Изобретение относится к обработке металлов давлением, в частности к формообразованию труб, и может быть использовано при изготовлении профилированных отрезков труб с несколькими продольными ребрами для телескопических карданных соединений.
Цегь изобретения - расширение диапазона типоразмеров получаемых изделий и повышение их качества.
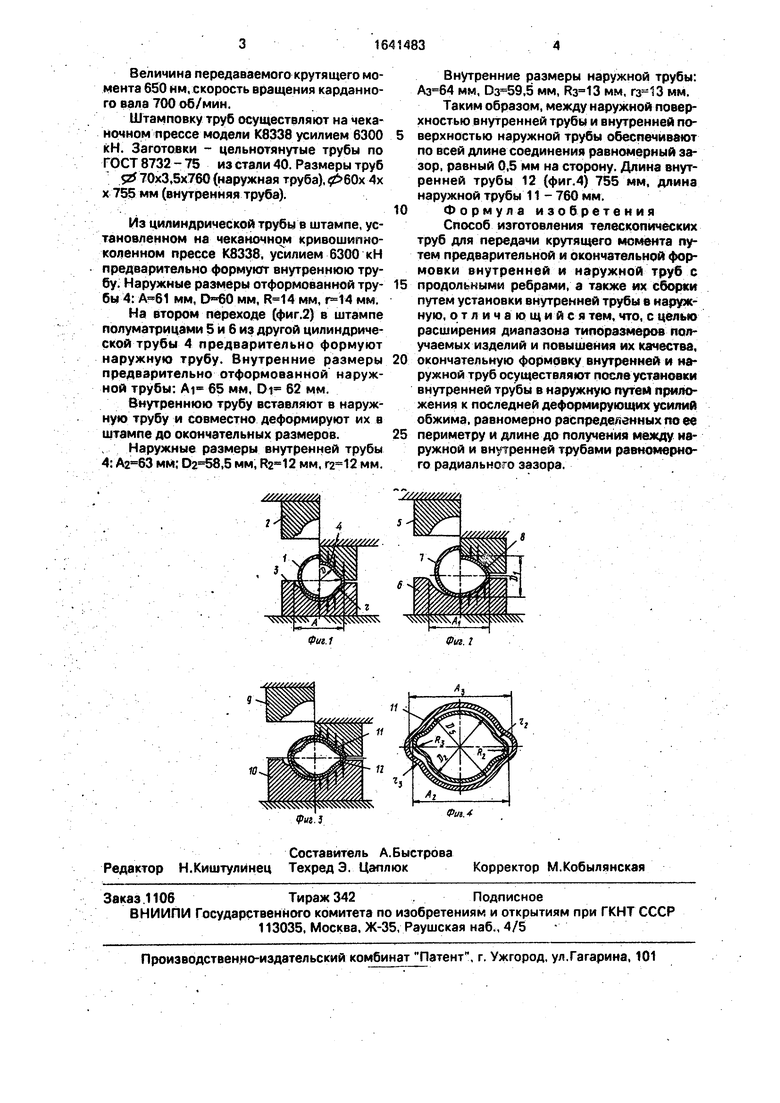
На фиг.1 изображено предварительное формообразование внутренней трубы; на фиг.2 - предварительное формообразование наружной трубы; на фиг.З - совместное деформирование наружной и внутренней
труб; на фиг.4 - сечение готового телескопического соединения труб.
Способ осуществляют следующим образом.
Из цилиндрической трубы 1 в штампе с помощью полуматриц 2 и 3 предварительно формуют внутреннюю трубу 4. С помощью полуматриц 5 и 6 из цилиндрической трубы 7 предварительно формуют наружную трубу 8. Трубу 4 вставляют в трубу 8 и осуществляют совместное их обжатие пспуматрчцами 9 и 10 до получения изделия, состоящего из труб 11 и 12.
Пример. Изготавливали двухшлицевые трубы телескопического карданного соединения.
Ј
00
00
Величина передаваемого крутящего момента 650 нм, скорость вращения карданного вала 700 об/мин.
Штамповку труб осуществляют на чеканочном прессе модели К8338 усилием 6300 кН. Заготовки - цельнотянутые трубы по ГОСТ 8732 - 75 из стали 40. Размеры труб SZ 70x3,5x760 (наружная труба), 4х х 755 мм (внутренняя труба).
Из цилиндрической трубы в штампе, установленном на чеканочном кривошипно- коленном прессе К8338, усилием 6300 кН предварительно формуют внутреннюю трубу. Наружные размеры отформованной трубы 4: мм, DH50 мм, мм, мм.
На втором переходе (фиг.2) в штампе полуматрицами 5 и 6 из другой цилиндрической трубы 4 предварительно формуют наружную трубу. Внутренние размеры предварительно отформованной наружной трубы: AI 65 мм, Dt 62 мм.
Внутреннюю трубу вставляют в наружную трубу и совместно деформируют их в штампе до окончательных размеров.
Наружные размеры внутренней трубы 4: мм; ,5 MM, мм, мм.
Внутренние размеры наружной трубы: мм, ,5 мм, мм, гз-13 мм. Таким образом, между наружной поверхностью внутренней трубы и внутренней поверхностью наружной трубы обеспечивают по всей длине соединения равномерный зазор, равный 0,5 мм на сторону. Длина внутренней трубы 12 (фиг.4) 755 мм, длина наружной трубы 11 - 760 мм.
