(ригА
Изобретение относится к автоматизации технологических процессов .в машиностроении и приборостроении и может найти применение в загрузочно-ориентирующих устройствах для вторичной ориентации ступенчатых деталей.
Цель изобретения -повышение быстродействия процесса ориентации деталей.
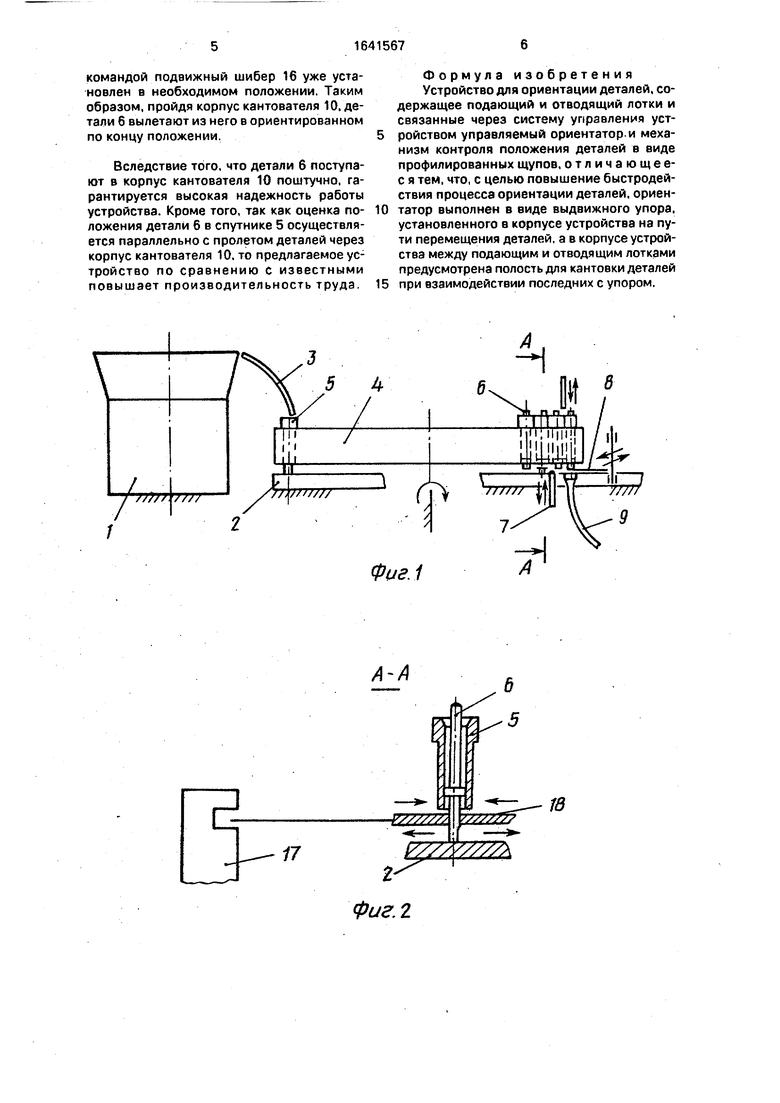
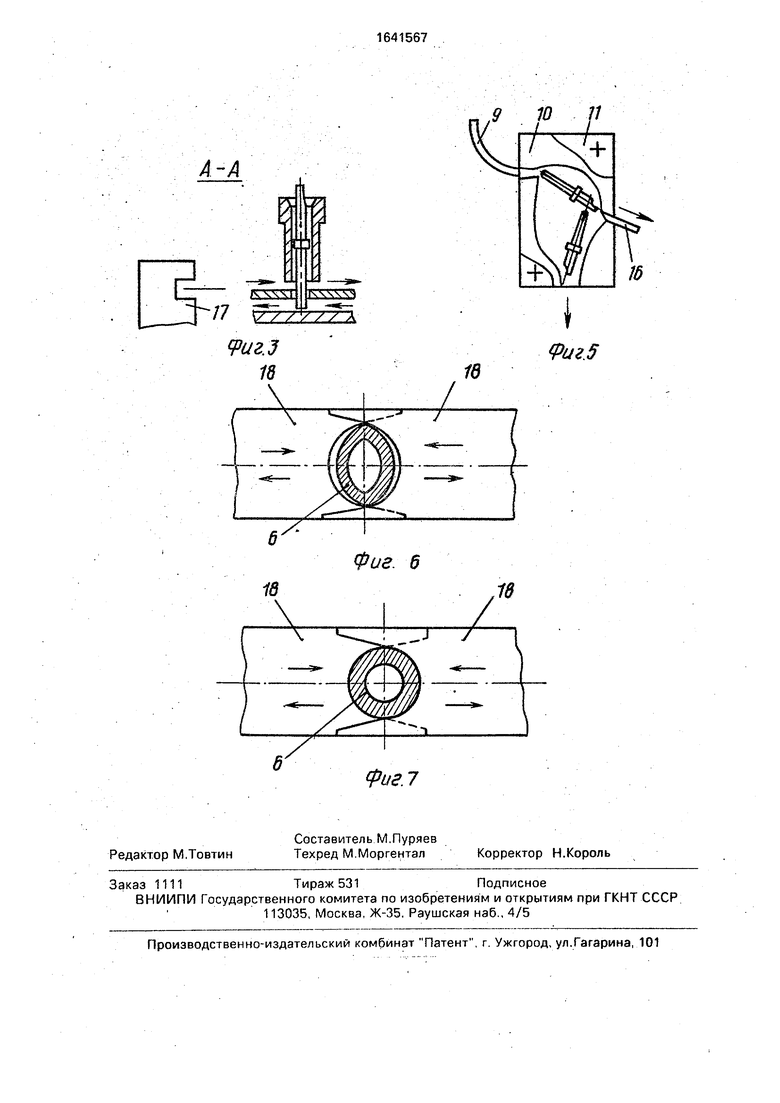
На фиг.1 изображено предлагаемое устройство, общий вид; на фиг.2 - разрез А-А на фиг.1, с деталью, установленной в спутнике жесткой частью вниз; на фиг.З - то же, с деталью, установленной в спутнике упругой частью вниз; на фиг.4 - корпус с выдвинутым упором, который обеспечивает кантовку детали (ее переворот во время пролета); на фиг.5 - корпус с упором в-положе- нии, позволяющем детали пролетать без переворота во время пролета; на фиг.6 - положение измерительных губок устройства замера диаметра деталей во время замера упругого конца детали; на фиг.7 - положение измерительных губок во время замера жесткого конца детали.
Устройство содержит питатель 1, например, вибрационого типа, где детали могут ориентироваться в определенном положении, и основание 2. Питатель 1 соединен гибким трубопроводом 3 с транспортным средством 4, которое выполнено в виде диска, установленного с возможностью поворота вокруг вертикальной оси. На периферии транспортного средства, выполненного в виде поворотного диска 4 установлены спутники 5, предназначенные для размещения в них деталей 6. Размеры внутреннего сечения гибкого трубопровода 3 выбраны в соответствии с размерами транспортируемых деталей 6. Связанный с питателем 1 гибкий трубопровод 3 другим своим концом размещен над спутниками 5, а с диаметрально противоположной стороны поворотного диска 4 размещены отсекатель
