 , Далее оператор дает команду на опускание стола 9 и од €овременно на включение роликов приводного рольганга 5 в сторону зоны обработки (вправо). Пакет 18 заготовок опускается на ролики и перемещается до базовой линейки 2. Вновь каретка 3 перемещается, и производятся торцовка пакета 18 заготовок и нарезание щипов со смещением последних на заготовках на полщага по вертикали относительно шипов, нарезаемых на противоположньгх торцах заготовок. Этим обеспечивается отсутствие свесов базов тх сторон заготовки при доследующей опрессовке.
После нарезания щипов при дальнейшем перемещении каретки 3 (конечный выключатель 19 блокируется) производится нанесение клея на шипы клеена- мазывающей головкой 8, после чего каретка 3 останавливается конечным выключателем 20 и дается команда на отжим зажимного механизма 4, а также перемещение фрезерного суппорта 7 на полшага вниз. Включается привод рольганга 5 влево, отводится пакет заготовок, и каретка 3 возвращается в ис- содное положение, где пакет заготовок, .перемещается по рольгангу 5 на позицию опрессовки (не показанаЛ.Цикл повторяется.
Изобретение позволяет упростить устройство за счет облегчения его по-/
II
LonOP n r J iJiJ LJLJ LJLJLJLJ LJLJ UJLJ LJL JUL J LJL J L J
воротной части,-а также снизить энергоемкость.
Формула изобретения
Устройство для подготовки заготовок к склеиванию, включающее станину, установленные на ней базовую линейку,
конечные выключатели, стол с механизмом поворота, приводной рольганг и зажимной механизм, пильный и фрезерный, суппорты, а также клеенамазываю- щую головку и привод, о т л и ч аю щ е е с я тем, что, с целью упрощения устройства и снижения энергоемкости, оно снабжено кареткой с приводом ее горизонтального перемещения, на которой смонтированы приводной
рольганг и стол с механизмом поворота, при этом стол снабжен приводом его вертикального перемещения и выполнен в виде жестко закрепленной на центральной вертикальной пластине
скалки и жестко закрепленной на приводе вертикального перемещения направляющей втулки, при этом скалка размещена в направляющей втулке с помощью подшипников, а фрезерный суппорт выполнен с возможностью переметения в вертикальной плоскости.
I
i L J
W
Фиг. 2
Б-Б
Фиг.З
| Мебель | |||
| Экспресс-информация | |||
| Зарубежный опыт, 1985, № 3, с | |||
| Приспособление для точного наложения листов бумаги при снятии оттисков | 1922 |
|
SU6A1 |
| Там же, с | |||
| Разборный с внутренней печью кипятильник | 1922 |
|
SU9A1 |