0 Формула изобретения
Способ изготовления телескопических труб для передачи крутящего момента путем предварительной и окончательной формовки внутренней и наружной труб с
5 продольными ребрами, а также их сборки путем установки внутренней трубы в наружную, отличающийся тем, что, с целью расширения диапазона типоразмеров получаемых изделий и повышения их качества,
0 окончательную формовку внутренней и наружной труб осуществляют после установки внутренней трубы в наружную путем приложения к последней деформирующих усилий обжима, равномерно распределенных по ее
5 периметру и длине до получения между наружной и внутренней трубами равномерного радиального зазора.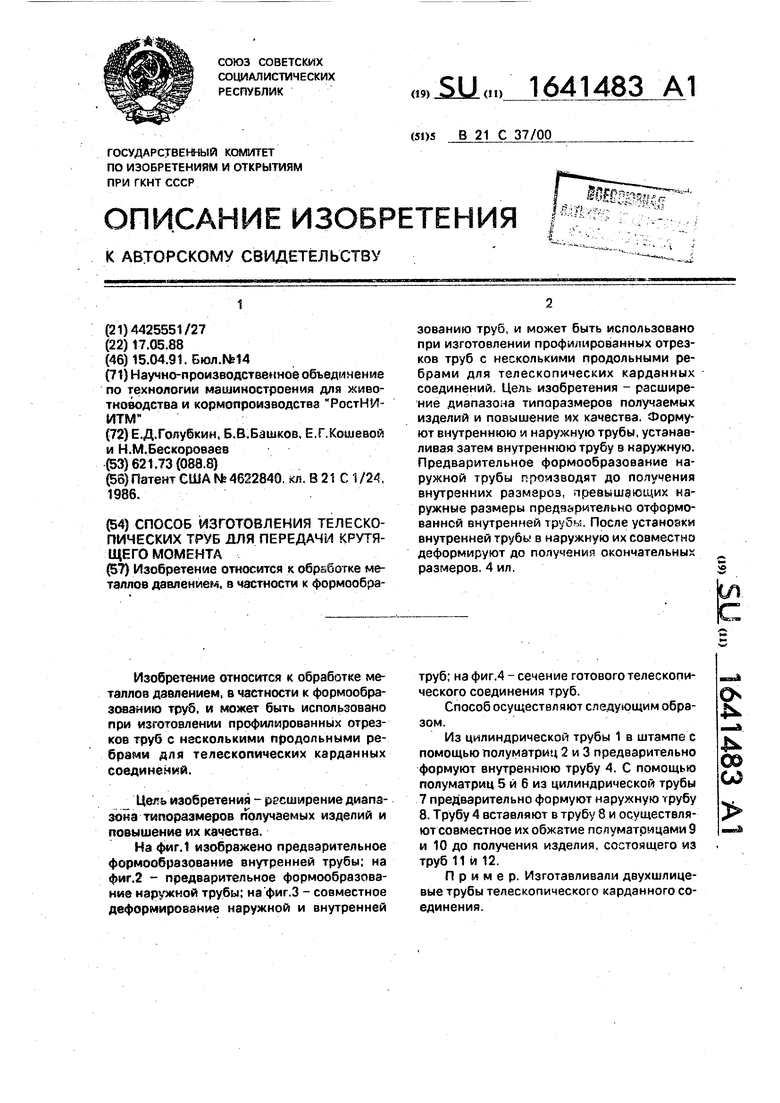
| название | год | авторы | номер документа |
|---|---|---|---|
| УСТРОЙСТВО ДЛЯ ФОРМООБРАЗОВАНИЯ РАВНОПРОХОДНЫХ ТРОЙНИКОВ | 2006 |
|
RU2311982C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ГНУТЫХ ИЗДЕЛИЙ | 2008 |
|
RU2368445C1 |
| СПОСОБ ПОЛУЧЕНИЯ ГИЛЬЗ ПАТРОНОВ СТРЕЛКОВОГО ОРУЖИЯ | 1996 |
|
RU2113309C1 |
| Способ изготовления сферических шарниров | 1975 |
|
SU564051A1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ПОЛЫХ ИЗДЕЛИЙ | 1988 |
|
SU1561331A1 |
| Способ изготовления куполообразных изделий | 1988 |
|
SU1590192A1 |
| УСТРОЙСТВО ДЛЯ ШТАМПОВКИ ТРОЙНИКОВ ИЗ ТРУБНЫХ ЗАГОТОВОК | 2009 |
|
RU2422226C1 |
| СПОСОБ И УСТРОЙСТВО ДЛЯ ТИКСОШТАМПОВКИ ЦИЛИНДРИЧЕСКИХ ЗАГОТОВОК | 2007 |
|
RU2356677C2 |
| Способ изготовления цилиндрических втулок с фланцем из листового материала и устройство для его осуществления | 1987 |
|
SU1430137A1 |
| СПОСОБ ПОЛУЧЕНИЯ ИЗДЕЛИЯ ИЗ ЗАГОТОВКИ, ВЫПОЛНЕННОЙ ИЗ ТРУДНОДЕФОРМИРУЕМОГО МЕТАЛЛА ИЛИ СПЛАВА | 2014 |
|
RU2589965C2 |
Изобретение относится к обрйбогке металлов давлением, в частности к формообразованию труб, и может быть использовано при изготовлении профилированных отрезков труб с несколькими продольными ребрами для телескопических карданных соединений. Цепь изобретения - расширение диапазона типоразмеров получаемых изделий и повышение их качества. Формуют внутреннюю и наружную трубы, устанавливая затем внутреннюю трубу в наружную. Предварительное формообразование наружной трубы производят до получения внутренних размеров, превышающих наружные размеры предч&рительно отформованной внутренней трубч. После установки внутренней трубь в наружную их совместно деформируют до получение окончательных размеров. 4 ил.
Фиг 1
83$
pui J
Фиг I
| Патент США № 4622840 | |||
| л | |||
| Выбрасывающий ячеистый аппарат для рядовых сеялок | 1922 |
|
SU21A1 |