7и заслонка 8, предназначенная для взаимодействия с деталями 6. Спутники 5 установлены на поворотном диске 4 с возможностью проскальзывания относительно последнего при взаимодействии с отсекателем 7.
Под заслонкой 8 размещен гибкий трубопровод 9, другой конец которого связан с корпусом кантователя 10, закрытого крышкой кантователя 11. Размеры внутреннего сечения гибкого трубопровода 9 так же, как и трубопровода 3, выбраны в соответствии с размерами транспортируемых деталей 6.
8корпусе кантователя 10 выполнена ступенчатая полость, верхняя ступень 12 которой отделена от нижней ступени t3 поверхностью сопряжения подводящего 14 и отводящего 15 каналов. Размеры внутреннего сечения подводящего 14 и отводящего 15 каналов выбраны в соответствии с размерами большего диаметра транспортируемых деталей,
Ориентатор 16 выполнен в виде упора и
установлен внутри воронки с возможностью линейных возвратно-поступательных перемещений посредством дополнительно введенного в устройство механизма (не показан). Кроме того, упомянутый механизм
линейных возвратно-поступательных перемещений связан также посредством системы электроавтоматики (не показан) с устройством для замера диаметра деталей б, содержащим датчик 17, подпружиненные
губки 18. связанные с механизмом их возвратно-поступательных перемещений (не показан). Блок автоматики, обеспечивающий необходимую последовательность работы упомянутых механизмов,, не показан.
Устройство работает следующим образом.
Включают питатель 1, детали б начинают перемещаться по нему и поступают через гибкий трубопровод 3 в гнезда
спутников 5 в неориентированном по концу положении. Поворотный диск 4 переносит спутники 5 с находящимися в них деталями 6 к отсекателю 7, где после остановки диска 4, находящиеся в зоне отсекателя 7 детали
6 подвергаются контролю диаметра (D или d) посредством мерительных губок 18. При этом измеряется диаметр той части детали 6, которая выступает со спутника 5. В том случае, когда деталь 6 находится в положении, при котором в зоне действия мерительных губок 18 оказывается жесткая часть детали 6, датчик 17 выключается и по его команде упор 16 перемещается относительно корпуса кантователя 10 таким образом,
что деталь 6 пролетает через полость канто- вателя 10 не переворачиваясь. Если же к мерительным губкам 18 деталь 6 поступает своей упругой частью, то после их взаимодействия по команде от датчика 17, который
остается включенным, упор 16 выдвигается относительно корпуса кантователя 10 и обеспечивает кантовку (т.е. переворот детали во время пролета). После замера диаметра контакта 6, выступающего из спутника 5,
отсекатель 7 переключается и пропускает спутник 5 с контактом 6 на позицию выгрузки над заслонкой 8. При открывании заслонки 8 деталь 6 через гибкий трубопровод 9 попадает в корпус кантователя 10. где в соответствии с полученной от датчика 17
командой подвижный шибер 16 уже установлен в необходимом положении. Таким образом, пройдя корпус кантователя 10. детали 6 вылетают из него в ориентированном по концу положении.
Вследствие того, что детали 6 поступают в корпус кантователя 10 поштучно, гарантируется высокая надежность работы устройства. Кроме того, так как оценка положения детали 6 в спутнике 5 осуществляется параллельно с пролетом деталей через корпус кантователя 10, то предлагаемое устройство по сравнению с известными повышает производительность труда.
Формула изобретения Устройство для ориентации деталей, содержащее подающий и отводящий лотки и связанные через систему управления устройством управляемый ориентатор и механизм контроля положения деталей в виде профилированных щупов, отличающее- с я тем, что, с целью повышение быстродействия процесса ориентации деталей, ориентатор выполнен в виде выдвижного упора, установленного в корпусе устройства на пути перемещения деталей, а в корпусе устройства между подающим и отводящим лотками предусмотрена полость для кантовки деталей при взаимодействии последних с упором.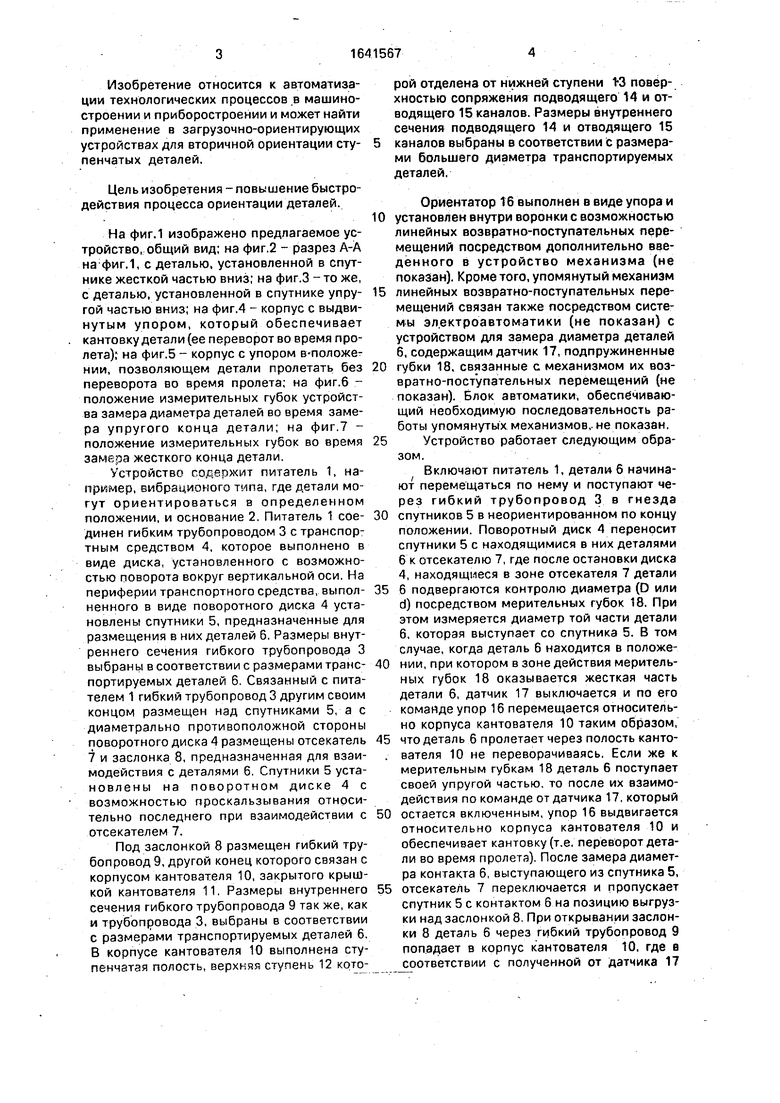
| название | год | авторы | номер документа |
|---|---|---|---|
| Устройство для групповой ориентации и загрузки деталей | 1987 |
|
SU1458147A1 |
| Ориентирующее устройство | 1982 |
|
SU1052365A1 |
| Устройство для подготовки радиоэлементов к монтажу | 1988 |
|
SU1704306A1 |
| Устройство для набора комплекта деталей | 1982 |
|
SU1068260A1 |
| Устройство для ориентации деталей,например цилиндрических с конусным концом | 1984 |
|
SU1220720A2 |
| Устройство для набора комплекта деталей | 1987 |
|
SU1463430A1 |
| Устройство для ориентации деталей | 1979 |
|
SU818815A1 |
| Способ загрузки токарных полуавтоматов деталями для их двусторонней обработки и автоматическая линия для его осуществления | 1988 |
|
SU1662807A1 |
| Устройство для ориентации деталей | 1980 |
|
SU901019A1 |
| Устройство для ориентации и выдачи штучных заготовок к роботизированному комплексу | 1987 |
|
SU1488078A1 |
Изобретение относится к автоматизации технологических процессов в машиностроении и приборостроении и может найти применение в загрузочно-ориентирующих устройствах для вторичной ориентации сгу- пенчатых деталей. Цель изобретения - повышение быстродействия процесса ориентации деталей и совмещения во времени процессов транспортировки деталей и кантовки. Устройство содержит питатель, корпус кантователя 10, подводящий 14 и отводящий 15 каналы. Ориентатор 16 выполнен в виде упора, кинематически связанного с дополнительно введенным механизмом его линейных возвратно-поступательных перемещений, который связан также с устройством замера диаметра деталей. 7 ил.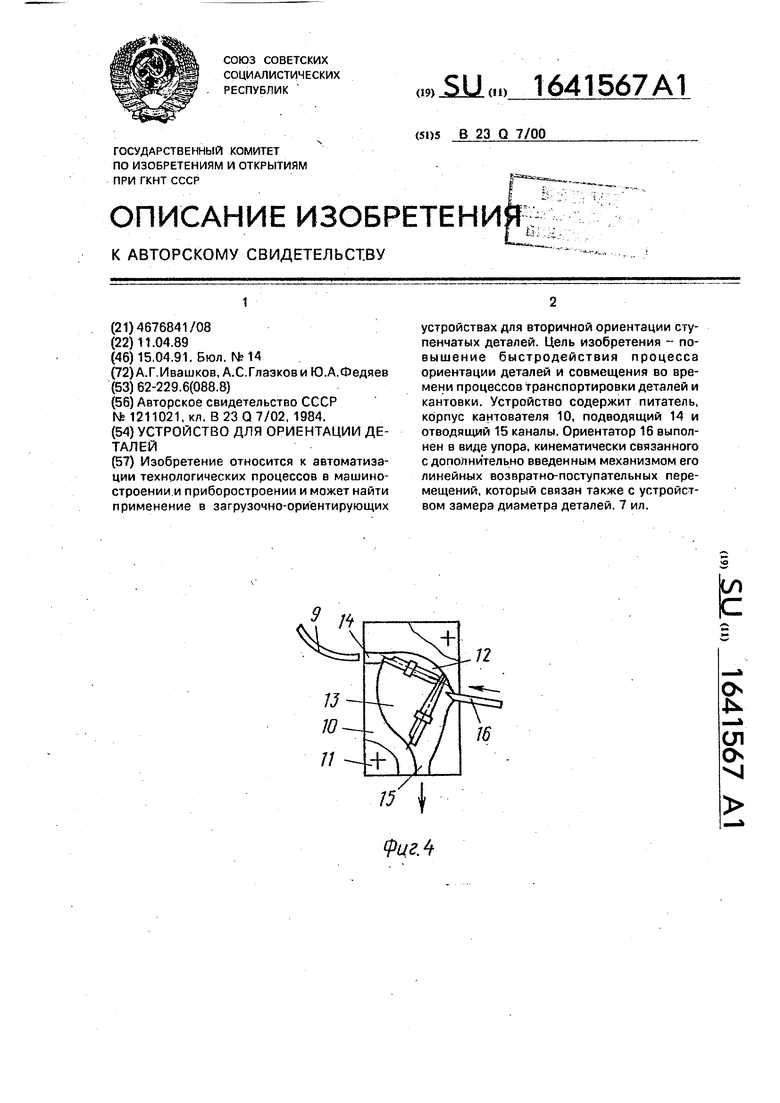
5 4
i
7
/ff/fI/777
3
17
1 А (TV
Фиг.1
А-А
y//sY////x
г f
Фиг. г
А-А
Ю
Фиг. 6
фие.7
| Устройство для ориентации деталей | 1984 |
|
SU1211021A1 |
| Прибор для равномерного смешения зерна и одновременного отбирания нескольких одинаковых по объему проб | 1921 |
|
SU23A1 |
